鋼槽梁在城市高架橋中的應用及施工探析
2019-06-17 11:45:24李坤鵬郭文濱
商品與質量 2019年49期
關鍵詞:變形
李坤鵬 郭文濱
上海振華重工(集團)股份有限公司 上海 200125
1 鋼槽梁結構特點
鋼槽梁是鋼-混組合梁橋的一種應用比較廣泛的組合結構,目前已在港珠澳大橋淺水區非通航孔橋、安徽望東長江大橋、杭州九堡大橋、武漢二七長江大橋等大型橋梁和城市高架橋上部結構中皆有采用。其優點主要體現在既充分利用混凝土的抗壓性和鋼材的抗拉性能,又能規避混凝土抗裂性能差及鋼材屈曲和正交異性橋面板容易疲勞的問題。同時鋼槽梁還能夠進行工廠預制,其耐久性、經濟性、發揮多重材料各自優勢的合理性、便于施工,自重輕等優點[1]。
與鋼箱梁對比的優勢:減少鋼材用量,節約了項目整體造價。采用鋼筋混凝土橋面,利于瀝青面層的結合,提高了橋面鋪裝層的耐久性能,同時上翼緣混凝土板使下面鋼梁避免雨水侵蝕和陽光照射,改善了鋼梁主結構腐蝕環境,可延長鋼梁涂裝壽命。
與混凝土梁對比的優勢:上部結構自重減輕了,同樣也減少了下部基礎工程量。已安裝鋼梁可以作為混凝土板澆筑平臺使用,橋梁下部基礎施工時鋼結構梁和混凝土板可以工廠化生產,確保了質量,同時可快速架設,施工工期縮短,且對橋下交通影響非常小,梁的抗拉性能增大,有利于抗震。減少了砂石材料,利于環保。
2 鋼槽梁的發展及應用
2.1 發展概況及應用趨勢
建國以來很長一段時期內,由于鋼鐵產能較小,鋼材匱乏,價格昂貴。建設一座橋總是優先考慮采用預應力混凝土梁橋,在鐵路橋梁和大跨度橋梁中才有可能采用鋼結構,形成“中小跨度混凝土結構,大跨度鋼結構”的二元格局,這種局面極大的限制了鋼-混凝土組合梁的應用與實踐,也直接導致了我國在鋼-混凝土組合梁設計、加工制造、現場安裝等方面的成套技術、規范體系、建設人才、工業產業的滯后。
經過改革開放四十年來的發展,我國的鋼鐵產能呈現翻倍式的增長,結構整體制造水平也極大的提高。
在國內鋼-混組合梁在城市高架橋中的應用從1993年北京市政設計院設計的北京國貿橋的三個主跨采用了連續組合梁結構,是鋼-混組合梁在國內城市高架橋建設中的首次應用。近年隨著我國鋼鐵產能的提高,更是得到了廣發應用,隨著大量實驗研究和廣泛應用實踐,鋼-混組合梁的設計和施工經驗得到沉淀,逐漸完善了鋼-混組合結構梁相關的理論,極大的促進了該結構的梁橋發展。隨著《鋼-混凝土組合橋梁設計規范》(GB50917-2013)和《公路鋼混組合梁橋設計與施工規范》(JTG/T D64-01-2015)的發行及建設者對鋼-混組合梁優越性認識程度加深。和國內鋼材產能過剩更為組合鋼梁的推廣應用打下了物質基礎,大力推廣鋼-混組合梁應用及橋梁裝配式技術推廣應用政策導向,鋼-混組合梁的發展迎來了歷時性機遇。所以鋼槽梁作為鋼-混組合梁最常用的結構在城市高架橋建設中被大量應用的前景非常樂觀[2]。
2.2 需要關注的問題
目前一般單個城市高架橋建設項目鋼槽梁和大型橋梁鋼結構工程量相比偏小很多,且汽運至橋位,所以鋼槽梁在選定加工制造廠時,大多按低價選用鋼梁制造廠甚至建筑鋼結構工廠生產,和國內幾家知名鋼梁制造企業相比,在作業人員、加工設備、制造工藝方面有很大落差,智能化甚至機械自動化制造技術應用不到城市高架鋼槽梁上,這是高架橋鋼槽梁制造水平很難提升的重要因素。需要建設單位從橋梁建設百年大計的出發點考慮,針對鋼槽梁的制造廠在選擇上作出適當硬性條件限制,確保優質資源在城市高架橋鋼槽梁上的投入使用,提升制造質量同時也利于不斷優化和提升工藝水平。
