基于電氣自動化的卷煙工藝參數優化研究
2019-06-01 03:50:02李秀偉
制造業自動化 2019年5期
李秀偉
(湖南中煙工業有限責任公司四平卷煙廠,四平 136000)
0 引言
卷煙制絲是一門工序復雜、制作考究的工藝,需要對烤后的煙葉進行嚴格的加工,其產品品質和各項卷煙工序參數的設置息息相關。
卷煙工藝參數優化是提升卷煙工藝生產質量的關鍵,業內對卷煙工藝參數優化已經做出一定研究。文獻[1]中提出在復烤工序中對卷煙工藝參數進行優化提升復烤加工質量,對某家烤煙廠進行了工藝參數和加工數據分析,手工選擇烤煙校本,在校本中擇優提取三個烤煙工序的關鍵參數,結合多指標白權分析,利用參數校正實驗對工藝產進行線性回歸校正分析,采用迭代法求出參數優解。文獻[2]中提出正交實驗優化方法對制絲工藝進行參數優化,采用人工擇選卷煙工藝校本,結合正交實驗方法,確定平準一起的組合誤差,結合回歸校正方法對槽深參數進行優化組合,并對校正后儀器進行測試,采用參數關聯特征描述子對校本參數指標進行空頭參數剔除,完成卷煙工藝參數的優化。文獻[3]提出一種煙梗切絲的干燥工藝參數優化方法,采用人工擇選卷煙工藝校本,根據寬度對切絲參數進行設置,并結合正交實驗對切絲寬度進行方差控制,采用白權化方法選取校本中屬性較為優秀參數,通過參數配伍性能完成切絲參數優化。
以上文獻方法均采用人工擇選校本,造成校本參數誤差大,所生產出的產品整絲率低、碎絲率高的問題,故此本文提出一種基于電氣自動化的卷煙工藝參數優化方法,根據電氣自動化裝置,對卷煙工藝校本進行自動分揀,采用正交實驗表對提取的參數進行整理,根據參數的誤差特性,結合誤差選擇優化模型對參數進行誤差最小化選擇,結合關聯數據挖掘方法,對全局參數進行關聯規則挖掘,最終完成卷煙工藝參數的優化。
1 基于電氣自動化技術的卷煙工藝參數優化方法研究
