打葉后片煙中片率的影響因素研究
2019-05-28 02:12:14劉萬文趙怡凡程傳玲熊高云秦茂虹李偉東
云南化工 2019年3期
關鍵詞:影響
劉萬文,趙怡凡,程傳玲,熊高云,秦茂虹,李偉東
(1.鄭州輕工業大學食品與生物工程學院,河南 鄭州 450000;2.四川煙葉復烤有限責任公司會理復烤廠,四川 會理 615100)
煙葉打葉復烤工藝,加工出的片煙片形結構對成品質量有重要的影響。關于影響打后片煙結構的因素,孔祥等[1]通過總結和研究分析表明:影響打葉復烤出片率主要外部因素為潤葉和打葉質量;劉利峰等[2]用某地B2L和C3L兩個等級的煙葉進行打葉試驗,發現 3.0英寸的框欄比3.5英寸的框欄更有利于改善打葉風分后的煙片結構,大中片率、中片率、長梗率均略有提高,碎片率有所降低;王強[3]研究發現,通過流量管理、來料物理特性和打葉系統的工藝參數因素分析,減少損耗,提高煙葉的出片率,可以為企業創造可觀的經濟效益。
打后片煙中片率越高、片形大小越統一,因此,中片率的大小直接決定了煙葉物理形狀的均勻性,中片率越高,煙葉的物理形狀均勻性越高。煙葉的物理形狀均勻性會提高生產穩定性及減少煙葉在加工過程中的堵料機率。同時,物理形狀均勻的煙葉在成品裝箱后,裝箱密度更加均勻,煙葉儲存過程中,水分能夠在煙箱內更加均勻的散布,煙箱四角水分就會隨之降低,大大降低了煙葉在儲存過程中的霉變機率。因此,控制中片率是產品質量的關鍵所在。本文選擇C3F等級作為研究對象,總結出了29個影響C3F等級煙葉中片率的因素[4-8],從發生頻次、現有防護措施有效性、危害程度三個方面進行打分,對各影響因素進行對比分析。
1 材料與方法
1.1 材料
C3F等級煙葉。
1.2 方法
1.2.1 代表性等級煙葉的篩選
由于煙葉的品種、等級和產地較多,要針對中片率進行研究,必須要縮小范圍。而不同煙葉的理化性狀是有很大差異的[9],通過查閱資料,發現理化性質處于中間態的5個等級依次為:C1F、C1L、C2F、C2L、C3F。在這 5個等級之中,C3F的產量占比最大。因此,選擇C3F作為研究對象。
1.2.2 核心指標的確立
