制革污泥超臨界直接液化制油實驗研究
2019-06-03 06:52:38王學生陳曉烜陳琴珠
實驗室研究與探索 2019年3期
王學生, 陳曉烜, 陳琴珠, 劉 煉
(華東理工大學機械與動力工程學院,上海200237)
0 引言
我國是皮革制造和出口大國,皮革產量約占世界總產量的10%[1]。據統計每生產1 t牛皮約產生150 kg的污泥,我國每年產生制革污泥總量為3.75萬t[2]。制革工藝中加入了大量的化工原料,所產生的污泥中若得不到妥善地處理和處置會嚴重危害環境。目前應用廣泛的處置技術,如填埋和焚燒等均會造成較為嚴重的二次污染[3],污泥直接液化制油技術可同時實現污泥處理和能源回收,不需要對污泥進行干燥,二次污染小,能耗低,已成為國內外研究的熱點,而污泥超臨界直接液化制油即是在超臨界流體中進行液化制油。
超臨界流體具有氣體和液體的雙重特性,可降低有機物熱解所需溫度,減小相間及相內傳質阻力,加快反應速度。許多學者深入研究了纖維素[4-5]、木質素[6]、油籽殼[7]等生物質在超臨界條件中的液化反應,對于污泥[8-10]進行超臨界直接液化反應的研究比較少。目前研究的污泥超臨界液化溶劑主要是水,水的臨界點Tc為 374.15 ℃,pc為 22.1 MPa,對設備要求較高,且制得的液化油中氮、氧含量高,其產率和熱值都較低[11]。本文提出采用超臨界乙醇進行制革污泥的直接液化制油實驗,提高了污泥制油效益。相比其他有機溶劑,乙醇的臨界點為240.75℃、6.148 MPa,其超臨界條件更易實現,且乙醇可提供用于穩定熱解反應中間產物的活性氫,能進一步提升油產率。
1 污泥超臨界直接液化制油實驗
1.1 反應機理
在污泥液化過程中,首先污泥中大分子有機物的長碳鏈斷裂生成不穩定的中間產物,中間產物與溶液中斷裂的氫鍵結合,形成碳鏈較短的油類產物,例如蛋白質水解生成氨基酸,脂質水解生成脂肪酸,而碳水化合物和碳氫化合物等水解生成小分子有機物[12]。溶液中的氫鍵主要有兩個來源:一是污泥中復雜的有機物成分上某些活躍位置上脫離出來的氫鍵;二是反應體系中水分子中的化學鍵發生斷裂,產生的氫碎片。如果斷裂的長碳鏈不能及時地與氫鍵結合,就會發生長碳鏈之間的重組、環化及分子異構化等,從而生成碳鏈更長、更復雜的反應產物。乙醇是一種良好的供氫溶劑,其羥基上的氫鍵較為活躍而易發生斷裂,在超臨界條件下,液化反應的中間產物更易與氫鍵發生結合,從而形成碳鏈較短的油類產物。