為實現卷煙工藝參數的優化,文章首先規避傳統方法采用人工擇選卷煙工藝校本的方法,采用電氣自動換校品采集裝置對校品進行隨機自動采校,再結合正交實驗表格對卷煙工藝參數進行提取,通過誤差選擇優化模型對參數進行誤差最小化選擇,采用關聯挖掘方法提取出全局參數的關聯規則,對全局參數進行尋優,本文方法的總體構架如圖1所示。
1.1 基于電氣自動化的煙梗提取
在對卷煙中各項工藝從參數提取時,需要以煙梗自動采校設備為基礎,故此文章采用了一種自動取校裝置的電氣設備,根據煙廠對煙梗自動采校的需求[4],需要對采校時間進行設置,并在完成采校后自動關閉裝置,因此采用了一種型號為ZJ116機組的收撿裝置,完成在線自動收撿。煙梗自動采校裝置代碼如圖1所示。
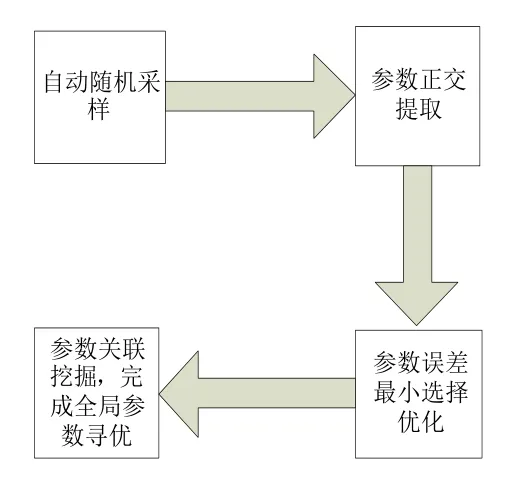
圖1 基于電氣自動化技術的卷煙工藝參數優化方法總體構架
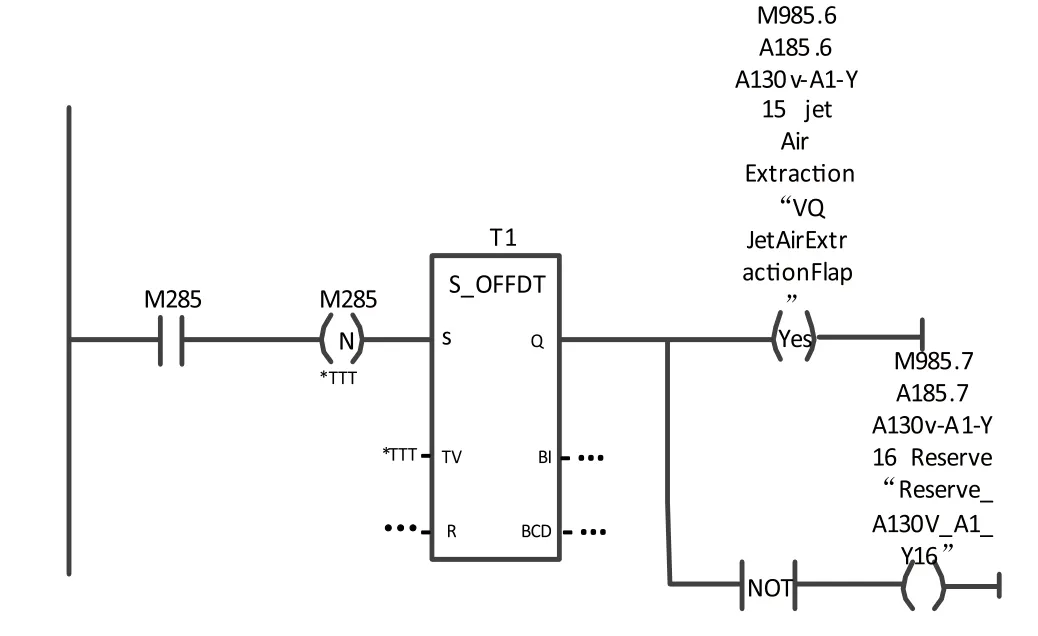
圖2 ZJ116煙梗自動采樣裝置代碼
圖2中,M285是低頻采校始發信號,經過取反能夠做到高電頻觸發開啟和關斷計時器T1,TTT為開關時間,數值需要提前設置[7,8]。M985.6控制氣缸開啟取校門閥進行取校,M985.7則控制氣缸在完成取校后關閉門閥。邏輯為:發送信號—信號變頻—取校開始—門閥打開TTT秒—取校—關閉門閥,完成取校。
1.2 卷煙工藝數據指標提取
對卷煙過程中的工藝參數優化和選擇要基于卷煙工藝各項指標的提取和分析[9,10]。本文對吉林某煙廠的特色卷煙工藝中的浸梗、螺旋蒸梗工序進行了參數指標提取,其工序中決定整絲率的影響因子為浸梗水槽水溫、蒸梗溫度、蒸梗含水量這仨個個工藝參數數值,數據指標后再對其進行優化。
為了優化螺旋蒸梗、浸梗水槽水溫工序出口的煙梗溫度和含水量,需要將出口含水量控制在(12.8±0.5)%采用梗絲膨脹工序對出口梗絲的整絲率作為工藝考察的考察指標,指標數值越大表示參數提取環境越好[11,12]。
