五軸加工中刀具非線性誤差的優化策略
2019-06-01 03:50:04吳志清
制造業自動化 2019年5期
關鍵詞:方法
吳志清
(廣州工程技術職業學院,廣州 510075)
0 引言
五軸機床相比于三軸機床增加了兩個回轉軸,加工范圍更為靈活,自由度更高,對于自由曲面高精度的加工有顯著的效果[1],廣泛運用于航空、航天的葉片類零件的精密加工。但是,由于增加兩個回轉軸使得機床的運動鏈更加復雜,產生了相應的原理性誤差[2,3]。最典型的就是非線性誤差,非線性誤差產生原因是由于數控系統采用線性插補方式實現,導致在插補過程中刀軸矢量與回轉軸間存在非線性關系,從而不能保證加工中狀態中刀具軌跡始終按照程序設計的路徑運動,導致刀具姿態誤差的產生,最終引起非線性誤差。
解決刀具姿態誤差,目前主要有兩種方法:一是在前置處理中解決,二是通過后置處理中解決。對于方法一,目前研究有:畢慶貞等[4]提出了基于GPU的刀具可達性檢測方法,在刀具的可行空間中進行刀軸可行性分析及刀具可達方向錐的計算;HO等[5]用等弧長逼近法先生成加工軌跡,然后通過控制調整加工軌跡以避免干涉;WANG等[6]提出了通過構造可行域的方法,控制刀軸矢量平滑過渡。對于方法二,TAKEUCHI等[8,9]提出在前置文件基礎上對刀位點進行線性加密,通過限制最大線性誤差值,插入中間點,縮小非線性誤差;唐清春等[10]提出在前置文件基礎上采用線性插補方法,并開發了專用后置處理軟件運用到實際工程。因此,解決刀具姿態誤差目前主要還是采用線性插補法,線性插補在一定程度上可以解決非線性誤差問題,特別是曲率半徑大,曲率變化小的自由曲面有良好的效果;但是對于曲率變化大,曲率半徑小的自由曲面,就具有很大的局限性。因此有效控制非線性誤差的大小具有十分重要的研究意義。
本文提出一種新的處理方式,從刀具姿態的角度來解決非線性誤差。首先,從通用軟件前置處理獲得的刀位源文件,根據誤差限制條件進行線性插補獲得初始刀軸矢量;然后把獲得的原始刀軸矢量進行投射獲得新的刀軸矢量,投射的平面為插補前原始相鄰刀軸矢量構成的平面;最后把新的刀軸矢量根據運動學模型轉化為機床的控制角。通過國產雙擺頭五軸機床(AC式)仿真實驗以及實際切削實驗驗證了該方法的正確性。
1 刀具姿態誤差原理及優化
1.1 回轉軸的線性插補運動
根據AC式雙擺頭機床運動結構,推導出在工件坐標系下旋轉軸角度與刀軸矢量對應變換關系為:

設刀具相鄰兩點刀軸矢量分別Ts(txs,tys,tzs)、Te(txe,tye,tze),那么刀具在該處的角度分別為(As,Cs),(Ae,Ce),假設在兩刀軸矢量之間插入n個值,則有:
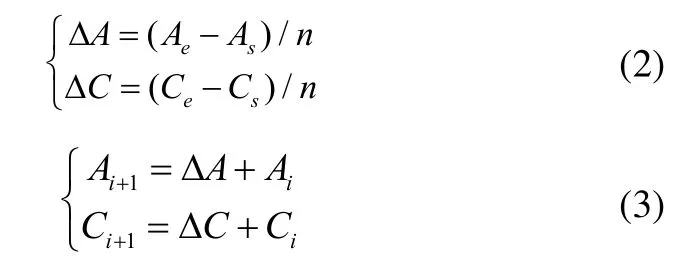
式中下標i為當前點序號,i=0,1,…, n。
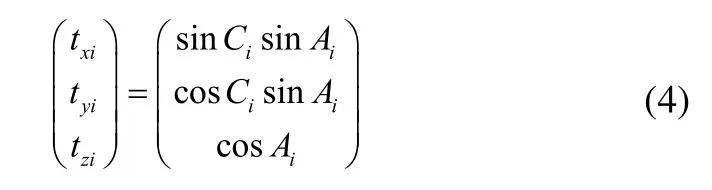
根據式(1)可以得到,刀具在任意插補位置i的刀軸矢量為Ti(txi,tyi,tzi)為:
1.2 旋轉角誤差分析
在線性插補過程中,刀具回轉角產生的姿態誤差可以由圖1來直觀表示,假設圖中Os、Ts和Oe、Te分別為起點和終點坐標處的刀位點坐標、刀軸矢量,其中Os跟Oe紅色連線為一直線,實際上是刀具的線性插補路徑,Ts跟Te的連線有兩條,紅色直線為理論的刀軸矢量插補路線,綠色曲線為實際的刀軸矢量插補路線,兩者在中間位置產生最大誤差為ε。

