淺談自動變速器液壓閥塊閥芯孔去毛刺工藝
2019-06-14 01:18:14王瑞雪劉星盧欽強王定海
大眾汽車 2019年9期
關鍵詞:工藝
王瑞雪 劉星 盧欽強 王定海
柳州上汽汽車變速器有限公司柳東分公司 廣西 柳州 545007
前言
自動變速器通過對變速系統中的換擋執行元件進行實時控制,適時的讓離合器進行結合和分離、對帶輪油缸進行油壓控制從而實現不同速比的變化。變速系統的狀態變化所需要的液體壓力均由自動變速器中的液壓控制系統(油泵和液壓閥塊總成)提供,因此液壓控制系統是自動變速器中非常重要的動力元件。液壓系統通過控制閥芯在閥芯孔中的軸向位移,改變通流大小從而控制進入到各執行元件的油壓,液壓系統內部閥芯和閥芯孔配合間隙小,如若閥芯和閥芯孔之間存在異物,會導致閥芯運動不順暢,從而影響輸出油壓,使自動變速器產生故障。而閥板閥芯孔存在毛刺是液壓系統常見異物之一,文章著重提出針對某車型自動變速器液壓閥塊閥芯孔去毛刺的常用工藝,以減少閥芯裝配和運動過程中劃傷和卡滯。
1 毛刺產生的機理
所謂毛刺,在零件加工過程中,當刀具接近切削的終端面時,工件終端部位的支撐剛度減小,在切削刀具的強力作用下,使被切削工件終端部位產生塑性變形,從而切削層金屬向終端面擠壓和滑移,產生毛刺。如圖1所示

圖1 毛刺產生機理
2 毛刺去除工藝技術
液壓閥板多為交叉孔結構,在交叉孔出刀口位置易出現翻邊毛刺,如下圖2所示。目前常用的去毛刺方法有主動抑制去毛刺和被動去毛刺工藝。
(1)主動去毛刺:在工件加工過程中選擇合適的刀刃設計、合適的切削液溫度、合理的工藝參數和切削量等一系列的措施,盡量最小化,甚至避免毛刺的產生。同時設計上可以在交叉孔位置增加倒角設計,方便加工時去除翻邊毛刺。
(2)被動去毛刺:在工件加工工序后,增加一道去毛刺工序,其中液壓閥板上常用的去毛刺方法有人工銼刀去毛刺、拋丸、毛刷去毛刺、高壓清洗工藝、超聲波清洗、電化學去毛刺、熱能去毛刺、陽極氧化等去毛刺工藝。
