拼混型黑色分散染料的配伍性及其染色性能
2019-05-27 07:05:22莫林祥
紡織學報 2019年12期
關鍵詞:實驗
劉 越, 莫林祥, 陳 豐
(1. 紹興文理學院 紡織服裝學院, 浙江 紹興 312000; 2. 浙江省清潔染整技術研究重點實驗室, 浙江 紹興 312000; 3. 浙江紅綠藍紡織印染有限公司, 浙江 紹興 312030)
目前,純滌綸紡織品染色加工大都采用分散染料高溫高壓工藝完成[1],其中黑色滌綸紡織品染色用黑色分散染料大都為不同分散染料按照一定的比例拼混而成[2-4],但從實際應用情況看,商品黑色分散染料因其拼混用各組分的結構及其配伍性能等原因,致使染色滌綸紡織品存在偏色、黑色深度不深[5]等不足,滿足不了消費者的高端需求,同時也降低了紡織品的市場競爭力。
為克服上述弊端,在前期實驗研究的基礎上,本文對所挑選出的1組單偶氮類[6]中溫型分散染料進行相關的拼混實驗,通過色三角法拼混染色實驗,獲得具有染深性、色光穩定的黑色分散染料拼混組分及其拼混比例。另外,為驗證拼混黑色分散染料各組分間的配伍性,對拼混后的染色織物進行剝色測色實驗,探討剝色液中各染料組分與染色用拼混染料拼混比例之間的一致性。
1 實驗部分
1.1 實驗儀器與材料
MS204S型電子天平、S210型pH計,梅特勒-托利多儀器(瑞士)有限公司;Datacolor600型測色配色系統,美國Datacolor公司;UF260Plus型強制對流型通用烘箱,德國MEMMERT公司;UV-2450型紫外-可見分光光度計,日本島津公司;IR-24SM型紅外線快速染色機,廈門RAPID有限公司。
實驗用黑色分散染料由篩選的1組中溫型分散染料:分散紫SE-E(300%)、分散藍SE-F (300%)、分散橙SE-G (100%)按照一定比例拼混而成,各組分均為工業級,杭州福萊恩特精細化工有限公司;液黑,工業品,浙江紅綠藍紡織印染有限公司;保險粉,分析純,天津市大茂化學試劑廠;冰醋酸,分析純,江蘇強盛功能化學股份有限公司;燒堿,分析純,汕頭市西隴化工廠有限公司;N,N-二甲基甲酰胺,分析純,上海潤捷化學試劑有限公司。實驗用織物滌綸機織物,市售。
1.2 色三角法黑色分散染料的拼混實驗
1.2.1 色三角的建立
實驗色三角設計方案如圖1所示。其中R代表分散紫SE-E,Y代表分散橙SE-G,B代表分散藍SE-F,拼混染料總用量為3%(o.w.f),圖中數字編號代表相應色三角染色樣編號。用測配色儀測試染樣顏色信息。根據拼混分散染料染色樣品L*、a*、b*值、K/S值等顏色信息獲得所需深黑色顏色配方[7-8]。

