奧氏體不銹鋼與鉻鉬耐熱鋼管道焊接工藝
2019-06-12 07:04:08
石油化工建設 2019年1期
中國化學工程第七建設有限公司 四川成都 610100
在石油化工工程建設中,常常會出現鉻鉬耐熱鋼設備管口與奧氏體不銹鋼管道的焊接,這些管道一般應用于高溫、高壓環境,對焊接要求非常高。因此,選用正確的焊接材料、采取合適的焊接工藝以確保焊接質量非常重要。
1 奧氏體不銹鋼與鉻鉬耐熱鋼焊接性及缺陷分析
奧氏體不銹鋼具有良好的塑性和韌性,因此焊接性良好。但在焊接熱循環作用下,焊接接頭易出現高溫脆化及敏化腐蝕、熱裂紋、焊接變形大等問題。同時,還存在不銹鋼焊接時易產生合金元素燒損及氧化等問題。
鉻鉬珠光體耐熱鋼焊接時易產生熱影響區的硬化、冷裂紋、軟化,以及焊后熱處理或高溫長期使用中的再熱裂紋問題。
奧氏體不銹鋼與鉻鉬耐熱鋼相連接的異種鋼焊接,主要會產生以下幾個問題:
1.1 焊縫成分的稀釋
奧氏體不銹鋼與鉻鉬耐熱鋼的焊接接頭,一般都采用高CrNi奧氏體或Ni基合金焊接材料。
奧氏體不銹鋼與鉻鉬耐熱鋼(以TP347與P22為例)焊接時,兩種母材都有一部分熔入焊接熔池。當未加焊接材料時,熔池的成分可由圖1(舍夫勒圖)求得。圖中s點為TP347H的成分,m點為P22的成分,其成分根據材質的化學組成,由以下公式求得:

熔池的成分位于直線sm上的a點。a點的位置隨著二者間熔合比例的不同而在直線sm上變化,這就是待焊母材。具有a點成分的母材與成分為f的焊條金屬相熔合后,即構成焊縫金屬,其具體組成應位于直線af上,并取決于熔合比的大小。
為保證焊縫金屬不出現熱裂紋和產生晶間腐蝕等缺陷,應保證其組織不出現馬氏體,即(4%~12%)F+A范圍。因此,為保證焊縫金屬成分合理(保證塑性、韌性及抗裂性等),應作到正確選擇焊接材料、適當控制熔合比。
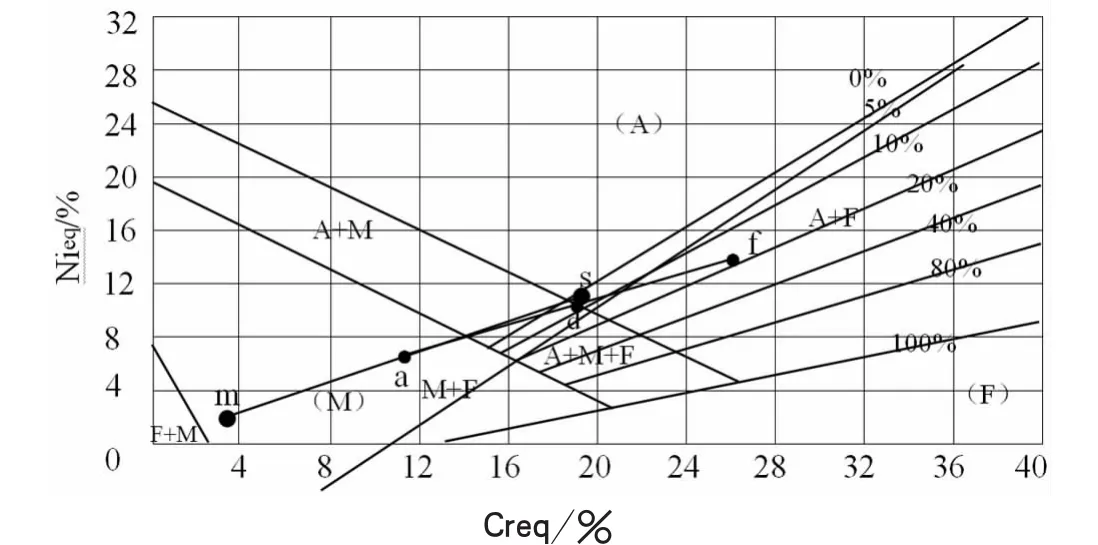
圖1 利用舍夫勒圖確定異種鋼焊縫組成
1.2 凝固過渡層的形成
熔化的母材金屬和熔化的填充金屬,在熔池內部和熔池邊緣相互混合的情況是不同的,在靠近焊縫邊界的很窄范圍內存在一個“不完全混合區”。填充金屬與母材金屬在化學成分上差異越大,不完全混合區越明顯,即濃度梯度越明顯,這種成分上的過渡變化區是因熔池凝固特性而造成的,故稱為凝固過渡層。利用舍夫勒圖考察可知,這一微小過渡區的組織應是馬氏體。填充金屬或焊縫金屬平均Cr、Ni當量對凝固過渡層中馬氏體的形成有明顯影響,對同一母材選用Cr、Ni當量不同的填充金屬,凝固過渡層中則形成不同寬度的馬氏體脆化層。Creq/ Nieq值越小,馬氏體脆化層寬度越小。因此,在Cr量一定的情況下,提高焊縫含 Ni量有利于減小凝固過渡層的寬度。
1.3 碳遷移過渡層的形成
奧氏體不銹鋼與鉻鉬耐熱鋼異種鋼焊接時,因為碳在液態鐵中的溶解度大于在固態鐵中的溶解度、碳在γ-Fe中的溶解度大于在α-Fe中的溶解度,而奧氏體焊縫中含有更多的碳化物形成元素(主要是Cr),因此鉻鉬耐熱鋼一側的碳通過焊縫邊界向奧氏體不銹鋼焊縫中遷移,從而在鉻鉬耐熱鋼一側的母材上形成脫碳層和在奧氏體不銹鋼焊縫一側形成增碳層,由此產生硬度突變現象。硬度突變對接頭的工作性能是有
