材料強度對爆炸焊接結合界面的影響*
2019-06-21 02:55:14曾翔宇李曉杰曹景祥王小紅閆鴻浩
爆炸與沖擊 2019年5期
關鍵詞:界面
曾翔宇,李曉杰,2,曹景祥,王小紅,閆鴻浩
(1.大連理工大學工程力學系,遼寧 大連 116024;2.大連理工大學工業裝備結構分析國家重點實驗室,遼寧 大連 116024;3.大連船舶重工集團爆炸加工研究所有限公司,遼寧 大連 116021)
爆炸焊接作為一種高效的焊接方式,廣泛運用于復合材料的加工與制作中,其鮮明的特點是焊接界面一般會形成周期性的波狀界面。關于波狀界面形成的原因形成了多種理論,至今依然沒有定論。Kowalick 等認為在爆炸焊接過程中界面的強度可以忽略并將其視為類液態界面,進而將波狀界面類比卡門渦街[1]。Bahrani 等[2]通過研究觀測認為波狀界面的形成是由于金屬射流相互侵徹形成的。另外,還有一些研究認為波狀界面的形成是由于不可壓縮流體界面流速不連續導致的Helmholtz 失穩對界面的擾動[3]。這些觀點大多將見面視為不可壓縮流體,忽視了界面材料強度對焊接效果的影響。
當爆炸焊接的碰撞速度較低時,材料強度相對于碰撞點的壓力來說不可以完全忽略,此時材料強度對界面形貌的影響較大,將其完全視為不可壓縮流體是不合適的[4-6]。但是關于材料強度對爆炸焊接效果影響并沒有進行過系統的研究。為了研究材料強度對爆炸焊接界面的影響,本文中采用不同強度的鋼材作為基板,與飛板在相同的爆炸焊接參數下進行爆炸焊接實驗。通過光學顯微鏡及掃描電子顯微鏡對試樣界面進行表征,分析實驗材料強度對爆炸焊接界面形貌的影響,并通過數值模擬技術探討實驗焊接過程中界面的力學機理,通過對結果的分析確認在爆炸焊接過程中材料強度對界面形貌以及焊接效果的影響。
1 實驗方法
為了準確分析材料強度參數對爆炸焊接的影響,需要盡量排除其他因素的干擾。本文中平行焊接布置如圖1 所示,通過一次性焊接排除了其他因素的影響。而對于鋼而言,其硬度約為抗拉強度的3 倍,所以首先通過不同的處理方法制得4 塊硬度不同的鋼塊,并在相同的爆炸焊接參數下一次性焊接。焊接前通過表面檢測其硬度及其強度見表1,σb為抗拉強度,HV為維氏硬度。鋼塊的尺寸為60 mm×40 mm×10 mm,平行放置在軟土基底上,其中40 mm的方向平行于爆轟傳播的方向。飛板采用Q235 冷軋鋼板,尺寸為40 mm×15 mm×2 mm。為實現在相同爆炸焊接參數下將4 種材料成功焊接,其碰撞速度為:

圖 1 爆炸焊接平行布置圖Fig.1 Schematic illustration of explosive welding condition


表 1 基板參數Table 1 Parameters of base plates
可得為滿足4 塊基板成功焊接,其碰撞速度v 應為700 m/s 左右。其中K 的選取由爆炸焊接材料表面的光潔度確定,HV為材料的硬度,ρ 為材料密度。采用壓導式連續探針測試方法[7]測得厚30 mm、密度0.99 g/cm3的ANFO 炸藥的爆速vd為2 311 m/s,如圖2 所示。再通過MPM 三維爆炸焊接程序編程[8]計算,可得當炸高設為6 mm、偏折角θ 為18°,此時的碰撞速度v 為744 m/s,可以滿足焊接要求。
在爆炸焊接之后,用線切割法從每一個試件的中心部位取樣,取樣尺寸為10 mm×10 mm×2 mm,并用環氧樹脂將其鑲嵌。所有的試樣先后用400、800、1 000 和1 500 目的SiC 砂紙進行分步打磨,并用W1.5 水溶性金剛石拋光膏拋光,將拋光后的試件用4%硝酸酒精進行腐蝕。最后,通過光學顯微鏡和掃描電子顯微鏡(SEM)對試樣的焊接界面形貌進行表征和觀測。

圖 2 爆速測試結果Fig.2 Experimental results of detonation velocity
2 數值模擬方法
利用AUTODYN 軟件中的光滑粒子動力學方法(SPH)對爆炸焊接過程進行了模擬。爆炸焊接的模擬模型如圖3 所示,根據實驗數據,在數值模擬的模型中,將飛板旋轉18°并施加744 m/s 的碰撞速度v。其中,飛板與基板的內側焊接面0.5 mm 厚的位置采用SPH 粒子加密處理來滿足形成射流所需的網格精度,飛板上半部分采用稀疏的粒子填充,基板的下半部分使用拉格朗日網格,并分別將兩部分連接起來形成整體。材料的本構方程采用JC(Johnson Cook)方程,其中飛板材料Q235 的參數分別為:剪切強度77.3 GPa,屈服強度0.325 GPa,硬度0.220 GPa,硬化指數0.16,應變率常數0.015,熱軟化指數1.03,熔化溫度1 795 K,參考應變速率1.16 s-1。而由于材料的硬度與強度具有大致趨向性對應關系,所以根據材料硬度對應調整模擬材料強度參數,并選用4 塊強度各異的鋼塊作為基板的模型。