圖1 色三角拼混實驗方案Fig.1 Color triangle mixing experiment
1.2.2 染色工藝
織物潤濕、擠干→染色(冰醋酸調整染浴pH值為4.5~5.5,浴比為1∶30,室溫入染,以2 ℃/min速率升溫到130 ℃,保溫45 min后降溫到80 ℃)→熱水洗→還原清洗(保險粉質量濃度為2 g/L,燒堿質量濃度為2 g/L,浴比為1∶30,溫度為80 ℃,時間為5 min)→水洗→皂洗(碳酸鈉質量濃度為2 g/L,皂粉質量濃度為5 g/L,浴比為1∶30,溫度為95 ℃,時間為10 min)→烘干(溫度為80 ℃)
1.3 剝色法黑色拼混染料各組分配伍性實驗
采用殘液法可得到拼混各組分的相對上染率,但織物染色后還需要經過水洗、還原清洗等工序以洗去浮色,而還原清洗所用的還原劑有可能破壞染料結構,使其最大吸收波長發生很大的改變,上述因素會導致測試結果波動大,準確性較差,所以本文實驗采用N,N-二甲基甲酰胺(DMF)剝色法測試拼混染料各組分用量[9]。
稱取(0.100 0±0.000 1)g試樣置于含有10 mL的DMF小試管中,在130 ℃油浴鍋內保溫處理 15 min, 將剝下的染液轉移至100 mL容量瓶中。重復上述步驟3次,第3次時剝色液已經沒有明顯的顏色,最后將容量瓶用DMF定容,搖勻并用紫外-可見分光光度計測其吸光度。
根據朗伯-比爾定律,染料的吸光度具有加合性,據此可推出在不同波長下溶液的吸光度為該波長下各組分染料各自的吸光度之和[10-11],即:在λ1波長處,吸光度計算公式為
A(λ1)=A1(λ1)+A2(λ1)+A3(λ1)=
K1(λ1)C1L+K2(λ1)C2L+K3(λ1)C3L
(1)
在λ2波長處,吸光度計算公式為
A(λ2)=A1(λ2)+A2(λ2)+A3(λ2)=
K1(λ2)C1L+K2(λ2)C2L+K3(λ2)C3L
(2)
在λ3波長處,吸光度計算公式為
A(λ3)=A1(λ3)+A2(λ3)+A3(λ3)=
K1(λ3)C1L+K2(λ3)C2L+K3(λ3)C3L
(3)
式中:A為吸光度;K為摩爾吸光系數;L為光程,cm;C為染料的質量濃度,g/mL。
對于已知A、K、L值的條件下,通過聯立方程即可求得溶液中各組分染料的C值,即各組分的用量。