污泥的液化反應還可能涉及脫水反應、重整反應[13]、Diels-Alder 環加成反應[14]、消除反應[15]等,反應機理非常復雜。不過,可用以下公式表示污泥液化的主要反應過程:
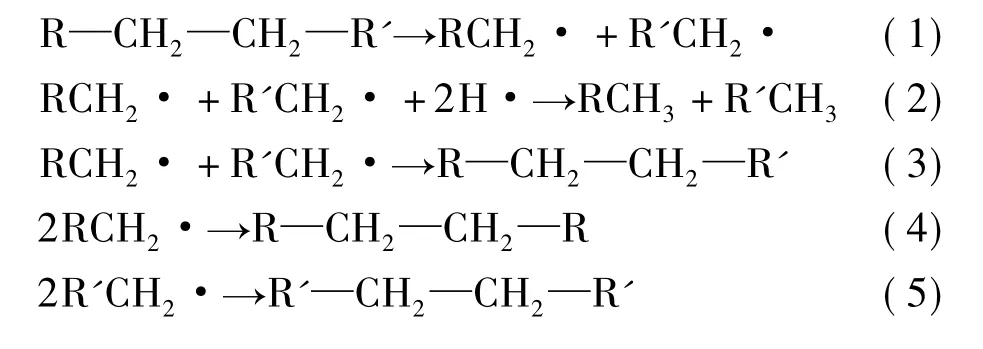
其中:式(1)、(2)為期望發生的短碳鏈生成反應;式(3)~(5)則為不期望發生的短碳鏈重組反應。
1.2 實驗設備及試劑
實驗設備主要包括:高壓反應釜(GSH-1型,威海化工機械公司),真空抽濾泵(SHZ-D-III型,鄭州特爾公司),旋蒸儀(RE-201D,鞏義市瑞德公司),元素分析儀(Vario EL-III型,德國 Elementar公司),量熱儀(TRHW-5000C型,鶴壁市天潤公司),氣質聯用儀(7890A-5975C型,美國Agilent公司)。
實驗試劑主要包括:乙醇(AR,國藥);二氯甲烷(AR,國藥);碳酸鈉(AR,國藥);氫氧化鈉(AR,上海凌峰);氯化鐵(AR,國藥);硫化亞鐵(AR,國藥);N2(99.99%,上海神開)。
1.3 實驗流程
本課題的實驗流程如圖1所示。首先將按一定量的污泥和200 mL乙醇分別加入容積為1 L的反應釜內,閉合反應釜,通入N2排盡釜內雜質氣體后,關閉排氣閥和N2進氣閥。設定反應溫度后開始加熱,當滿足所需的停留時間后,停止加熱。待反應釜冷卻至室溫后,利用二氯甲烷清洗和收集釜內所有反應產物。通過真空抽濾分離固相和液相產物,液相產物再經過分液分離出油相,將油相利用旋蒸裝置分離出二氯甲烷、乙醇和液化油。將液化油與污泥原料的質量比定義為污泥制油的油產率,烘干后的固體殘渣與原料之間的質量比定義為渣產率。
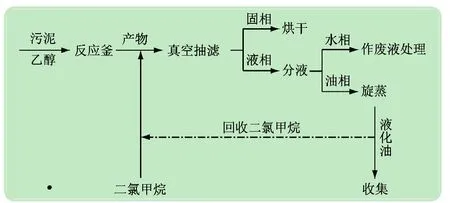
圖1 實驗流程圖
為探究反應溫度、停留時間、污泥添加量和催化劑類型4個關鍵因素對污泥油產率的影響,進行如表1所示的各反應條件的實驗(不變因素:反應溫度290℃,停留時間60 min,污泥添加量10 g,不加催化劑類型)。
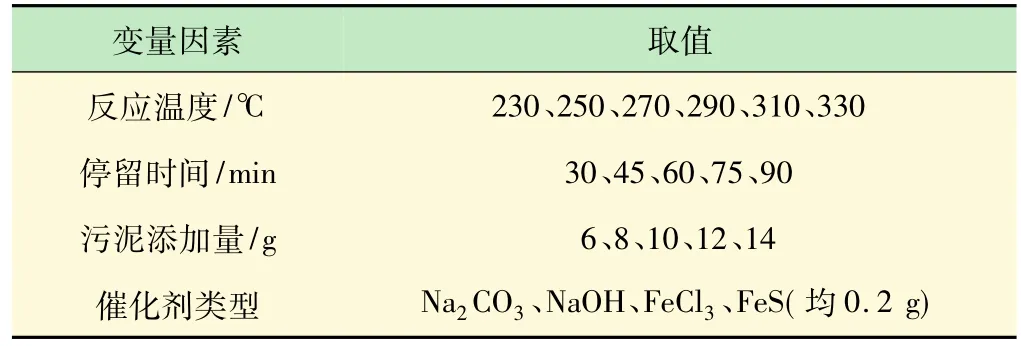
表1 實驗條件配置表
2 液化油產率的影響因素分析
2.1 反應溫度對油產率的影響
各溫度條件下的污泥液化油(渣)產率如圖2所示。乙醇溶劑的臨界溫度240.75℃,取230℃作為一組處于亞臨界狀態的對照組。在230~250℃時,油產率上升明顯,這是因為乙醇在臨界點前后性質發生了突變。反應溫度超過250℃后,油產率也不斷上升,但其上升的趨勢較前一階段有所減緩;直到反應溫度為290℃時,油產率達到最高值42.3%;當反應溫度超過290℃后,油產率存在一定的波動。