害的,易在此部位造成破壞;同時,奧氏體不銹鋼因為碳遷移現象而造成貧Cr,從而產生晶間腐蝕。
1.4 殘余應力的形成
異種鋼焊接接頭,由于兩種鋼的線膨脹系數相差很大,焊接時會產生較大的殘余應力,使奧氏體焊縫承受拉應力,鉻鉬珠光體耐熱鋼承受壓應力。
這種殘余應力的存在,對工作性能往往是不利的。特別是在循環溫度下工作時,由于形成熱應力或熱疲勞而可能產生熱裂紋。因此奧氏體不銹鋼與鉻鉬耐熱鋼異種鋼焊接時,應盡量選用線膨脹系數介于二者之間的合金作為焊接材料,從而減輕熱應力的產生。
2 焊接工藝措施
奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接,通常采用“隔離層堆焊法”和“直接施焊法”。
2.1 隔離層堆焊法
為防止形成凝固過渡層,最好是在珠光體鋼的坡口面上先堆焊一層23-13型之類的奧氏體金屬隔離層(見圖2)。這樣也可使最易出現問題的那部分焊縫(在珠光體鋼上)是在拘束度極小的情況下完成的。在隔離層堆焊完成并經檢查后,奧氏體不銹鋼與隔離層間的連接就成為奧氏體不銹鋼與奧氏體不銹鋼之間的焊接,于是就可選用普通的奧氏體不銹鋼填充金屬。
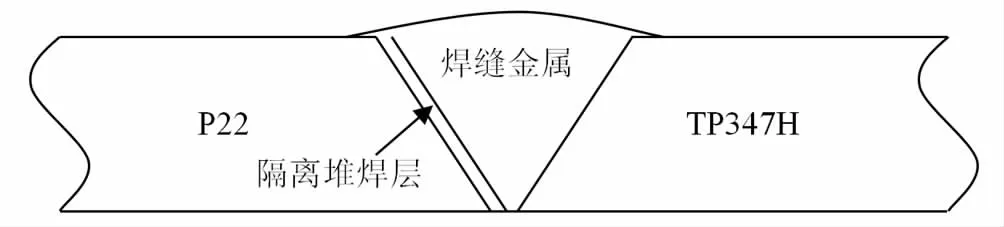
圖2 隔離層堆焊法示意圖
應當避免先在奧氏體不銹鋼上熔敷鉻鉬珠光體耐熱鋼的隔離層,因為這樣會導致形成硬脆的馬氏體組織焊縫。
為防止出現碳遷移現象,也應進行隔離層堆焊。此時先在鉻鉬珠光體耐熱鋼的坡口面上用V、Nb、Ti等含量較高的焊條堆焊第一隔離層,然后再用適當的奧氏體不銹鋼焊條堆焊第二隔離層。例如,P22與TP347H異種鋼焊接接頭,直接采用奧氏體不銹鋼焊條(如25-20型焊條)堆焊一個隔離層,雖然防止了硬脆馬氏體凝固過渡層的出現,但在600℃高溫工作時卻仍因碳遷移而斷裂于熔合區。如果先用2.25Cr1MoNb焊條在P22(2.25Cr1Mo)鋼坡口面上堆焊一個隔離層,然后再用奧氏體焊條堆焊第二隔離層,則可大為改善接頭性能。
2.2 直接施焊法
直接施焊法即利用高合金焊接材料直接完成珠光體與奧氏體不銹鋼的焊接。焊接時要保持珠光體鋼坡口面熔深最小,同時焊接材料要選擇適當,以防止外在拘束條件下的焊縫中產生裂紋。在沙特satorp項目部,中國化學工程第七建設有限公司就采用此法,成功完成了P22與TP347H的焊接。
3 焊接方法
在施工現場,奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接,如果采用“隔離層堆焊法”,常采用手工電弧焊(SMAW)焊接隔離堆焊層;然后采用GTAW(手工鎢極氬弧焊)+ SMAW(手工電弧焊)焊接;根部GTAW焊接時,焊縫內側應充氬氣保護。如果采用“直接施焊法”,采用GTAW(手工鎢極氬弧焊)+ SMAW(手工電弧焊)焊接;根部GTAW焊接時,焊縫內側應充氬氣保護。焊機采用型號為ZXG7-300-1的氬弧焊機、ZX7-400 IGBT的電焊機,鎢極采用鈰鎢極,直徑為2.4mm。