1.4 拼混黑色分散染料的提升力實驗
將拼混黑色分散染料按照所得配方進行染色以測試拼混染料的提升性能,作為對比,以企業用液黑商品分散染料在同一工藝條件下進行染色。
2 結果與討論
2.1 色三角法黑色分散染料的拼混效果
第1次色三角拼混染色實驗結果如表1所示。表中C表示CIELCH顏色空間中的彩度,同時也表示色樣在a*b*色彩圖形距離中心點的距離,該值越小表示顏色點在a*b*二維平面圖中距離中心點越近,同樣地L*值越小表示染色織物越黑[12]。
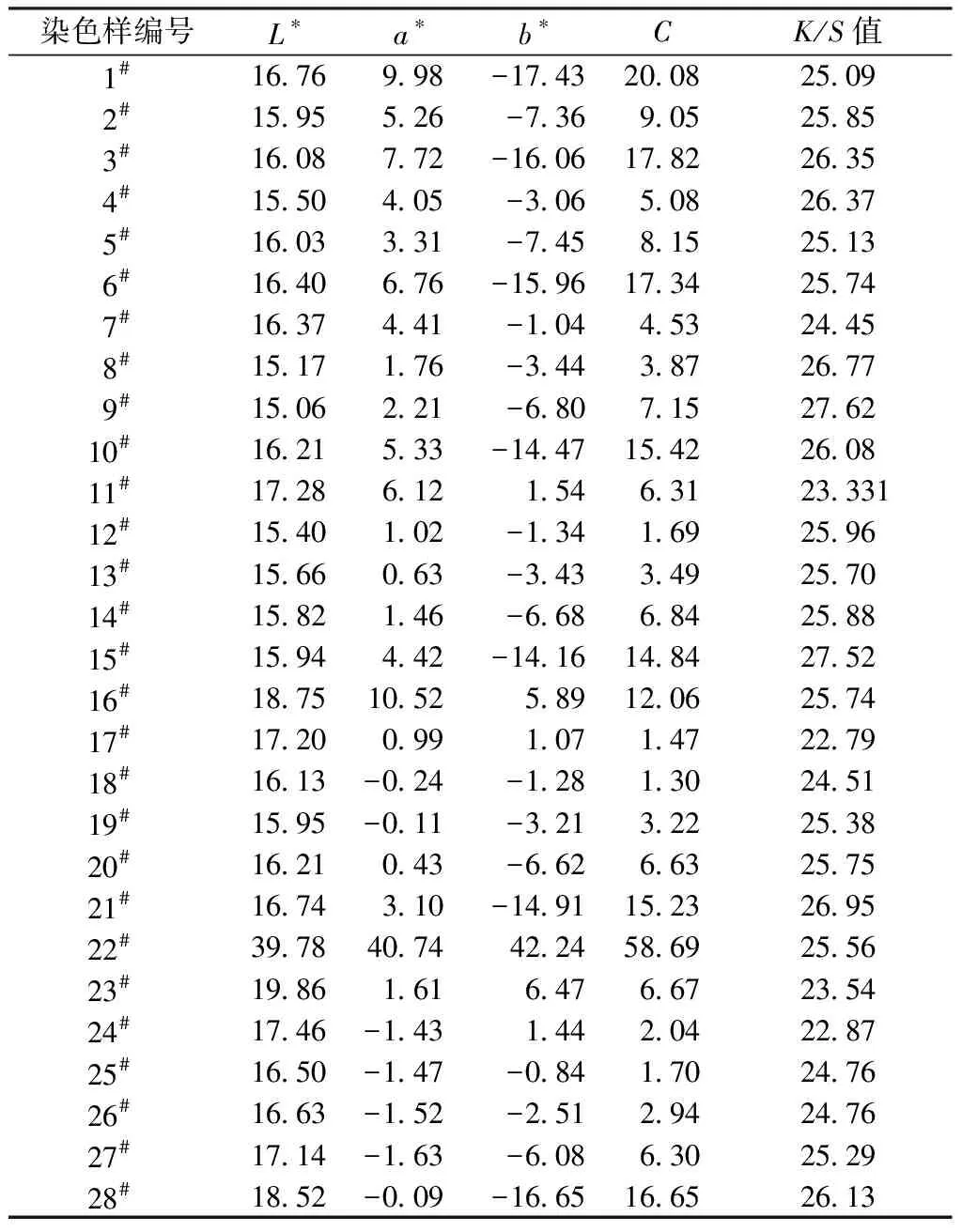
表1 第1次拼混染樣測色數據Tab.1 First time mixed color measurement data
由實驗數據可以看出,在第1次拼混色三角中,分散紫SE-E染得的純滌綸織物其色光呈紅藍色,分散橙SE-G染樣呈紅黃色,分散藍SE-F染樣呈綠藍色。其中編號為12#、13#、17#、18#、19#、24#、25#、26#的拼混色樣,其C值都小于3.5,由此可得到在染料總用量為3%(o.w.f)時,R(分散紫SE-E)用量在0.0%~1.4%(o.w.f),Y(分散橙SE-G)用量在0.6%~2.4%(o.w.f),B(分散藍SE-F)用量在 0.1%~2.4%(o.w.f)這個范圍內變化時,會獲得更黑的顏色視覺效果。據此,可進行再次拼混以獲得實驗所需拼混染料組合。
數據表明,第4次拼混時,染樣的C值已經都小于1,且變化幅度進一步趨小。其中8#染色樣在所有的染樣中L*值最小為15.92,而K/S值最大,為24.74,染樣視覺色澤更暗,因此,拼混染料的最佳比例可確定為8#配方,即分散紫SE-E、分散橙SE-G、分散藍SE-F的比例為0.50∶1.85∶0.65。
2.2 拼混黑色分散染料的配伍性能
由于混合染料的吸光度具有加和性,且用量的變化對染料的吸光度亦有影響,因此,要明確同一染料不同波長、濃度下各自對應的吸光度。用紫外-可見分光光度計測試純DMF溶劑時,分散橙SE-G、分散紫SE-E以及分散藍SE-F的最大吸收波長λmax分別為466、565和597 nm。為計算需要,分別測試了3種染料在各自最大波長下相應的吸收標準曲線,相關線性數據如表2所示。
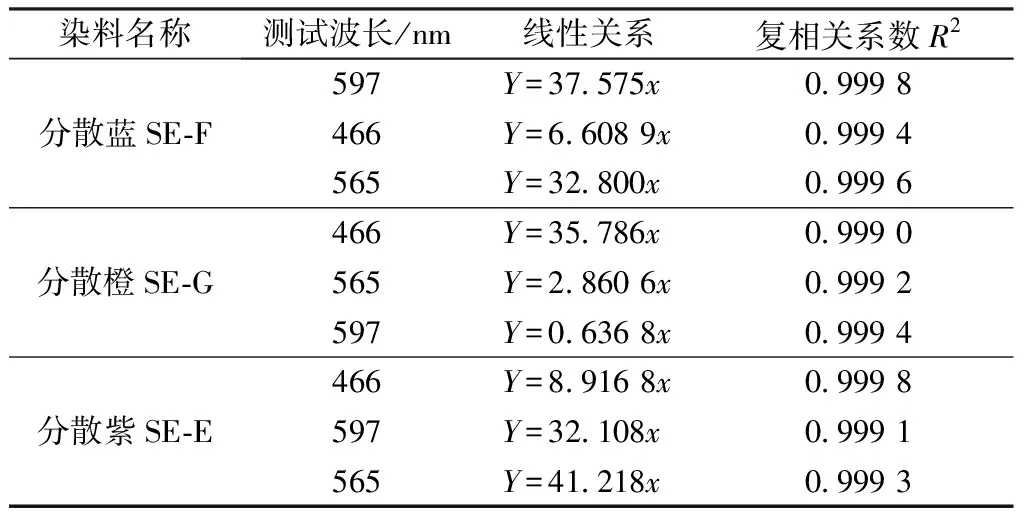