3 施工關鍵技術
3.1 制造工藝
鋼槽梁在工廠內預制,與普通鋼箱梁橋相比,最明顯的特征就是少了正交異性橋面板結構。鋼梁工廠制作從原先的人工制作發展到機械自動化制造水平,目前已經向著智能化制造水平邁進,正在建設中的深中通道鋼箱梁將首次嘗試應用智能化制造,寧波舟山港主通道鋼箱梁防腐涂裝已經實現智能化作業。下面重點介紹鋼槽梁制造關鍵工藝。
3.1.1 鋼槽梁橫坡預拱度設置
(1)鋼槽梁的結構形式不同于鋼箱梁,上翼緣板是開口形式,在鋼槽梁的制造過程中,上翼緣板極易發生變形。因此鋼槽梁的制作控制重點是控制腹板與上翼緣板的焊接變形,保證上翼緣板的橫坡,減少馬刀彎變形。我們對腹板與上翼緣板之間的T形焊接做了有限元分析,分析結果表明,通過對上翼緣板施加10.4-15.1mm反變形,同時對腹板設置11mm的拱度,可以顯著改善焊接變形,使上翼緣板最大變形從28mm減少到1mm以內,為后續組合施工提供質量保障。計算結果見圖1-4所示。
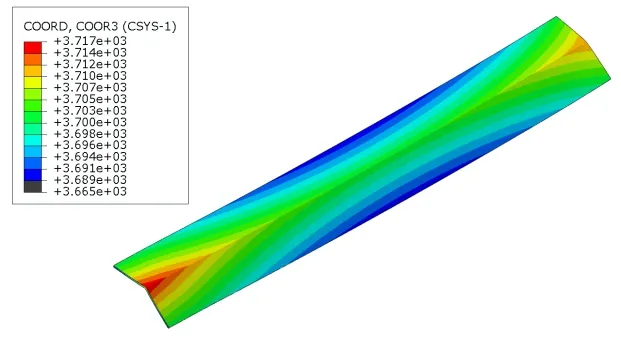
圖1 無反變形措施的上翼緣板變形

圖2 采取反變形措施的上翼緣板變形

圖3 采用反變形措施前后上翼緣板橫向變形對比

圖4 采用反變形措施前后腹板縱向變形對比
(2)開口鋼槽梁的結構形式決定了鋼槽梁的剛度較小,柔性較大,橫向擾度較大。要消除恒載引起的結構變形,得到預期的橋梁線型,對寬度較大的鋼槽梁常設置橫向坡度。由于這種變形而考慮的預拱度的數據通常是由設計單位根據其計算結構提出預拱度的要求,我們在制作過程中將此預拱度考慮到鋼板放樣下料的數據中。
3.1.2 節段預拼裝工藝
鋼槽梁節段在組裝胎架上完成焊接檢驗后,直接進行整孔節段的預拼裝操作,預拼裝在同一組裝胎架上進行。
梁段在胎架上組焊完成后,解除約束,按精度要求檢測梁段幾何尺寸,依據設計預拼線形對梁段進行連續匹配預拼。預拼過程中的控制測量將在溫度較恒定的環境下進行。預拼完成后將測點按圖紙要求焊于鋼槽梁上翼緣板相應位置,并測量記錄所有梁段間的相互關系。
節段鋼槽梁預拼裝的主要內容有:確定橋面線型,確定并控制鋼槽梁的總長度、拱度、旁彎,修整上翼緣板、底板的長度和環縫坡口,檢查并矯正環縫兩側構件的匹配性。
節段在組裝完成后,兩端部均留有余量,在預拼工序中精確劃出余量修割線,完全修割并加工好焊接坡口。預拼過程中,始終以每孔中心線作為長度控制基準,相鄰端口匹配修割。
針對立交橋鋼槽梁其平面線型為平曲線形類型,平曲線形鋼槽梁預拼工藝如下:
(1)上翼緣板余量修割線的劃線。選取整孔節段中心處的節段為基準節段(具體選取同直線形節段)進行定位。各節段以其自身的橫向基準線(或支座中心線)為基準劃出遠離基準段一端的余量修割線,余量暫不切割。相鄰大節段的預拼段在此步驟中不劃出余量修割線。余量修割線、橫向基準線、整孔節段中心線與三道縱向基準線的交點作為線型控制點。
(2)線形調整與控制。利用胎架周邊設置的全站儀基點形成測量坐標系,首先對基準節段進行定位,然后以基準節段為中心向兩端依次定位,定位時嚴格控制各節段縱基線上線型控制點,盡量使各線型控制點的坐標與理論坐標吻合,保證每一點的坐標漂移不超過公差規定,如圖5所示。
