論述金屬切削加工精度的工藝與方法研究
2019-06-13 03:44:16張娜
世界有色金屬 2019年8期
張 娜
(焦作市技師學院,河南 焦作 454000)
由于制造業(yè)的迅猛發(fā)展,在航天航空、機械制作、機床加工等諸多行業(yè)中,為了能夠有效降低自身重量,提高結構強度,一些中大型復雜結構的零部件,特別是主要活動結構部件一般情況下都會采取整體化結構的設計[1]。
對于此類整體化結構部件來說,要想實現(xiàn)科學、有效、高精度、高品質加工,就必須以金屬切削加工技術的一系列研究作為支撐。而機械制造業(yè)的發(fā)展也對機械零部件的精度提出了更高的要求,金屬切削技術對于零部件的加工來說具備極其重要的意義,換句話說,零部件最終呈現(xiàn)的質量好壞均是由金屬切削技術所決定的,所以,金屬切削技術的不合格會造成單位生產的零部件出現(xiàn)品質問題,進而會嚴重影響到我國機械制造業(yè)的發(fā)展和市場搶占額[2]。然而目前國內的金屬切削工藝相對來說還是較為比較落后的,某種程度上限制了我國機械制造業(yè)的未來發(fā)展。所以,單位在金屬加工生產過程中必須謹慎對待金屬切削技術人員的培養(yǎng),重視和先進國家進行技術交流和共享,努力提高我國金屬切削加工工藝的水準。
1 提高金屬切削加工精度的工藝選擇
金屬切削加工過程中,刀具與待加工工件之間會因為力的相互作用,而產生一定的有規(guī)律的組織變化。在設計機床和刀具、制作零部件的切削工藝及其定額使用的時候,都需要根據(jù)上述的變化規(guī)律進行金屬切削。為了有效提高金屬切削加工精度,選擇工藝至關重要。高速切削速度是傳統(tǒng)切削速度的6~15倍。因而高速切削金屬部件具備明顯的優(yōu)勢,具體見下表。
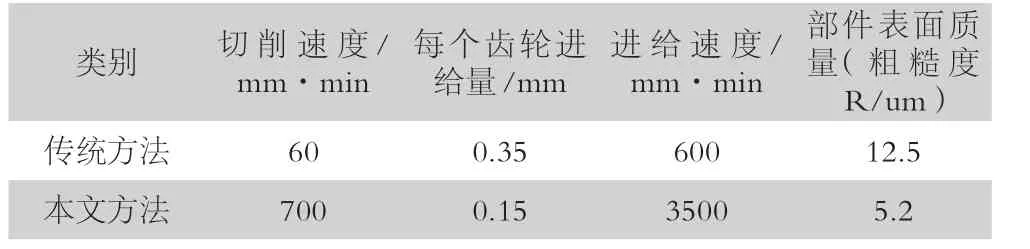
表1 兩種方法工作效率對比結果
首先,大大降低了零件加工變形對的狀況。高速切削的時候由于其極低的切削深度以及寬度,因而較傳統(tǒng)切削狀況下的切削力有所增大,最大幅度甚至高達30%,所以極其有利于確保零件的加工精度。
其次,減少零件出現(xiàn)熱變形的狀況。金屬加工零部件由于在其高速運轉的加工制造過程中會產生大量不均勻分布的應力,且同時熱處理工藝參數(shù)也會非優(yōu)化,這些均造成金屬零部件在加工過程中會由于殘余應力的外泄而導致金屬零部件出現(xiàn)一定程度的變形或破損,從而引發(fā)金屬部件最后呈現(xiàn)的整體結構的裝配精度大大下降,影響產品質量。高速切削的時候大概會有90%的切削熱會被切屑隨之帶走,部件表面溫度并沒有明顯增幅,因而其熱變形也就會比較小,有利于確保零件的加工精度。
2 提高金屬切削加工精度的方法
金屬切削主要是為了獲取到一個形狀、大小、精度等各項要求均達到國家規(guī)定標準的零部件,所以金屬切削加工過程中使用的刀具便在切削加工工藝中占有關鍵地位[3]。
切削所應用到的刀具性能好壞將會在一定程度上直接決定了零部件加工的優(yōu)劣,不合適的刀具會導致金屬零部件的精度達不到規(guī)定標準或者造成金屬表面嚴重粗糙、凹凸等,這些都會直接影響到整個機器的制造水平。所以,在金屬切削過程中,必須按照切削部件的特性去選擇最恰當?shù)牡毒摺?/p>
2.1 正確的選用刀具
刀具的性能好壞將會直接決定金屬零部件最終的質量,所以,我們在選擇刀具的時候,必須在兼顧企業(yè)生產效益的同時,盡可能地選擇一些可以耐高溫、耐摩擦的刀具,如此一來,刀具的使用壽命也會適當?shù)难娱L,降低生產成本。另外一方面,有必要按照不同材料屬性以及加工方法的不同去選取不同類型的刀具,比方說:金屬零部件在進行打磨的時候,必須選擇那些做功比較精細、較硬程度、磨粒大小適宜的刀具,在進行鋸切的時候,通常只需要選擇一些硬度比較大的刀具即可完成任務[4]。而且在選用刀具的時候,盡可能地多選擇一些使用壽命比較長、性能發(fā)揮比較穩(wěn)定的刀具,以降低在切削工具使用過程中因為刀具本身的原因造成導致誤工、工期延遲現(xiàn)象的發(fā)生。
2.2 合理選擇刀具的幾何角度
金屬零部件在實際加工過程中,合理選擇刀具的幾何角度對于改良零件表面品質與完善部件熱變形都是非常重要的步驟環(huán)節(jié)[5]。首先,在刀具前角的選擇上。前角偏大的時候,切削力與摩擦力均會降低。且刀具的散熱狀況也會出現(xiàn)差錯,加快部件磨損。按照金屬部件的基本結構與加工特性,在對鑄鐵金屬部件進行切削的時候,前角一般情況下會取2°~9°;使用硬質合金刀具的時候,前角一般會取5°~18°。其次,在刀具后角的選擇上。后角偏大,會導致切削摩擦力降低,切削力也隨之降低。按照金屬部件的主要動作結構與加工特性,在對薄壁零件進行切削的時候,一般會使用高轉速鋼用車刀,刀具后角往往會取3°~20°;對鑄鐵類薄壁掛件進行切削的時候,后角則經(jīng)常會取3°~8°;在使用硬質合金刀具的時候,后角一般情況下會取5°~13°。最后,在刀具主偏角選擇上。主偏角一旦偏大,部件徑向切削力就會相應減小,而軸向切削力反而增大。
3 結語
本文對提高金屬切削加工精度的工藝與方法進行論述分析,根據(jù)金屬加工切削要求,調整刀具的使用方式,并且修訂刀具使用的幾何角度,以此完成本文的研究。希望本文的研究能夠為論述金屬切削加工精度的工藝與方法的實踐提供理論支持。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