表2 3種染料在其最大波長下的吸收標準曲線及其相應線性數據Tab.2 Absorption standard curve and corresponding linear data of three dyes at its respective maximum wavelengths
注:Y為染料的吸光度;x為染料的質量濃度,g/mL。
從表2中各染料吸收標準曲線可以看出,各單組分染料的濃度與吸光度線性相關系數都在0.999以上,表明實驗所得線性相關性較高。根據表中相關數據,可計算出不同染料對應條件下式(1)~(3)中的消光系數K值,其中不同波長下單一染料用量與吸光度對應關系式分別為:
1)在466 nm波長下:分散紫SE-E,AR(466 nm)=8.916 8CR;分散橙SE-G,AY(466 nm)=35.786CY;分散藍SE-F,AB(466 nm)=6.6089CB。
2)在565 nm波長下:分散紫SE-E,AR(565 nm)=41.218CR;分散橙SE-G,AY(565 nm)=2.860 6CY;分散藍SE-F,AB(565 nm)=32.8CB。
3)在597 nm波長下:分散紫SE-E,AR(597 nm)=32.108CR;分散橙SE-G,AY(597 nm)=0.636 8CY;分散藍SE-F,AB(597 nm)=37.535CB。
對用量為3%(o.w.f)色三角所得配方拼混染料染色樣品進行剝色后,在不同波長下測得剝色液的吸光度分別為:A466 nm=0.729;A565 nm=0.458;A597 nm=0.404。將上述數據代入方程(1)~(3)中,聯立計算可得到CR:CY:CB=0.487 2∶1.798 9∶0.630 8,該比例與染色用配方各拼混組分用量比(分散紫SE-E、分散橙SE-G、分散藍SE-F用量比為0.50∶1.85∶0.65)極為接近,考慮到實驗誤差,表明實驗拼混染料各組分間具有良好的配伍性。
2.3 拼混黑色分散染料的提升力
對拼混實驗染料進行不同用量下的染色提升力實驗,以企業目前所用的商品液黑分散染料進行對比染色實驗,其中液黑染色所對應工藝濃度折算為干粉狀染料,經染色實驗后在相同條件下的用量。實驗結果如表3所示。
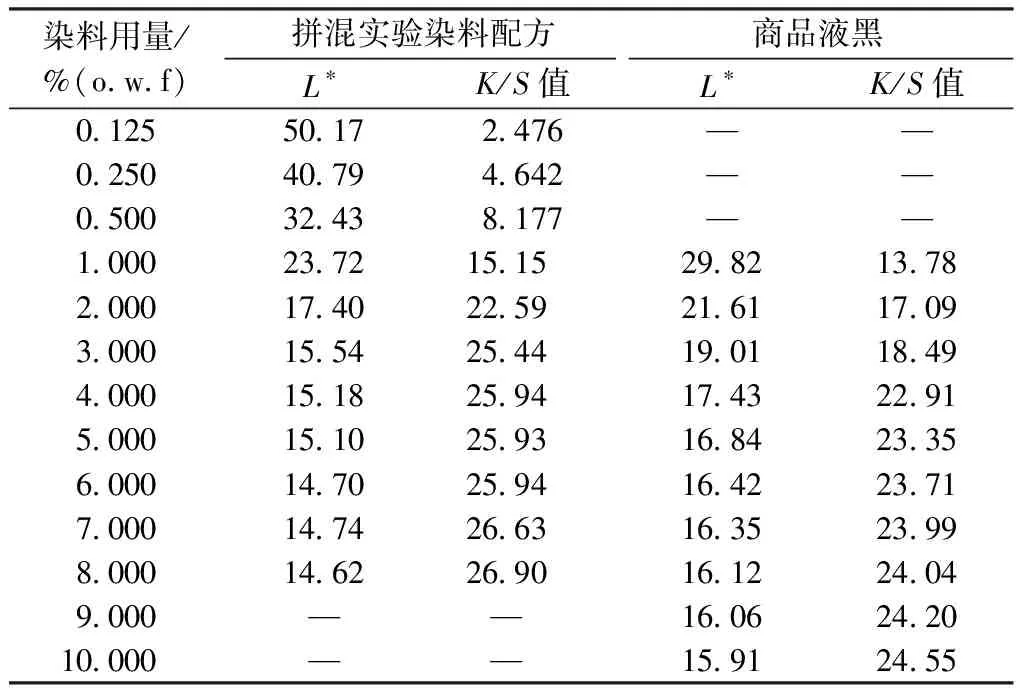
表3 實驗拼混黑色分散染料的染色提升力Tab.3 Dyeing lifting power of experimental blending black disperse dye