4 焊接材料
正確的選擇焊接材料是焊接異種鋼的關鍵,焊接接頭的質量和使用性能與所選用的焊接材料密切相關。
奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接接頭的焊縫和熔合區,由于合金元素被稀釋及碳的遷移等原因存在一個過渡區。過渡區中不但化學成分、金相組織不均勻,而且物理性能、力學性能等通常也有很大差異,可能會引起焊接缺陷(如裂紋等)或嚴重降低性能。為此,必須按照母材的成分、性能、接頭形式和使用要求等正確選用焊接材料。其焊接材料的選用原則應遵循以下幾點:
(1)首先應保證在焊接接頭中不產生裂紋等缺陷,即選用抗裂性能好的焊接材料。
(2)焊縫金屬的力學性能及其他性能,應高于母材中性能較低一側的最低值。
(3)對于金相組織差別比較大的珠光體-奧氏體異種鋼接頭,則必須充分考慮填充金屬受到稀釋后焊接接頭性能仍然能得到保障。
(4)在滿足性能要求的條件下,選用工藝性能好、低價和易得的焊接材料。
(5)對于奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接接頭,一般均選用高鉻鎳奧氏體不銹鋼焊材或鎳基合金焊材。當使用溫度低于450℃時,應選用Ni、Cr含量為25%Cr—13%Ni型焊接材料,即選用A302或A307焊條,焊絲選用H1Cr24Ni13;當使用溫度介于450~550℃,且焊接接頭承受較高應力水平時,應選用高鉻鎳奧氏體不銹鋼焊材,如A502或A507焊條;對于工作條件苛刻的重要接頭(當使用溫度高于550℃且焊接接頭承受較高應力水平時),應選用鎳基合金焊材,因為雖然其價格較貴,但可以減少或避免碳遷移,其焊縫金屬的線脹系數介于鐵素體鋼和奧氏體鋼之間,對接頭的組織及力學性能都有好處。
根據以上焊接材料的選擇原則,在沙特satorp項目部,焊接P22與TP347H的異種鋼時,中國化學工程第七建設有限公司采用了直接施焊法,焊接材料選用ER309+A302。
5 坡口制備及組對、點焊
奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接接頭,其坡口形狀及尺寸應符合設計及規范的要求。為了使不銹鋼不受鐵離子污染,減少焊口施焊時碳等有害元素的侵入,施工工具應采用專用工具,材料切割用樹脂砂輪片切割、打磨。焊前應將坡口兩側20~30mm范圍內的焊件表面清理干凈,如有油污可用丙酮等擦拭干凈。組對時不得采用強力組對,點焊應保證焊接質量。
6 焊前預熱及焊后熱處理
接頭一側為奧氏體不銹鋼,且用奧氏體不銹鋼焊材或鎳基合金焊材時,可不預熱。
對于奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接接頭,焊后一般不用進行熱處理。因為該異種鋼焊接接頭是由兩種線膨脹系數相差很大的鋼材組成,不僅焊接時會產生較大的殘余應力,而且在使用中如有循環溫度的作用,也會形成熱應力,即使通過焊后熱處理也難以消除。在焊態時,奧氏體焊縫承受拉應力,鉻鉬珠光體耐熱鋼承受壓應力,焊后回火處理并未消除殘余應力,而只是使焊接殘余應力重新分布。實際上,在回火處理時,發生了應力松弛過程;但在隨后的冷卻過程中,隨著彈性的恢復,異種鋼焊接接頭不均勻的熱收縮會重新引起殘余應力,仍然是奧氏體焊縫承受拉應力,鉻鉬珠光體耐熱鋼母材承受壓應力。