通過查閱實驗復烤廠工藝質量數據,發現打后大片所占比例最高,為57.18%。如果打葉器分切成型的其他片型過多,那么分切成型的中片相對減少,而只有大片能夠再分切為中片。因此,對各打葉器大片分切情況作調查分析[10]。
在各打葉機出口制作收集器,在加工生產中對C3F煙葉進行收集,并取樣檢測,統計各打葉器出口大片量,如表1所示。從排列圖中可以看出,一打分切出的大片量最高,為7304千克,所占比例為78.80%。由此可知,導致C3F打后片煙中片率過少的主要癥結是一打打葉器分切成型的大片過多。
因此,以一打打葉器分切成型的大片作為核心指標,來檢測各因素對中片率的影響程度。
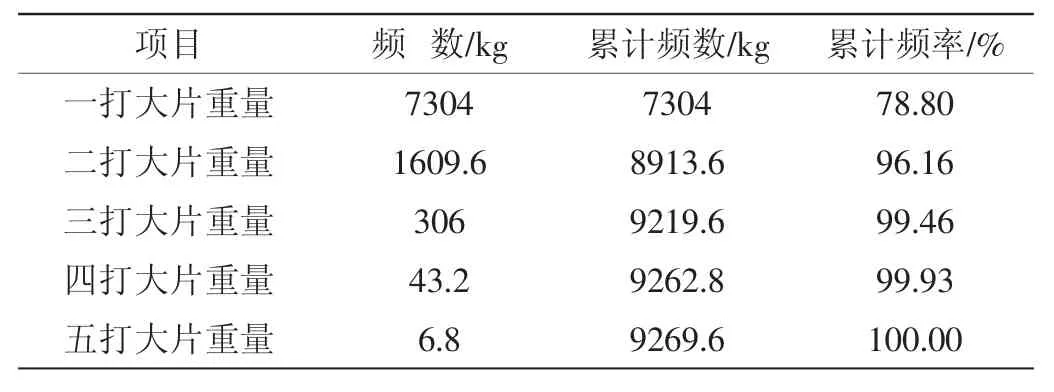
表1 各打葉器出口C3F大片量統計表
1.2.3 影響程度指數表的建立
針對打葉復烤所需機器并結合以往經驗,并針對發生頻次、現有防護措施有效性、危害程度三個方面進行具體分析,得到影響程度指數表如表2所示。
在表2中,對于這三個方面說明如下:

表2 影響程度指數表
發生頻次:頻次越高,得分越高。一般來說,經常發生得9分、偶爾發生得3分、幾乎不發生得1分;
現有防護措施有效性:有效性越高、得分越低。一般來說,沒有防護措施得9分、具備一般的防護措施得3分、具備較完善的防護措施得1分;
危害程度:危害程度越高,得分越高。一般來說,對中片率造成影響很大的得9分、影響程度一般的得3分、基本不影響的得1分。
1.2.4 確定影響因素
根據復烤廠條件以及分析經驗,得出主要影響打后中片率的因素分別為:葉片長度分切不合理、框欄設計不合理、設備故障率高、打刀未按設計圖紙安裝、環境溫濕度不達標、加濕設備故障、未按規定使用加濕設備、供水管道積垢、蒸汽管道泄漏、蒸汽管道堵塞、原煙不達標、打刀與框欄之間的距離不合理、打輥轉速不合理、打葉段參數控制無具體范圍、檢測設備達不到要求、檢測人員培訓不足、整選后煙葉待加工時間過長、潤葉段操作人員培訓不足、潤葉段參數控制無具體范圍、供水管道泄漏、潤葉噴嘴堵塞、水泵房供水壓力不足、鍋爐房輸送壓力不足、打葉段操作人員培訓不足、原煙存儲時間過長、未按照保養標準清理打刀導風板設置不合理、風道堆料、風分電機功率過小。
1.2.5 影響因素打分