對比表3實驗結果可以發現,相同用量下實驗拼混染料的提升力以及染色織物的明度值明顯優于商品液黑,實驗配方染樣在8%(o.w.f)用量時明度值已經達到L*=14.62,而相同染色條件下企業目前所用的商品液黑分散染料在10%(o.w.f)用量時,染色樣明度值L*=15.91,表明實驗拼混黑色分散染料在較低染料濃度條件下就可達到深黑色滌綸紡織品的染色效果。
2.4 拼混黑色分散染料的染色性能
為比較實驗拼混分散染料與企業用液黑商品分散染料的染色效果,將企業增深處理后的染色滌綸產品(用量為8%(o.w.f))與6%(o.w.f)用量下的實驗拼混分散染料染色樣品進行測色,結果如表4所示。

表4 不同黑色分散染料染色樣品顏色數據Tab.4 Color data of different black disperse dyed samples
表4數據顯示:8%(o.w.f)用量企業染料染色并經過增深處理的染樣與6%(o.w.f)用量實驗拼混染料染色樣品的顏色性能接近,但明度值L*明顯偏低。
對6%(o.w.f)用量實驗拼混分散染料染色樣品進行摩擦色牢度測試,結果如表5所示。可見,實驗拼混黑色分散染料各項色牢度滿足GB 18401—2010《國家紡織產品基本安全技術規范》指標要求。
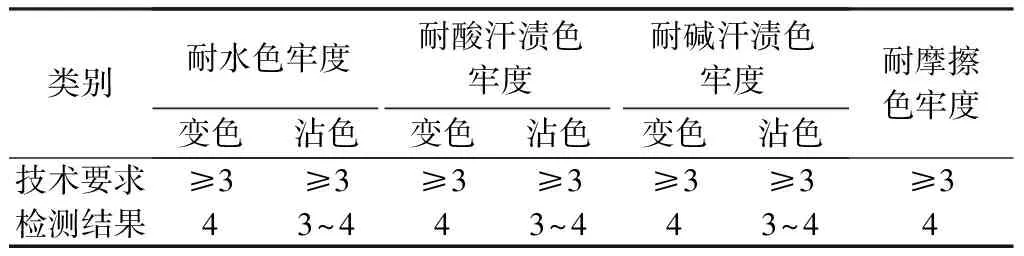
表5 實驗黑色分散染料染樣色牢度數據Tab.5 Experimental black disperse dye staining sample color fastness data 級
3 結 論
1)N,N-二甲基甲酰胺高溫剝色法實驗數據表明,拼混黑色分散染料染色樣品剝色液中,各組分間的用量比例與拼混染料組分間的拼混比例有較好的一致性,表明拼混實驗中溫型分散染料分散紫SE-E、分散藍SE-F、分散橙SE-G具有良好的拼混配伍性,該性能確保了染色紡織品色光的穩定性。
2)實驗拼混黑色分散染料各組分間的拼混比例(分散紫SE-E、分散橙SE-G與分散藍SE-F)為0.50∶1.85∶0.65時,拼混分散染料染色滌綸樣品具有比商品液黑分散染料更低的明度值和優良的提升力。
3)實驗拼混分散染料染色樣品的顏色性能與商品液黑分散染料無顯著差異,染色樣品色牢度滿足國標要求。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