卷煙工藝參數初始水平如表1所示。
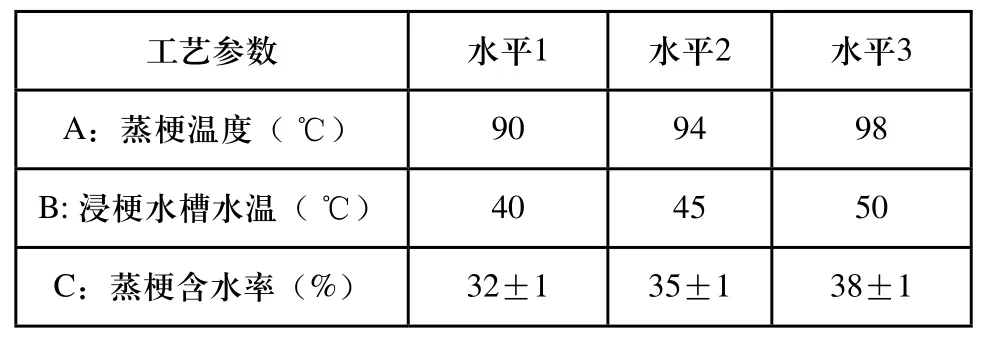
表1 卷煙工藝參數初始設置水平
在所采集過程中,假設其他參數和生產條件以及操作人員等條件不發生改變的前提[5,6],采用 L9(34)正交實驗表對所采集進行參數指標采集,將自動采集的進行排序,所得結果如表2所示。
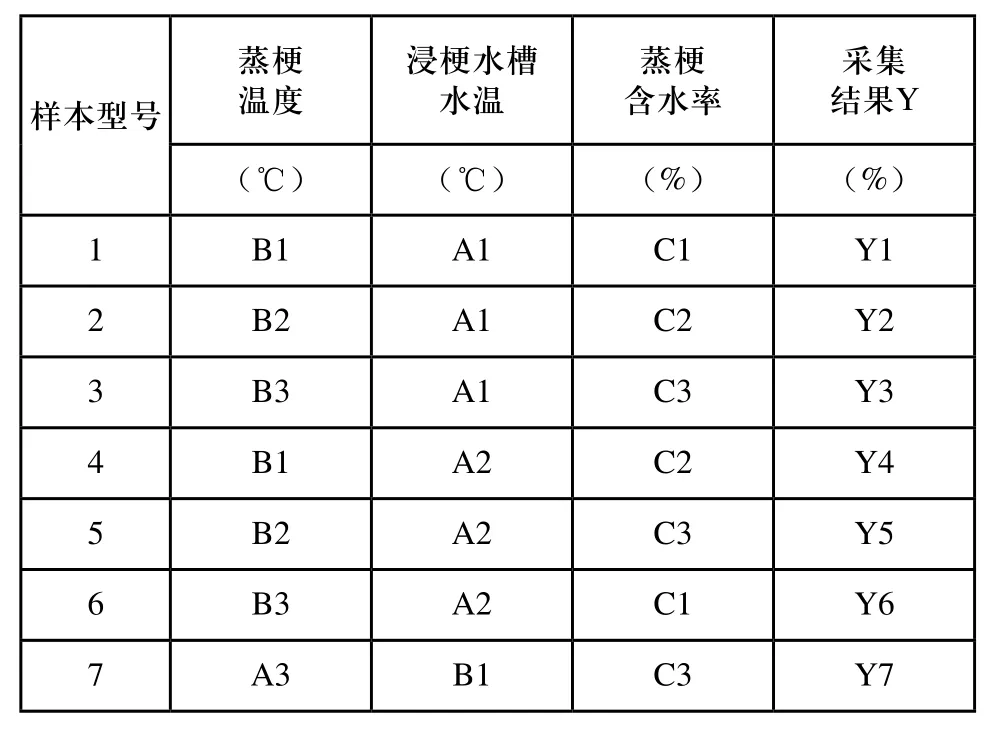
表2 待提取樣本排序
對表2中所整理的進行隨機抽取,測試其浸梗水槽水溫、蒸梗含水率、以及正梗溫度,如抽到試驗5號,即按條件:浸梗水槽水溫40,蒸梗溫度98,蒸梗含水率38%進行工藝提取,得出梗絲膨脹工序出口梗絲整絲率84%,碎絲率6%,并將提取結果記錄在表2中對應單元格內。以此為標準反復進行6次提取,整理結果表3所示。
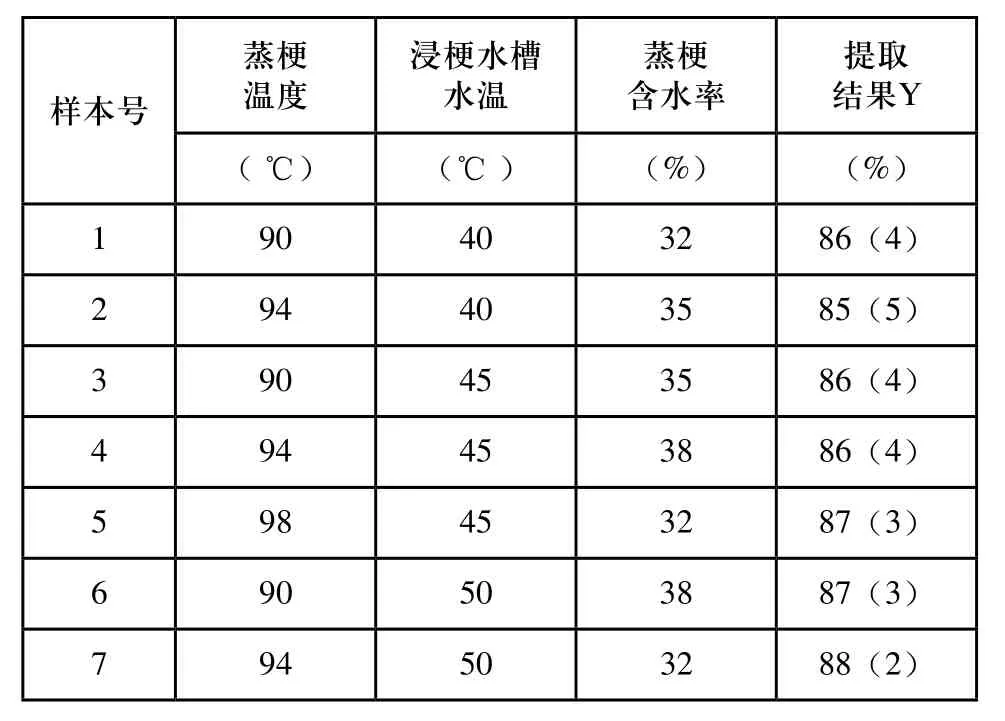
表3 提取結果整理表
1.3 卷煙工藝參數誤差最小選擇
參數提取完成后還要進行處理,由于誤差特性,導致參數在優化過程中受到干擾,造成局部最優解[13,14]。需要對參數校本參數采用誤差最小選擇模型進行誤差度選擇優化,模型公式表達為:
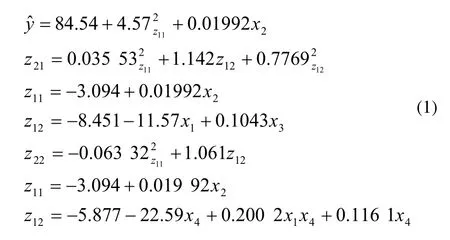
模型中z21為被標記的誤差較大的21號校本參數,Z12為被標記的過于誤差的12號校本參數,同理解釋Z11和Z22,X1、X2、X3、X4疑似帶有誤差特性的參數,經過模型輸出所得誤差度校正參數如表4所示。

表4 誤差校正后參數整理
表4中經去疑后的參數,同比表3中相比,參數更為精確,但隨機抽校僅能表現出局部最優參數,需要根據關聯挖掘,找出全局參數關聯規則,進行全局尋優。
1.4 卷煙過程中工藝參數關聯挖掘優化