7 焊接工藝參數的選擇
對于奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接接頭,在選擇焊接參數時,應設法降低熔合比。為此,應選用小直徑焊條或焊絲,盡量選用小電流快速焊、多層多道焊,并要嚴格控制層間溫度。
8 焊接工藝評定
為驗證擬定的焊接方法、焊接工藝是否合理,焊接接頭的性能是否滿足產品設計的要求,根據JB/T4708-2000《鋼制壓力容器焊接工藝評定》選用φ273×30的TP347H不銹鋼管和同規格的P22鉻鉬耐熱鋼管進行焊接工藝評定。焊接工藝措施采用直接施焊法(焊接材料為ER309+A302),要求焊接工藝評定試件焊道成形光滑平整,焊縫內部無咬邊、裂紋等缺陷,其探傷和力學性能也符合設計規范要求,評定結果見表1。

表1 焊接工藝評定結果
9 工藝操作及質量控制要點
奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接工藝操作及質量控制要點如下:
(1)正確選擇焊接材料(根據以上的焊接材料選擇原則進行選擇)是保證焊接質量的關鍵;
(2)控制熔合比以減少焊縫的稀釋;
(3)根層焊接時,焊縫內側應通氬氣保護;
(4)為提高焊縫的抗熱裂性能,焊接時,要特別注意焊接區的清潔,避免有害元素滲入焊縫;
(5)采用短弧操作,直線運條或稍微擺動,多層多道焊;
(6)宜采用小直徑焊條,采用小電流、快速焊;
(7)為防止焊縫和熱影響區的晶粒長大及碳化物的析出,保證焊接接頭的塑性、韌性和耐蝕性,應控制較低的層間溫度,一般不超過150℃;
(8)注意起弧、收弧處的焊接質量,起弧處應將點焊處打磨成45°緩坡,收弧時應注意防止產生弧坑、裂紋等缺陷。
10 兩種不同焊接工藝措施對比
(1)“隔離層堆焊法”能有效防止形成凝固過渡層和防止出現碳遷移現象,并且堆焊是在拘束度極小的情況下完成的,可有效減小異種鋼焊接殘余應力,使接頭性能大為改善。
(2)“直接施焊法”是利用高合金焊接材料直接完成珠光體鋼與奧氏體不銹鋼的焊接,其優點是直接方便,但焊接操作時應注意嚴格控制熔合比。雖然該方法在現場施工中常采用,也能保證焊接質量,但效果不如“隔離層堆焊法”理想。
(3)在異種鋼焊接施工時,應根據現場的實際條件和焊接性能要求等選擇以上兩種不同焊接工藝措施,以保證焊接質量。
11 結論
(1)通過焊接性分析、焊接工藝評定和施工實踐表明,奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接是可行的。
(2)奧氏體不銹鋼與鉻鉬耐熱鋼之間的異種鋼焊接,可采用“隔離層堆焊法”和“直接施焊法”。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