3 某變速器廠家液壓閥板毛刺去除應用工藝
本文著重介紹被動去毛刺工藝中的拋丸、毛刷去毛刺、高壓清洗在某變速器廠家液壓閥板應用和主要參數設定。
(1)拋丸:是一種表面處理工藝,利用高速運動的彈丸(60-110m/s)流連續沖擊被強化工件表面,造成零件表面的晶格扭曲變形,使表面硬度增高。一般在液壓閥板完成壓鑄后,使用拋丸去除其表面非加工面的氧化皮、翻邊等缺陷,同時可改善鑄件外觀粗糙度,提高鑄件表面硬度。拋丸鋼球一般選擇不銹鋼鋼球,根據液壓閥板外觀粗糙度要求可以選擇鋼球直徑在0.3mm-0.4mm之間,鋼球太大,將會影響閥板外觀粗糙度,同時設定合理的時間、噴射角度、噴射量和速度,以免破壞液壓閥板表面。
(2)毛刷機去毛刺:毛刷去毛刺是將有一定轉速的毛刷旋轉進入閥芯孔內部,在旋轉過程中,毛刷對工件上的毛刺產生載荷力和擠壓力,是毛刺從交叉孔位置脫落,該方法可將交叉孔位置比較松動的雜質去除。注意毛刷選擇時應考慮其材質、形狀。旋轉時的轉速大小以及毛刷的外徑大小,以免影響閥芯孔表面的加工質量。因閥板多為鋁合金材質,毛刷一般選擇碳化硅或氧化鋁,毛刷轉速一般選擇在2500-3000rpm,毛刷直徑一般比被加工件的內徑孔大1mm即可,毛刷更換頻次視其磨損情況而定,需定期檢查毛刷的磨損狀態,一般加工300-350件后可考慮更換。
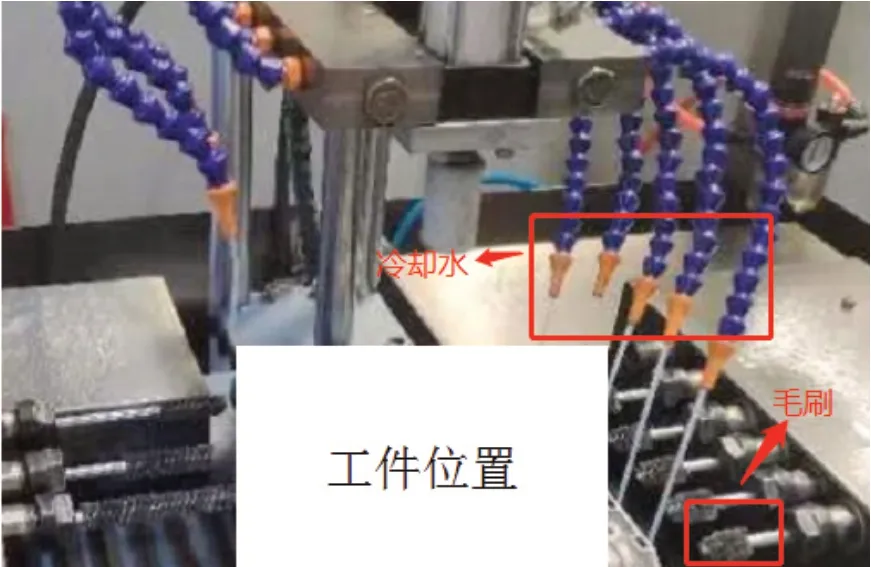
圖2 毛刷機去毛刺圖示
(3)高壓清洗機去毛刺:該方法通過高壓噴頭噴射出的高壓清洗液沖洗去除較難去除的雜質。對于閥板結構而言,影響其清洗效果的主要因素為清潔液的清洗能力和清潔度、水壓、噴頭出水口設計、水槍與閥板的噴射距離。