圖1 刀具姿態誤差分析
1.3 刀軸矢量投射方法
本文提出的刀軸矢量優化方法,具體實施為:將線性插補后的刀軸矢量投射到理論上始末兩點矢量構成的平面上獲得新的插補矢量,將獲得的新的刀軸矢量再轉換為機床的旋轉角度,從而最終控制刀具在運動過程中按照線性插補的軌跡運動。
設工件坐標系Ow(Xw,Yw,Zw),假設任意相鄰刀位點為M(Os,Ts)和N(Oe,Te),其中Os和Oe為點的坐標,TS和Te為刀軸矢量,在線性插補過程當中,假設點P在插補中得到的刀軸矢量為Ti,將Ti投射到理想的刀具軌跡上,投射點的矢量為T'i,對Ti及T'i進行內積求模得到一個誤差值。

根據矢量內積原則有:
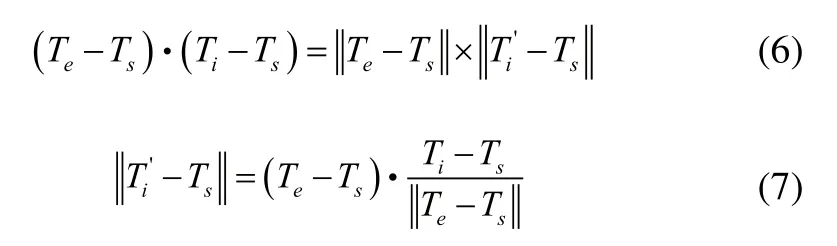
根據式(7)可以得出投射矢量T'i為:

設T'i為T'i(txi',tyi',tzi'),則根據式(7)及式(4)可得投射后的刀軸矢量:
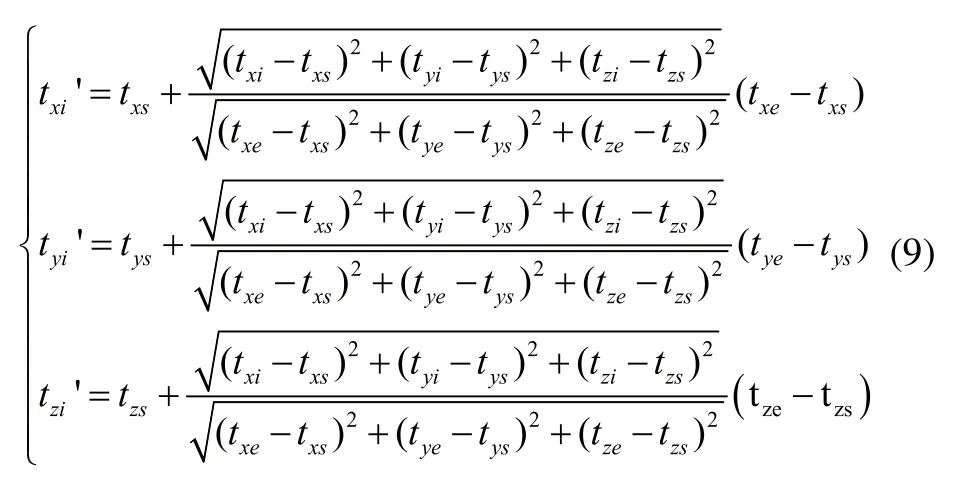
設:
式(9)可簡化為:

2 矢量投射插補與線性插補非線性誤差仿真分析
本文利用MATLAB,任取兩程序段的刀位源代碼:
r1(251.9582,24.0014,11.4676,0.327437,-0.46340,0.82343),r2(251.9564,-25.9912,10.9845,0.322986,-0.48014,0.81556)。
與之對應的機床運動坐標分別為:
M1(350.1895,-26.540,-18.3158,29.3697,19.1133),M2(348.852,-27.9707,-19.799,30.4863,18.8436)。
設擺長L為300mm,進給速度為4000mm/min,進給周期為6ms,根據上面算法,在MATLAB中的仿真結果如圖2所示。