將影響因素按照影響因素指數表進行打分。
2 結果與分析
2.1 描述性統計
將上述29個影響因素按照影響程度指數表打分的總得分從大到小排列,如表3所示。影響程度得分最高的兩項為:葉片長度分切不合理、框欄設計不合理,由此可知,影響打后中片率的最主要因素為打葉機參數,框欄設計不合理直接影響打后葉片的形狀大小,即控制打葉機參數可以最大程度的控制打后中片率。
2.2 影響程度分析
按照表3影響因素得分匯總表,將影響打后中片率的因素分為三類:弱程度影響(得分為0~10)、中等程度影響(得分為11~15),強程度影響(得分為15及以上),各個等級的影響因素個數如圖1所示。由圖1可知,大多數影響因素的影響程度都處于中等程度影響,弱影響程度和強影響程度的均較少,說明對于控制打后中片率要綜合各個方面來分析。
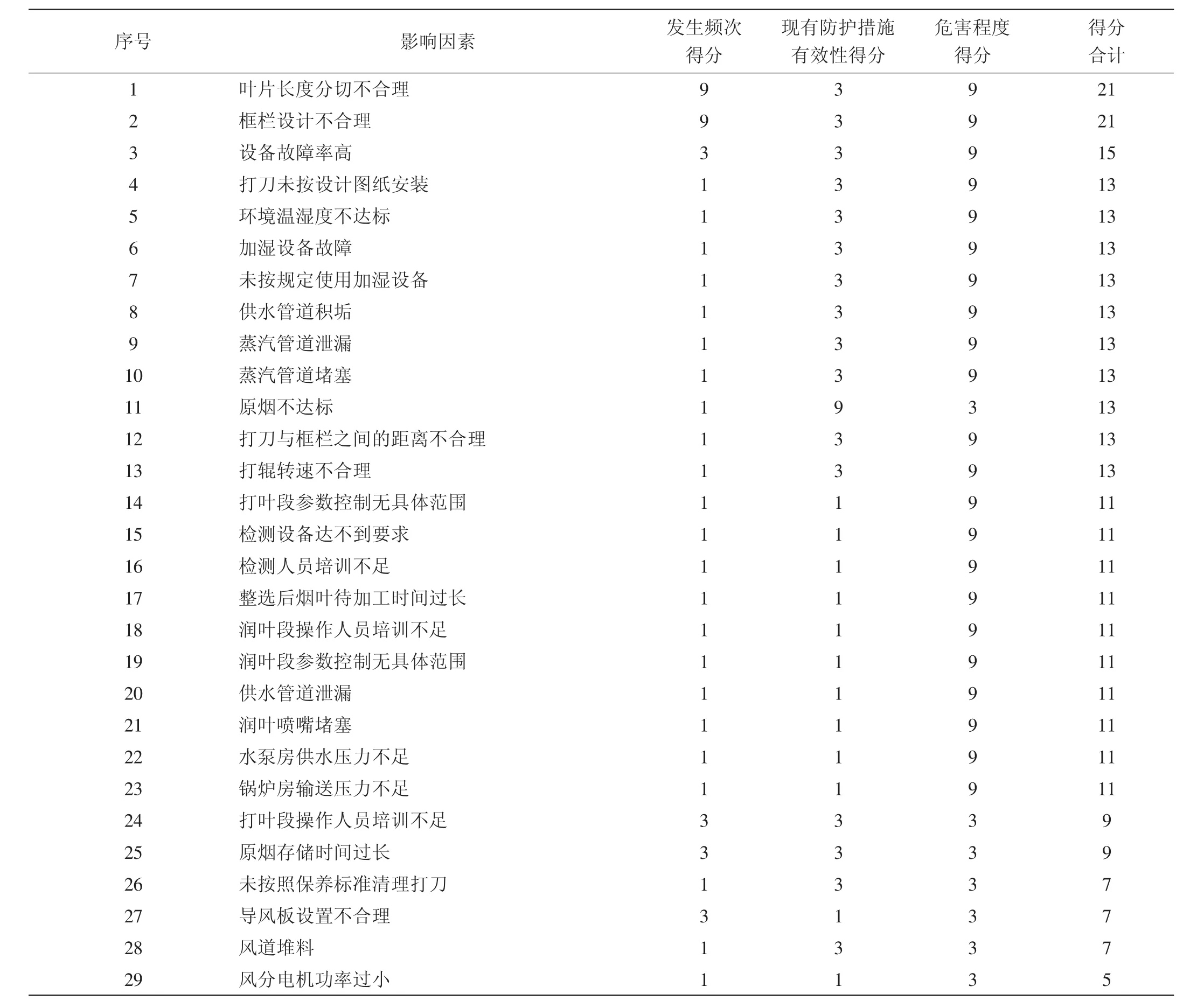
表3 影響因素得分匯總表
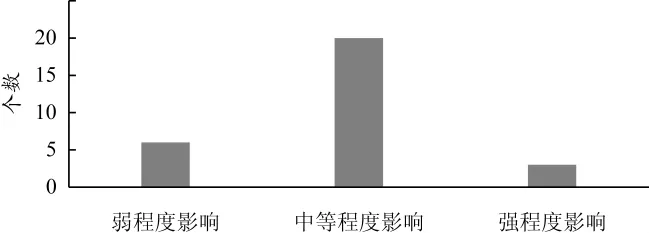
圖1 影響因素個數柱狀圖
將29個影響因素按照員工、機器、原料三個方面分類,每個分類中因素的個數如圖2所示,個數從大到小依次為機器>員工>原料,即機器對于打后中片率的影響程度最大,說明控制機器參數是控制打后中片率的關鍵所在。
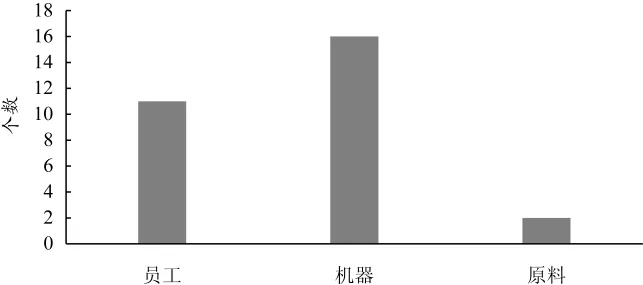
圖2 影響因素分類柱狀圖
3 結論
1)將29個影響因素按照影響程度指數表得分從大到小排列,影響程度得分最高的兩項為:葉片長度分切不合理、框欄設計不合理,由此可知,影響打后中片率的最主要因素為打葉機參數,即控制打葉機參數可以最大程度的控制打后中片率。
2)大多數影響因素的影響程度都處于中等程度影響,弱影響程度和強影響程度的均較少,說明對于控制打后中片率要綜合各個方面來分析。
3)將29個影響因素按照員工、機器、原料三個方面分類,每個分類中因素的個數從大到小依次為機器>員工>原料,即機器對于打后中片率的影響程度最大,說明控制機器參數是控制打后中片率的關鍵所在。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