(3)余量劃線與修割。根據上翼緣板上遠離基準段一端的余量修割線,分別劃出遠離基準段一端的上翼緣板、底板、腹板等余量修割線,然后修去余量,同時開出焊接坡口。基準段兩端余量均修出,相鄰孔預拼節段余量暫不出,待下輪預拼時再修。
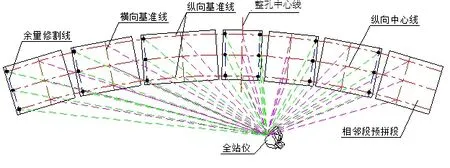
圖5 平曲線形小節段分別劃線示意
各節段之間的預拼由整孔節段中心線向兩側依次進行。以全站儀測出的整孔節段中心線和預拼節段橫向基準線上三點坐標,計算出橫向基準線與整孔節段中心線之間實際平行間距L實際值。結合圖紙中整孔節段中心線與預拼節段橫向基準線的理論間距L理論、焊接坡口間隙g,焊接收縮量s,計算出預拼節段(鄰近基準節段的節段)余量修割線與基準節段端部的距離△L。以整孔節段中心線位置節段端口為基準,以△L為間距,劃出預拼節段臨近端口余量修割線[3]。
按上述步驟依次劃出各預拼節段靠近整孔節段中心線側余量修割線(包括相鄰孔預拼節段),如圖6所示。
(4)端口的匹配:以基準節段為中心,將其它各節段向基準節段方向移近,控制和調整各節段縱向直線度、縱向線型及距支座中心線的距離,直至滿足公差要求,并重修正節段的縱、橫向基準線。檢查和調整上翼緣板、底板、腹板、及縱向肋之間的錯邊情況,并逐一根據其位置進行編號。

圖6 節段匹配修割示意
3.1.3 節段基準線及線型控制點設置
(1)縱向基準線的設置:對于鋼槽梁節段,設置兩道或三道縱向基準線,縱向基準線平行于橋梁縱軸線,分別位于鋼槽梁中心線處以及兩側腹板與上翼緣板交界處,刻劃在上翼緣板上。
(2)橫向基準線的設置:節段橫向基準面垂直于橋梁縱軸線。一般節段的橫向基準面設置于靠近節段橫向中心的橫隔板或橫肋處。鋼槽梁節段橫向基準面與鋼槽梁上翼緣板表面交線作為節段的橫向基準線。
(3)線型控制點設置:線型控制點設置在上翼緣板表面,位于節段兩端端口線與三條或兩條縱向基準線交點。
3.2 現場安裝方法
鋼槽梁的安裝最常用的方法主要有吊裝和頂推兩種方法。
(1)鋼槽梁節段在橫向上進行劃塊體制造時,梁段塊體汽運至橋位現場后一般采用吊裝直接定位至設計位置或吊至高空支架平臺上先把梁段塊體橫向上先拼焊成一體后再頂推至設計位置,由于鋼槽梁沒有整體面板,吊裝用臨時吊點的設置非常關鍵,要根據塊體的重心,均布確定4個吊點,保證吊裝過程梁段的平衡,同時吊裝定位后,要及時根據分段的外型和重心,臨時打撐穩固后再松吊鉤,避免分段向一側發生傾覆。
(2)城市高架主線鋼槽梁分段一般采用縱向上劃分塊體制造,汽運至橋位后,現場拼裝成一定的長節段然后采用頂推安裝,由于鋼槽梁是個開口結構,整體剛度及穩定性相對與鋼箱梁節段較弱,需在箱體內部增設臨時支撐和頂推加勁,已確保頂推施工不會造成梁體的變形。
4 結語
總的來說,本文分析了鋼槽梁的優點和對在城市高架橋中應用展望,通過分析鋼槽梁的特點和施工方法及后續我國城市交通基礎設施建設情況,鋼槽梁在城市高架橋建設中必將會得到廣泛應用。在當下我們仍需要在設計、施工等方面繼續積極地進行創新,給城市橋梁建設的發展提供更加可靠的保障[4-5]。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
