高壓電氣產品鋁合金端蓋類鑄件的工藝優化
2019-06-18 08:22:46王家文程俊明李勝君趙娜娜孫曉莉張興君張笙輝
中國鑄造裝備與技術 2019年3期
王家文,程俊明,李勝君,趙娜娜,孫曉莉張興君,鄭 建 ,張笙輝,趙 洪
(1.新泰(遼寧)精密設備有限公司,遼寧營口 115009;2.遼寧忠旺集團有限公司,遼寧遼陽 111003;3.沈陽鼓風機集團有限公司,遼寧沈陽 100869)
隨著中國國民經濟的迅速發展,工業、農業和人民生活對電力需求量越來越大,對輸變電設備提出了更高的要求。對于與之配套的高壓電氣產品中的鋁合金鑄件質量要求也隨之提高[1]。本文就六氟化硫全封閉組合電器(GIS)550kV產品中使用的一種鋁合金端蓋鑄件的工藝進行研究討論。
如圖1所示為該端蓋鑄件的形狀尺寸。該鑄件的法蘭外圓尺寸為?680mm,里口直徑為550mm,高度為337mm。鑄件的厚大部位在底部小法蘭處和大法蘭處,此位置的最大截面尺寸約為40mm×45mm。鑄件材質:歐洲牌號G-AlSi10Mg,重量:43kg。設計使用壓力:0.75MPa,爆破壓力≥3.75MPa,氣密要求:在0.75MPa SF6氣體壓力下(絕對壓力),允許漏氣量不大于1μg SF6/m2s。
由圖1可以看出該鑄件結構比較簡單,很適合采用金屬型模具生產,內腔部分也可以采用金屬芯做出,因此我們的工藝方案采用金屬型、芯低壓鑄造方式生產該鑄件。最原始工藝方案是采用樹脂砂型、芯生產,生產效率低、外觀與內在質量差,環境污染,本文不作介紹。

圖1 鑄件尺寸
1 原鑄造工藝方案
1.1 方案一:金屬型、芯生產
工藝如圖2所示,采用雙升液管,這樣的好處是有利于鑄件的平穩充型和補縮。由于小法蘭與大法蘭處厚度較大,因此在小法蘭與大法蘭位置設置內澆道可以補縮這些厚大的位置。
由圖3可以看出該工藝方案熱節未完全引出,有縮松傾向,所以設計模具時在小法蘭位置增加水冷裝置,增強激冷能力,消除熱節。

圖2 工藝方案一

圖3 工藝方案一模擬示意圖
該工藝方案的優點:(1)生產效率高,原砂型生產,每天只能生產5~6件,而采用金屬型、芯低壓鑄造工藝生產后每天可以生產15~18件,生產效率大大提高;(2)鑄件表面質量好,生產的鑄件只需要打磨飛邊毛刺之后即可;(3)相比砂型的鑄造工藝方法,該方法可以節省樹脂與固化劑,節能環保。
該工藝的缺點是:(1)小法蘭部位去除澆口后仍有縮松現象,有的鑄件雖然表面看不到縮松等缺陷,但加工后有難以去除的縮松傾向。后又在鑄件與澆道之間增加縫隙澆道,縮松傾向有所改善,但并沒有根除;(2)由于采用雙升液管,每個鑄件都需要放置兩個陶瓷過濾片,造成生產成本的增加。
原因分析:雖然在法蘭厚大處設置了用于補縮的內澆道,但是由于小法蘭厚大部分在底部,充型時,大部分鋁液需經過小法蘭進入型腔,造成小法蘭對應的模具部分過熱,雖然有水冷裝置,但同時也激冷了補縮作用的內澆道,很難實現順序凝固,因此在澆注系統清理(或機加工)后仍有縮松缺陷存在。
1.2 方案二
該方案將鑄件的放置位置調轉180°采用金屬外型,樹脂砂芯如圖4所示。把小法蘭放在上面,這樣流經小法蘭的鋁液量比較少,模具溫度升高不多,所以從理論分析認為小法蘭處不會出現縮松缺陷。
由圖5可以看出,方案二要優于方案一,因此在原模具上做了一些調整后,按照工藝方案二開始生產。
此方案的缺點:(1)適合小批量生產。生產任務量大時,生產節奏較快,模具溫度不易控制,易造成鑄件厚大部位蓄熱嚴重,不易實現順序凝固,厚大部位易產生縮松缺陷,因此在采用方案二生產后小法蘭的厚大部位仍有難以去除的縮松存在,而且往往是在精加工后才能暴露出來,對生產影響較大。(2)由于內腔采用砂芯生產,內部表面比較粗糙,需要打磨處理。(3)內澆道比方案一要多且在內腔,因此清理工作量加大。(4)由于采用樹脂砂芯,因此鑄件在生產時需要投入更多的人力物力,生產成本增加,且不利于環保。