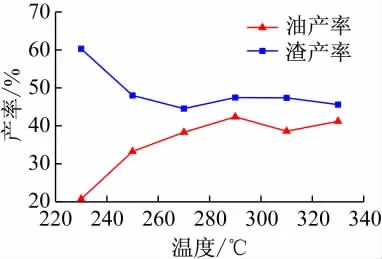
圖2 不同溫度條件下的油(渣)產率
各反應溫度下制得的液化油均呈棕黑色。觀察固體殘渣產物發現,反應溫度較低時得到的固體殘渣中還存在黃綠色細小顆粒,是未完全反應的污泥;當反應溫度為310℃時,固體殘渣出現明顯的炭化現象,油產率出現略微下降,是由于當反應溫度過高,中間產物進一步裂解,生成了一些小分子的不凝性氣體,致使油產率有所下降。因此,290℃是提高油產率的最適宜的反應溫度條件。
2.2 停留時間對油產率的影響
實驗得到不同停留時間下的油(渣)產率變化如圖3所示。當反應停留時間30 min時,油產率最低,是由于整個反應中處于超臨界狀態的時間過短,使得裂解的碳鏈在與氫鍵結合時傳遞阻力過大,從而導致油產率較低。當停留時間60 min時,油產量達到最高,為41.7%。但反應時間超過60 min時,反應中間產物繼續裂解為不凝性氣體或者可溶于水的液態產物的反應速率大于斷裂碳鏈與氫鍵結合的反應速率,使得油產率有所降低,故最佳反應停留時間取60 min。
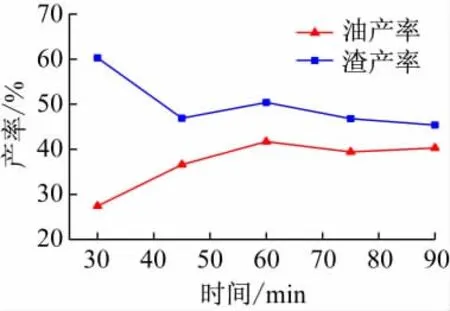
圖3 不同停留時間的油(渣)產率
2.3 污泥添加量對油產率的影響
實驗得到不同污泥添加量下的油(渣)產率如圖4所示。在添加200 mL乙醇溶劑條件下,油產率最高為污泥添加量為10 g時,達42.5%,此時污泥乙醇固液比為1/20。當加入較少的固體污泥,乙醇溶劑量相對較多,能夠提供足夠的活性氫,并對斷裂碳鏈的重聚和環化等產生抑制作用。當加入的污泥過量時,供氫溶劑不能及時提供足夠的活性氫來穩定中間產物。因此,隨著污泥添加量的增加,油產率有所提升,但是當添加量超過10 g以后,油產率有所下降。另外,可以發現無論污泥添加量對渣產率的影響不大,從而確定在20%乙醇填充量的反應釜中制革污泥的最適添加量為10 g。
2.4 催化劑對油產率的影響
實驗得到各催化劑下污泥油(渣)產率如圖5所示。可知向反應釜中加入一定量的4種催化劑對液化油的產率均有所提升,其影響大小依次為NaOH>Na2CO3>FeS、FeCl2,其中NaOH對于減少渣產率的作用也更好。這是因為在強堿條件下,乙醇的α-碳原子上的氫更為活躍而脫離,與斷裂的碳鏈結合形成穩定的中間產物。也就是說NaOH的存在提升了乙醇的供氫能力。