圖2 實例仿真效果圖
圖2中分別采用四種情況來進行分析對比;曲線1表示理論編程直線,曲線2表示未補償非線性誤差的插補軌跡,曲線3表示采用了線性法的插補軌跡,曲線4表示采用刀軸矢量投射插補的插補軌跡,由仿真圖可以看出,當采用刀軸矢量投射插補算法以及線性插補算法時,非線性誤差大小得到顯著減小,從效果上看,刀軸矢量投射算法插補軌跡比線性法插補誤差更小。
3 葉輪加工及檢測驗證
通過仿真無碰撞和干涉后,在雙擺頭五軸機床上進行了葉輪的切削加工。為了對比效果,以兩種插補方法進行加工,采用相同的轉速、進給速度、殘留高度及行距等工藝參數,只是在非線性誤差處理時分別采用了線性插補和刀軸矢量投射插補方法,非線性誤差判斷值為0.02。實驗切削加工如圖3所示。圖4中左側葉輪采用矢量投射插補方法,右側采用線性插補方法,兩種加工方法下的葉輪流道如圖4所示。從圖4可以看出,采用刀軸矢量投射插補方法后,流道刀路軌跡更加流暢,曲面的表面粗糙度也較好。
為了進一步直觀比較兩種加工方法,分別取兩種加工狀態下的葉片一截面通過三坐標采點實測,然后擬合為曲線與理論輪廓曲線比對,采用線性插補方法后,實測輪廓與理論輪廓最大誤差為0.08mm,進汽邊有部分過切,最大過切量為0.03mm;采用矢量投射方法后,實測輪廓與理論輪廓最大誤差為0.04mm,進汽邊有部分過切,最大過切量為0.01mm。對比結果如圖5所示。

圖3 實驗過程

圖4 兩種方法下流道加工對比
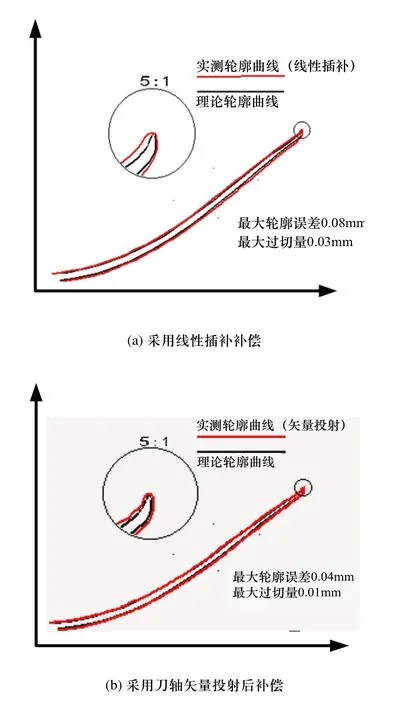
圖5 葉片實測數據
從圖5看,采用刀軸矢量投射插補方法下的葉片比線性插補方法下的葉片光滑。通過三坐標實測同一截面對比可以看出,采用矢量投射方法后,實際加工的葉片輪廓與理論輪廓的輪廓誤差由0.08mm最大減小到0.04mm,最大過切量也由0.03mm減小到0.01mm,說明采用矢量投射方法更能有效的控制刀具的姿態誤差,避免刀具的劇烈擺動造成過切或者欠切現象。具體的測量數據如表1所示。

表1 兩種方法切削測量數據比對
總的來說,在切削過程中,采用刀軸矢量投射插補算法后生產的NC代碼在加工過程中在曲率變化較大的葉片進汽邊以及流道未出現明顯的過切、欠切現象,刀具在葉片翻邊過程中,刀具未出現明顯的顫動,過渡平穩,葉片內背弧曲面及過渡圓角處光滑,輪廓誤差達到工藝設計要求,驗證了該算法的正確性。最后完整的實物零件如圖6所示。
圖6 葉輪加工實物效果圖
4 結論
本文針對五軸機床在非線性插補過程中由于刀具姿態誤差產生非線性誤差問題,提出了一種矢量投射插補方法,基于后置處理技術有效提高了加工的輪廓精度。主要結論為:
1)根據五軸聯動原理,可分析出回轉軸導致的刀具姿態誤差模型并進行分析優化;
2)基于相鄰刀位點坐標及刀軸矢量,可建立矢量投射插補平面,通過設置誤差判斷條件值,可獲得插補坐標值及矢量值;
3)基于后置處理技術,利用機床的運動學模型,加載矢量投射插補算法,可有效提高零件的輪廓精度。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