參數關聯挖掘技術能夠在海量數據中挖掘出數據之間的內在聯系,揭示數據之間的關系和規則,是一種以開發信息資源為基礎的新數據處理方法,通過誤差度選擇優化后的參數進行關聯數據挖掘對來卷煙工藝參數進行參數全局優化[15,16]。
首先構建基于關聯數據挖掘技術的資源數據庫和工藝參數推理系統,如圖3所示,然后采用語義匹配和關聯規則搜尋最優的工藝參數組合。
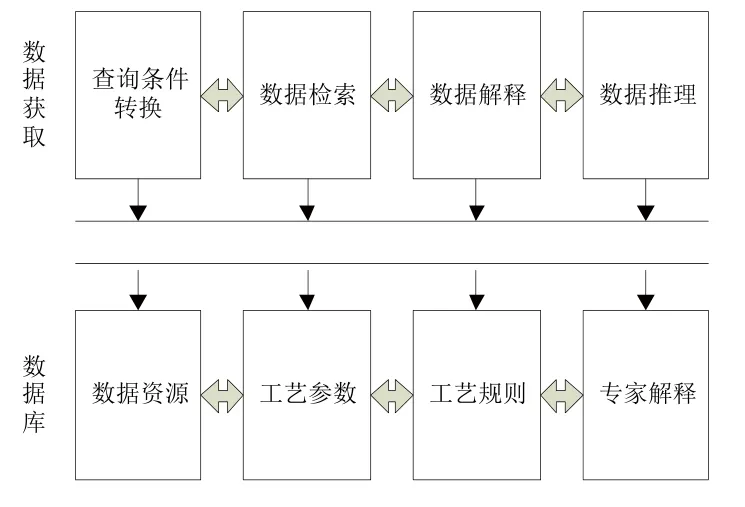
圖3 工藝參數數據庫推理示意圖
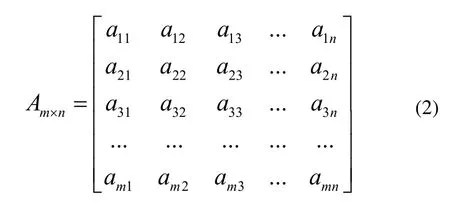
語義匹配是對工藝參數的相似度進行計算,可以選用m個工藝參數值的n條數據對象構成的矩陣來進行篩選和尋優。設aij為第i個工藝參數值的第j條數據,用矩陣A可以表示為:
設f(ai,aj)為第i中工藝參數值與第j中工藝參數值之間的相似度,可以用公式表示為:

通過對數據庫中各工藝參數相似度的計算和歸類,能夠揭示出參數之間的規則變化關系,進而進行最優參數組合的提取[17,18]。通過基于關聯數據挖掘技術而得出的最優卷煙工藝參數組合為實驗B的參數組合,基于關聯數據挖掘技術對大量的卷煙工藝參數指標進行檢測[19],證明使用驗2的配方、浸梗含水率及蒸梗溫度能夠,獲取最優產品參數質量,因此實驗B選取的的工藝參數組合是最優的工藝參數組合。
本文提出一種基于電氣自動化的卷煙工藝參數優化方法研究,基于3組實驗來提取參數數據指標,如含水率優化、整絲率和碎絲率等。構建基于電氣自動化技術的資源數據庫和工藝參數推理系統,采用語義匹配和關聯規則,實現卷煙過程中的最優工藝參數的尋優。
2 實驗結果與分析
為驗證基于電氣自動化技術的卷煙工藝參數優化研究的有效性,本文采用優化的工藝參數組合,進行了卷煙工藝實驗,來對比使用優化的工藝參數前后,卷煙校本的參數變化情況。
2.1 參數優化指標對比
各隨機抽取600個校本,為了更為直觀地觀測測量結果,分別對校本測參數的優化情況,并將測試結果擬合成曲線,如圖4所示。