圖4 工藝方案二

圖5 工藝方案二凝固模擬示意圖
原因分析:雖然鑄件模擬符合順序凝固的原則,但是由于小法蘭與大法蘭厚大部分一部分與砂芯接觸,散熱能力較差,無法激冷厚大部分,凝固時間在152s時,厚大部分仍然有缺陷存在,在200s時,已經完全凝固,但是從顏色判斷,此兩處厚大部分的熱節沒有完全引出鑄件外,縮松傾向很大。
以上兩種方案各有利弊,從產品合格率與鑄件內部質量看,方案二優于方案一。因此,較長一段時間以來一直采用方案二生產。生產的鑄件小法蘭處有氣旋與縮松現象(這與砂芯烘烤不到位也有關),造成了該鑄件氣密檢漏合格率很低,生產效率低。隨著訂單增加產量加大,這兩個問題更加突出,廢品和返修品比例居高不下,如果繼續沿用原鑄造工藝方法生產已經無法滿足生產需求,修改工藝方案勢在必行。

圖6 工藝方案改進
2 方案優化
平穩充型以及順序凝固是鋁合金鑄造應遵循的基本原則,如何遵循這一基本原則來制定和優化工藝方案是鋁合金鑄造工作者所追求的目標。筆者經過對該件結構的認真分析,以及對低壓鑄造理論深刻理解的基礎上提出了以下方案。如圖6所示,將鑄件立式擺放,仍然采用金屬型、金屬芯低壓生產,只是模具大法蘭處增加一個后抽芯。這樣擺放鑄件的好處是將小法蘭位置抬高,在充型過程中,經過小法蘭流過的鋁液量減小,因此不會造成小法蘭對應模具位置溫度升高明顯,這樣既能保證鑄件的凝固順序還能保證在凝固過程中,小法蘭處的內澆道有足夠的壓力來補縮小法蘭。大法蘭既保證合金液平穩充型,又起到補縮通道作用。
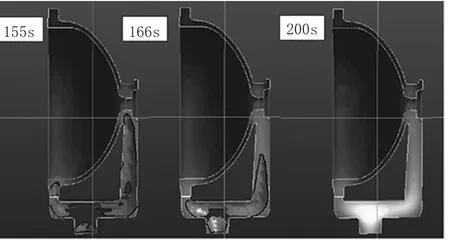
圖7 工藝方案改進后模擬示意圖
通過該方案模擬截圖可以發現小法蘭處仍有縮松傾向(如圖7所示),因此在實際生產中我們在小法蘭位置設計活塊,活塊循環使用,保證活塊溫度在200℃左右,這樣既能激冷小法蘭,還能增加模具的排氣能力。
該方案優點:(1)鑄件充型平穩;(2)符合順序凝固理論,完全避免了小法蘭厚大部分縮松問題;(3)生產效率高,工人操作方便;(4)鑄件采用金屬型、芯生產,鑄件表面光潔度較好,打磨量少。
3 生產驗證
該模具首件試制一次成功。金屬液由于在壓力下充型和結晶,實現了順序凝固和壓力補縮,因此,鑄件內部鑄造缺陷少[2]。產品經過X光實時成像無損探傷檢測,沒有任何鑄造缺陷,經過機加工后,加工面也不存在任何缺陷,經過SF6氣密嚴格檢測,完全符合圖紙設計要求。
此工藝方案比較簡單,工人操作方便,而且打磨量很少,因此外觀很漂亮,后續采用此工藝方案已經生產了800余件,其中鑄件不合格品不到10件,合格率達到了99%以上。無論是鑄造的生產效率還是外觀質量比方案一、方案二都有大幅度的提高,是比較理想的鑄造工藝方案。圖8是該端蓋剛生產完時的照片,圖9是機加后成品。
4 結論
采用優化后的金屬型低壓鑄造方式生產的鋁合金端蓋鑄件,外表美觀,內部組織致密,無夾雜、氣孔、縮松、縮孔等缺陷,質量好,工藝出品率高,生產效率高,成本低,節能環保。

圖8 工藝方案改進后的鑄件 圖9 工藝方案改進后的加工成品
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03