圖 3 爆炸焊接數值模擬模型Fig.3 Model of explosive welding in simulation
3 結果與討論
根據不可壓縮流體模型可知,碰撞點處的動壓可以根據伯努利方程計算:

在平行焊接情況下,vf=v,計算可得碰撞點動壓力p 約為20 GPa。其中飛板密度ρf為7.85 g/cm3,vf為飛板對碰撞點的流動速度。繼而,得到各組試樣碰撞點動壓與基板強度的比值,基板1~4 的分別為56、22、13 和7.7。
3.1 界面微觀形貌觀測
不同強度的焊接材料其界面形貌和焊合品質具有很大的差異,這種差異在采用相同的爆炸焊接參數的情況下更加清晰。焊接試樣在光學顯微鏡下的界面形貌如圖4 所示,4 組試樣的界面都不同程度地出現了典型的波狀界面,但是由于基板試塊的強度不同,可以發現彼此間界面的形貌和界面參數的差異十分明顯。界面波的幅值和波長可以用來確定焊接材料在焊接瞬間的應變程度和受力狀況,根據測量4 組試樣的界面波尺寸,其幅值與波長關系見表2。

圖 4 不同強度基板焊接試樣界面Fig.4 Comparison of interfacial morphologies among different specimens
基板1 的界面形成了連續的熔化層(見圖4(a)),冷凝后形成連續的鑄造組織如圖5 所示,無法準確測量界面波的幅值與波長。由此可知當較大時,界面產生較大的塑性應變及熱量,導致了大范圍的熔化現象,此時可以將界面視為不可壓縮流體。在這種情況下,材料強度對焊接效果的影響可以忽略不計。