清洗液選擇:一般選擇純水或者水基型清洗劑,清洗劑配比濃度一般為3%,良好的水基金屬清洗劑可有效去除閥板表面的殘留的切削液、灰塵等污染物,同時選擇清洗液濃度時要考慮避免清洗液氧化閥板表面,清洗完成后,可在空氣中放置一段時間確認閥板表面是否有顏色變化。同時清洗液循環使用時要經過過濾后才能繼續使用;
水壓設定:根據被清洗零件的結構設計和材質強度選擇合理的清洗壓力,在滿足清洗能力的情況下,清洗壓力應不破壞零件表面,經過驗證,一般鋁合金清洗壓力選擇區間為25Mpa-35Mpa;
噴頭出水口設計以及參數選定:出水口形狀決定了清洗時的覆蓋面積。閥板上包含多個閥芯孔,閥芯孔孔小并且孔深。因此清洗閥芯孔時需要將水槍伸入至閥芯孔內部,設計水槍時需考慮水槍直徑和長度。同時為保證清洗覆蓋面,水槍應具備旋轉功能。若水槍不具備旋轉功能,也可在水槍端部設計多個出水口,如圖3所示,以保證清洗覆蓋面。

圖3 高壓水槍出水口設置
水槍與閥板的噴射距離:水槍至工件表面的距離與清洗力有著重要的關系。如圖4所示,水槍噴射的清洗液在運動過程中受到阻力,動能降低,至工件表面的速度逐漸減小。圖4中的位置1清洗力大,但清洗覆蓋面小。工件位置2清洗覆蓋面大,但清洗力小。因此清洗時應選擇合適的噴射距離,經過驗證,一般水槍距離工件距離10mm為宜。
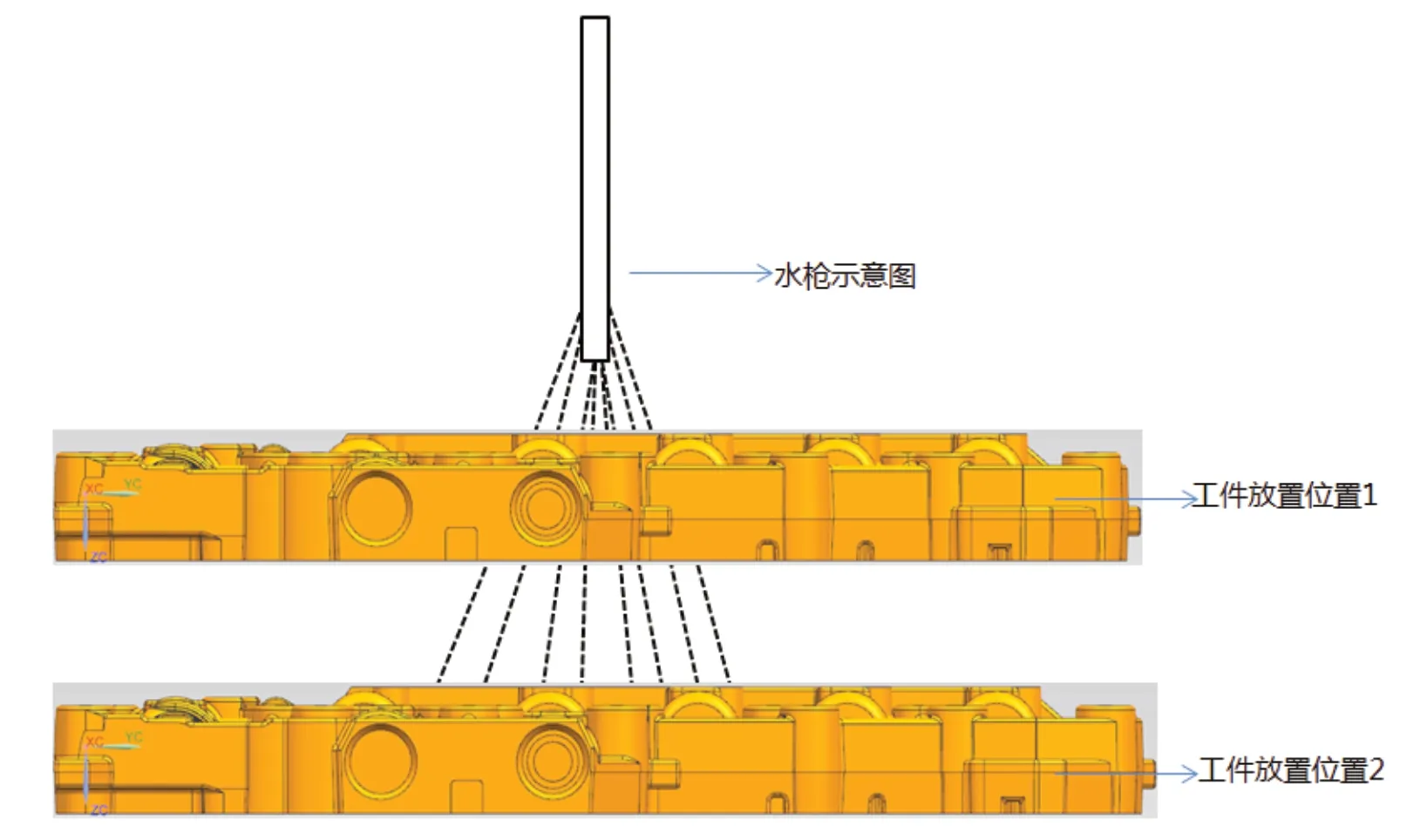
圖4 水槍噴射示意圖
4 結束語
毛刺是零件切削加工普遍存在的現象,目前閥板閥芯孔去毛刺工藝上多為毛刷機和高壓清洗機去毛刺的組合方法,文中介紹的方法均為被動法去閥芯孔毛刺,存在毛刺去除不徹底,影響使用性能的風險。因此后續需加強主動去毛刺的研究,從毛刺形成機理上、機加工參數設計、刀具形狀設計等加強研究,從源頭上解決毛刺的產生。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52