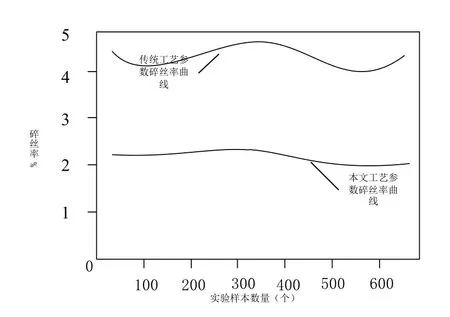
圖4 使用優化工藝參數組合前后的參數優化曲線對比
從圖4中可以看出,采用本文的優化工藝參數組合進行卷煙實驗后,參數的優化可以達到2~2.5左右,而且比較穩定,對比使用前,參數的優化有較大提高。
2.2 參數整絲率指標對比
再對以上抽取的600個校本做整絲率測試,原材料、人工和機械器材不變的情況下,采用喜歡同參數與優化后參數在對校本的整絲率和含水率進行分別進行檢測,如圖5所示。
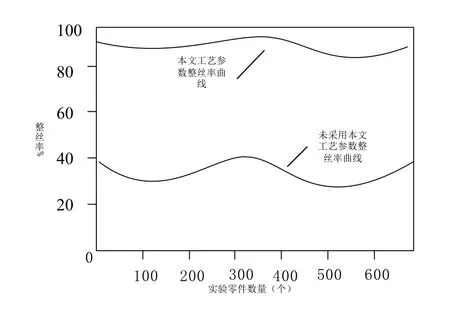
圖5 使用優化工藝參數組合前后的整絲率曲線
如圖5所示,原材料、人工和機械器材不變的情況下,采用本文優化的工藝參數組合卷煙工藝產品在整絲率方法有良好的表現,再次證明了卷煙過程中采用本文的工藝參數優化方法具有較大的優越性。
3 結束語
本文提出了基于電氣自動化的卷煙工藝參數優化研究,通過電氣自動化技術對卷煙工藝校本進行自動取校,根據正交實驗表格對參數數據進行提取,再結合誤差校正模型對所提取數據進行誤差最小選擇,利用關聯數據挖掘完成全局參數尋優,最終實現卷煙工藝的參數優化。經實驗驗證本文所提方法對卷煙工藝參數優化有著良好的表現,本文參數優化方法,在卷煙工藝技術研究中起到了數據支持作用。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
當代陜西(2021年17期)2021-11-06 03:21:36
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
學苑創造·A版(2018年11期)2018-02-01 06:29:20
讀者(2017年5期)2017-02-15 18:04:18
銅業工程(2015年4期)2015-12-29 02:48:39