表 2 各焊接試樣界面波參數Table 2 Interface wave parameters of different welding specimens
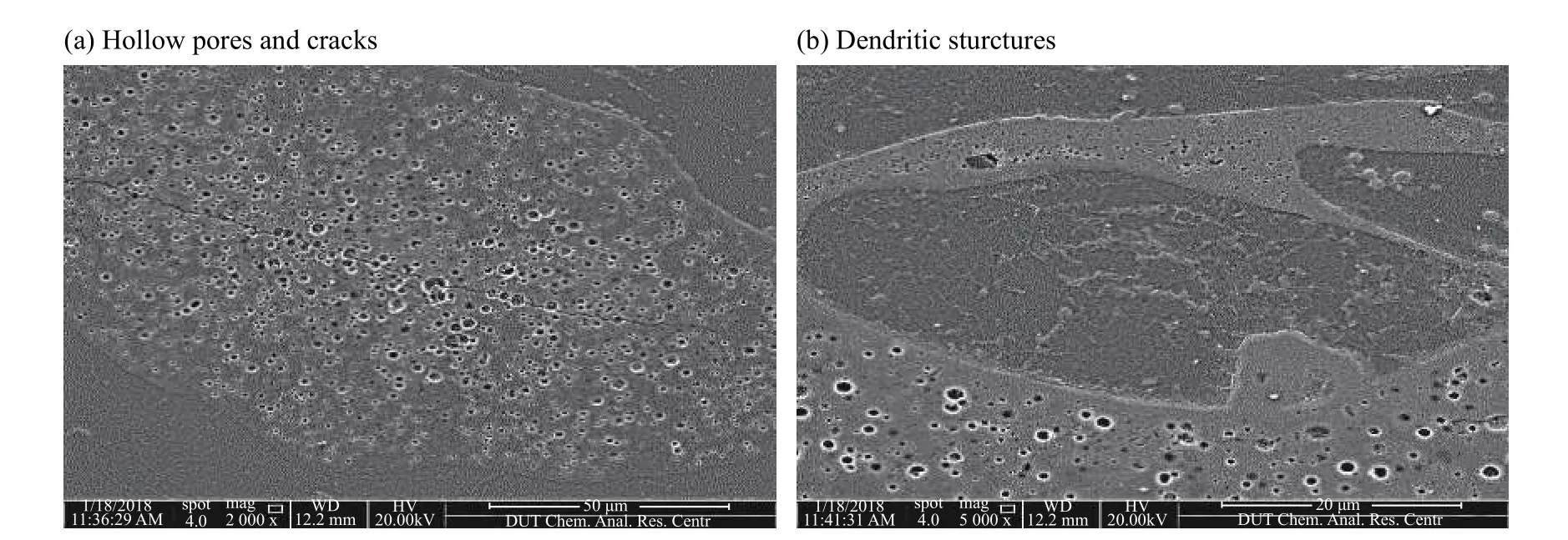
圖 5 基板1 界面鑄造組織的SEM 圖Fig.5 SEM images of specimen 1
隨著基板材料強度上升至895 MPa,界面的過熔現象明顯緩解,通過局部放大(見圖4(b))發現,此時只有在基板的波峰處有少量類似基板1 的鑄造組織。出現了明顯的波狀界面,此時的界面變形較大。波狀界面結合區的晶粒在界面波的卷曲作用下有明顯的拉長效果。而在界面材料高速的卷曲作用下,部分界面金屬形成的射流未能脫離而被卷入界面波的渦旋中形成了少量的鑄造組織(見圖4(b))。這些殘留物質降低了界面射流對接觸界面的清潔作用,并將一定程度上影響界面的結合強度。
對于基板3,由于材料強度的上升界面趨于平穩的周期性波狀界面。界面波的波峰端局部受剪而形成孤島區,并與基板之間被一條連續的白亮帶分離,被分離的孤島并未遠離基板而是緊貼在基板的上端。此時界面并無鑄造組織形成,而且波狀界面的波長達到最大值567.5 μm,此后隨著基板強度的繼續上升,界面波長出現了下降趨勢。這表明,基板強度對波狀界面的形成產生了抑制作用,此時材料強度不可忽視,界面的形成已經與不可壓縮流體有明顯的區別。
對于基板4,由于基板強度最大,界面趨于平直,和界面呈約45°夾角的剪切帶密布在波狀界面上,并且當界面波45°切線與剪切帶平行時,界面所受剪切應力達到最大值,裂隙多出現于此[9]。
3.2 數值模擬結果
4 組實驗的數值模擬形貌如圖6 所示,對比在光學顯微鏡下的結果(見圖4)可知,數值模擬的界面形貌雖然與實驗結果存在著一定的差別,但是其波狀界面隨著強度的上升同樣趨于平直,其界面參數的變化趨勢與實驗結果較為接近。所以,數值模擬結果可以用來定性地分析材料強度變化對焊接效果的影響。
圖7 為4 組試樣的溫度分布云圖,試樣在界面處都出現了熔化現象,但是各自的溫度分布差異很大。相比其他試樣,試樣1 在界面區形成了較寬的熔化帶和高溫區域,這與圖4(a)相符。由于飛板的高速碰撞產生了大量的熱能,導致界面處出現了明顯的熔化現象,并且這種熱量的產生隨著材料強度的下降而增多。
當基板強度升高后界面的熔化帶明顯變窄,熔化物質連同殘余射流大多聚集在位于波峰處的渦旋中,如圖7(b)~(c)所示。在基板的板體中會形成一些高溫帶(見圖7(c)~(d)),這些高溫帶溫度雖然沒有達到材料的熔化溫度,但是其溫度明顯高于其兩側材料的溫度。這些高溫帶出現的位置與圖4(c)~(d)中剪切帶出現的位置相同。這說明,在這些位置形成了大量的塑性應變,并導致了這些位置的溫度上升出現了熱軟化的現象,最終形成了剪切帶[10-11]。

圖 6 數值模擬界面形貌Fig.6 Numerical simulation interface morphology

圖 7 界面溫度分布Fig.7 Temperature distributions at interfaces
剪切帶大多出現在基板強度較高的試樣中,這是由于在相同的焊接條件下,材料強度越高碰撞點動壓與基板強度的比值越低,此時不能將界面僅視為不可壓縮流體而忽略材料強度的作用。當材料未出現完全熔化而失去強度時,界面由塑性應變導致的溫度變化為:


基板受到飛板沖擊后在材料強度的作用下 dσ /dε>0,此時剪切帶處由于受到塑性應變的作用,導致溫度加速上升出現了熱軟化效果。而高強度材料其溫度加速上升段較長,將更快地出現熱失穩現象,受碰撞點高速斜碰撞產生的動壓影響最終形成了剪切帶。而強度較低的材料雖然塑性應變及其產生的熱量較大,但是溫度上升較慢,此時稀疏的應力波難以形成剪切帶。
4 結 論
通過實驗與數值模擬相結合的方式,對不同強度的材料在相同爆炸焊接參數下的爆炸焊接結果做出了分析研究,得到了材料強度對爆炸焊接的影響結論。
(1)當碰撞點動壓與爆炸焊接材料強度的比值較高時,可以將界面視為不可壓縮流體進行分析,而當碰撞點動壓與爆炸焊接材料強度的比值較低時,材料強度對焊接效果影響較大,不可以忽略材料強度而將界面視為不可壓縮流體。
(2)當碰撞點動壓與爆炸焊接材料強度的比值較高時界面形成連續熔化帶,冷卻后形成鑄造組織影響焊接強度。
(3)當碰撞點動壓與爆炸焊接材料強度的比值較低時,界面塑性應變受強度抑制。界面溫度上升較快出現熱軟化現象,并在碰撞點沖擊形成的高壓作用下,界面將形成大量的剪切帶甚至裂縫。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04