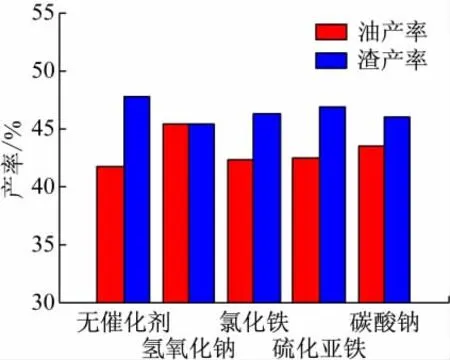
圖5 不同催化劑對油(渣)產率的影響
3 液化油特性分析
實驗所制得的液化油為深褐色液體,有臭味。為避免催化劑對油品測評的影響,將不加催化劑、反應溫度290℃、停留時間60 min和污泥乙醇固液比為1/20時獲得的液化油作為分析樣品。
3.1 基本分析
液化油的元素分析和熱值測定結果見表2。由表2可以看出,液化油中C、H元素含量相對于污泥原料有明顯提高,其中C含量相對提升了105.8%,H元素含量相對提升了71.8%,污泥中大部分的C、H元素都轉移到了液化油中。液化油中N、S元素含量和污泥差別不大,但O元素含量大幅降低。液化油的熱值比污泥要高20.12 MJ/kg,這是因為污泥中C、H元素含量相對較低,且存在較多的無機成分。可見,在超臨界乙醇中進行污泥液化可實現污泥中能源的富集和回收,這也說明液化是將低熱值生物質原料轉化為高熱值液體燃料的極具潛力的技術[16]。
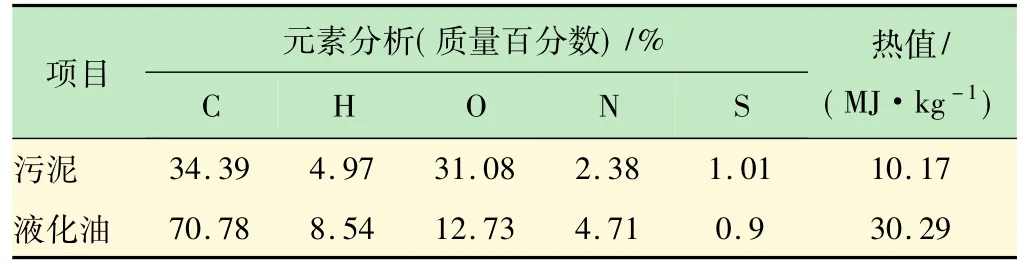
表2 污泥原料和液化油的元素分析
3.2 成分分析
實驗采用Agilent 7890A-5975C型氣質聯用儀對制得的液化油樣品進行分析,將其中含量超過1%且匹配度大于90的物質列表如表3所示。

表3 液化油中含量超過1%的物質
液化油中各組分的碳鏈集中在C16~C20,其中酯類化合物含量最高,占56.36%,含量最多的酯類為十六酸乙酯和十八酸乙酯,其含量分別為15.33%和13.82%。燃油的最佳成分烷烴類化合物含量相對偏低,這說明僅對液化油進行固液分離、萃取、蒸餾等處理難以得到高品質液化油,必須對其進一步處理,尤其是對酯類化合物的脫氧處理。
4 結論
(1)當溫度控制在290℃,停留時間為60 min時,污泥/乙醇的固液比為1/20時油產率最高,且加入氫氧化鈉作催化劑時油產率提升最多,可至45.5%。
(2)所制得的液化油中C、H元素含量比污泥原料有明顯提高,N、S元素含量和污泥差別不大,O元素含量大幅減少,且其熱值比污泥高20.12 MJ/kg,這表明在超臨界乙醇中進行污泥液化可有效實現污泥的能源回收。
(3)液化油中各組分的碳鏈集中在C16~C20,主要為酯類,占56.36%,而烷烴類化合物含量較低,僅為6.32%,若想提高液化油品質,需要對其進一步處理,尤其是對酯類化合物的脫氧。
