淺淡自動化加工中機床夾具設計
2019-06-04 07:48:20金明來曹春風楊玉龍
中小企業管理與科技·上旬刊 2019年2期
金明來 曹春風 楊玉龍
【摘 要】在自動化加工中,夾具與機床、刀具組合為最重要的三部分,其中,夾具為核心環節,它連接著工件、機床、刀具。在設計的過程中需要考慮很多方面,如加工工藝、定位精度、夾緊、整體剛性、排屑方便、不受切削力影響和維修保養方便等。總之,夾具設計成功與否直接影響零件的加工精度及質量。
【Abstract】The combination of fixture, machine tool and cutter is the most important part in automatic machining. Among them, the fixture is the core link, which is connects the workpiece, machine tool and cutter. We need to consider many aspects in the design process, such as processing technology, positioning accuracy, clamping, overall rigidity, convenient chip removal, not affected by the cutting force and convenient maintenance. In short, the success of fixture design directly affects the machining accuracy and quality of the parts.
【關鍵詞】定位;夾緊;干涉檢查
【Keywords】 location; clamping; interference check
【中圖分類號】TH12;TG75 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】B ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2019)02-0175-02
1 總體方案設計
從加工工藝出發,確定工件基準點、中心線、主軸相對位置、上料高度、上料形式、夾具的形式及定位高度,選擇合適的定位夾緊方式。
2 定位方式的選取
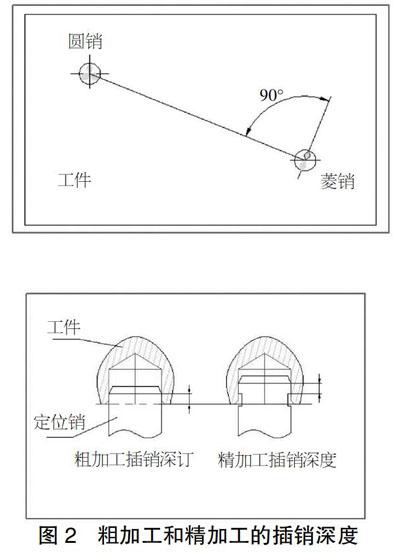
所謂定位就是限制工件的6個自由度,即XYZ三個移動方向自由度,和繞XYZ轉動方向的自動度。當被加工零件為毛坯,沒有定位孔,通常采用傳統的6點定位法,即在工件三個相互垂直的平面上,分別設為3個定位點,2個定位點,1個定位點。當工件有工藝定位銷孔時,通常采用“一面兩銷”的定位方式,即為一個定位面,一圓銷,一菱銷。這種定位方式比較簡單,這里有幾點注意的地方:第一,菱銷的角度方向應與圓銷連線方向垂直,保證定位精度最為準確(見圖1);第二,工件定位銷孔在后續工序還有應用時,為保證銷孔精度不被本工序夾具上定位銷插拔破壞,粗加工工序定位用工件定位銷孔的淺孔處,精加工工序用銷孔的深孔處,這樣便可以保證加工精度(見圖2);第三,定位塊要增加定位面沖屑及漏氣檢測,防止自動上料時切屑在定位面上,影響加工精度;第四,定位銷與定位塊及其他易損件要與整條生產線上的其他夾具相統一,便于更換。
3 夾緊方式的選取
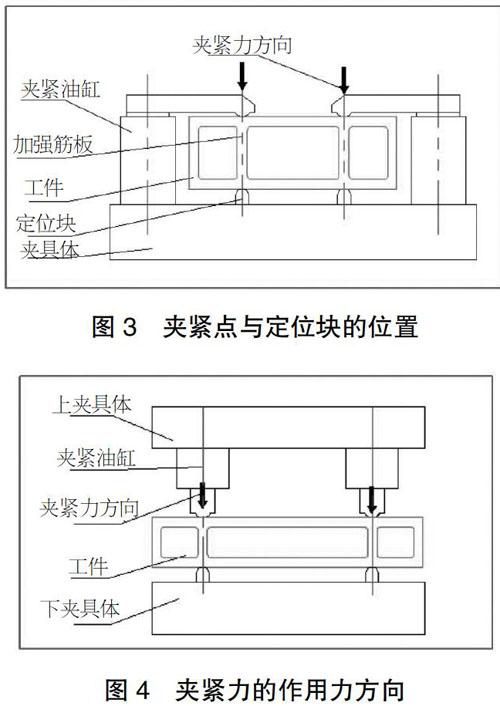
夾緊點盡量與定位塊支撐在同一直線上(見圖3),且夾緊點作用在工件剛性好的有筋的位置處(見圖4),確保夾緊力作用在定位支撐塊上,且夾緊后工件沒有變形,保證后續加工精度。夾緊力的大小須經過核算,保證油缸選取的正確,夾緊力所產生的摩擦力,足以抵抗加工產生的切削力,且定位塊在允許的應力范圍內。必要時需增加輔助支撐,方向一定要與切削力的方向相反,以此抵抗切削力。當加工方式為銑削加工時,切削力較大,夾爪應增加自鎖功能,防止加工時產生振動。當夾緊的位置為毛坯時,要用浮動夾緊,防止因工件尺寸變化對夾緊效果產生影響。同時,夾緊力要轉換為夾具內力,如同雙手抱著工件一樣,不可以設計成上下相向夾緊的形式,如同兩個人對立而站,分別用雙手推著工件一樣,這種形式不穩定,會將夾緊力轉化為使上下夾具形變的力。
4 干涉檢查
由于夾具在加工中處于核心位置,工件、刀具、機床及防護門、工件輸送裝置都可能會與其發生干涉,且夾具內部也有很多夾緊、推靠、輔助支撐等動作,因此,設計時干涉檢查尤為重要。首先要熟悉整個機床的動作循環,從上料、夾緊、加工循環開始,卸料及夾具空運轉時,將整個動作軌跡在二維圖紙的三視圖上反復模擬確認,或者在三維圖上做不同狀態下的干涉檢查。刀具在切削過程中容易與夾具發生干涉,應該按照加工時的走刀軌跡做干涉檢查。
5 結語
如果有切屑液,要考慮切削對電氣元件的影響,并做好防護。自動化連續加工時,要考慮排屑得及時,夾具體沖屑面的角度盡可能大一些。如果多種工件在同一臺夾具上加工,應考慮夾具的通用性,更換機種時,需要簡單可行,定位準確,無需重新調整精度,減少輔助加工的時間,提高加工效率。后續的維修保養應方便,易損件的更換要簡單,禁忌為拆一個零件,大拆夾具。夾具體的設計要考慮加工工藝性,起吊孔的位置設定要考慮安裝工藝性。夾具體內部走油路時,材料應選為鋼件,防止選擇鑄件時內部有沙眼氣孔,內部交叉油路容易發生串腔,從而增加加工難度及成本。
