鋁合金輪轂樣件的數控銑削表面質量研究
2019-06-21 07:13:42韋江波
裝備制造技術 2019年4期
韋江波
(柳州職業技術學院,廣西 柳州545006)
0 前言
鋁合金在當前社會的適用越趨廣泛,其特征在于鋁合金材質本身具有質量輕、耐腐蝕、耐持久性等諸多優點。特別是最近國家出臺的節能減排等一系列措施,要求汽車行業必須減輕車身重量,以達到降低汽車排放和提高新能源汽車續航的能力[1]。“十三五”廣西科技計劃項目將鋁冶金生產新工藝新方法列入其申報指南,可見其研究的重要性。
汽車鋁合金輪轂通常采用A356型號的鋁合金,和市面上的普通鋁合金有一些不同,因為鋁合金輪轂要承受汽車在行駛過程中的扭轉力,同時要承受汽車載重力,所以汽車的鋁合金輪轂必須添加一些稀土元素材料混合鑄造,才能達到上述性能[2]。由于添加了稀土元素,鋁合金本身的硬度等發生了改變,因此加工時會出現粘刀、熱漲、表面刮痕等現象,如何選用合適的刀具材料、加工參數等方法完成鋁合金輪轂的加工,是本課題主要解決這些問題的內容。同時也為相關(飛機、輪船、汽車等)鋁合金的加工技術提供參考的數據[3]。
1 A356鋁合金加工性能分析
鋁合金經過添加了稀土元素后,其性能有了很大程度的提高,和市面上普通的鋁合金有著本質上的不同。但其本身材質還是以鋁為主,因此在零件的加工上還是有明顯區別:
(1)鋁合金的導熱性高,在加工過程中,由于鋁容易產生彈性變形,刀具的后刀面與零件之間接觸面積大,產生劇烈摩擦而引起振動,因此不容易獲得加工精度和表面粗糙度。
(2)鋁合金在加工時容易產生熱膨脹,膨脹系數要比鋼材料大2倍以上,在切削時,由于鋁材料本身的導熱性能好,切削后已加工表面冷卻不到位的地方會產生較大的熱漲變形,高速加工時尤為明顯,當加工完后冷卻后產生收縮,很難控制尺寸精度。此外,鋁合金熔點低,在高溫高壓下,切屑和前刀面摩擦會產生積屑瘤。
(3)粗加工時,可轉位刀片刀刃通常比較頓,在切削時由于吃刀量比較大,被加工表面切削后,由于擠壓,會帶走相鄰表面的材料,因此會出現過切現象。鋁合金的熔點低,粗加工產生的熱量還會造成粘刀現象。
鋁合金加工所使用的刀具及新技術:現代向高效、高速加工技術的發展,對刀具的材料及使用有著極高的要求,而在添加稀土后的高性能鋁合金輪轂的加工中通常情況下不使用高速鋼刀具,特別是在高速加工的情況下,無法得到很好的表面粗糙度和尺寸精度。目前適合鋁合金高速加工的刀具材料有陶瓷、硬質合金、金剛石等材料,本文將采用市面上使用較多的硬質合金刀具作為鋁合金輪轂加工主要研究的對象。
2 數控切削實施的方式
切削工件材料:A356鋁合金樣件,工件尺寸直徑為70 mm,高度為60 mm。檢測要求:通過樣板對比檢測被加工表面的表面粗糙度Ra,機床為KDX650L;刀具為硬質合金平底銑刀,型號為D1-D20;刀桿尺寸為φ10.0*25*75L-3T。
根據切削參數計算公式:
2.1 粗銑
根據以上述的數據和機床轉速、切削速度計算得出粗加工轉速與切削速度,從機床主軸箱標牌查得機床轉速的取值,得出以下各個工步的轉速與切削速度的數據,如下表1所列。

表1 刀具粗加工參數表
參照國內表面粗糙度車削模板進行參考如圖1所示。

圖1 表面粗糙度樣板
在數控銑床上加工完成后,通過對加工表面的質量進行200倍率的放大,并觀察表面粗糙度模板和加工后的A356鋁合金樣件情況進行比對分析(見圖 2)。
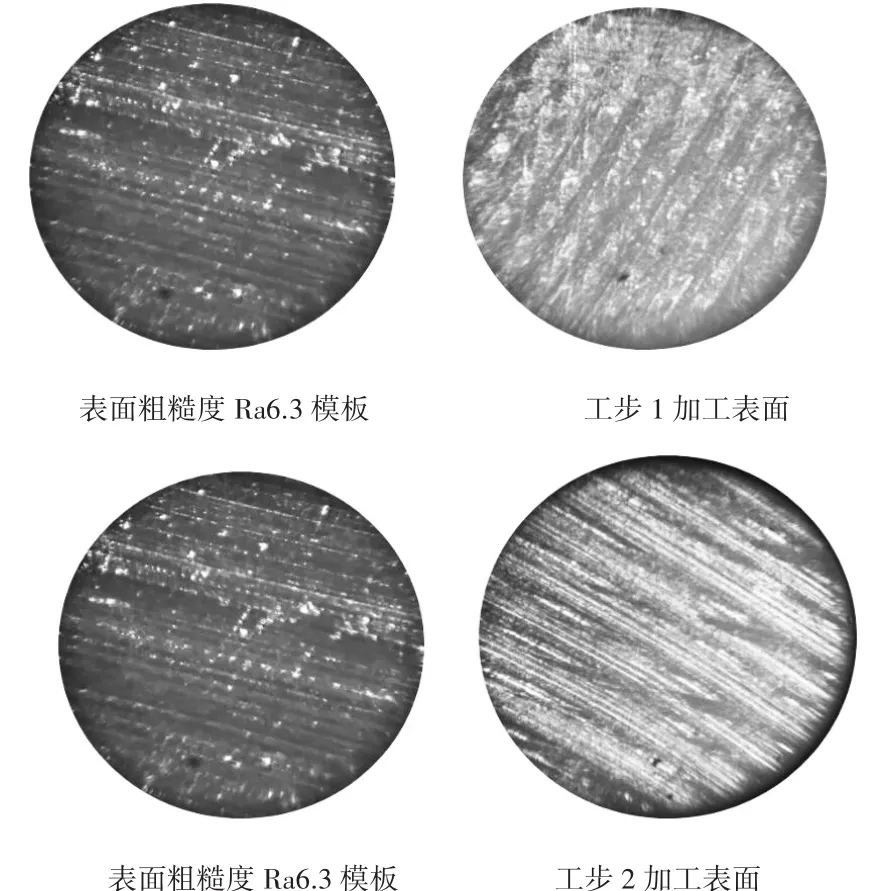
圖2 粗加工表面質量對比
2.2 精銑
結合數控銑床的性能,根據公式近似算出機床轉速、切削速度,根據經驗值分別給出兩種常用的精加工切削速度參數,每層的切削深度為0.2 mm,主軸轉速為5 000 r/min,分別給兩組切削速度數據進行加工分析,如表2所示。

表2 刀具精加工參數表
實驗結果如圖3所示,刀具為硬質合金平底銑刀 D1-D20,轉速為 5 000(r/min);表面質量,紋路較好,表面質量到達Ra6.3,微見刀痕,加工時間8 s,每次切削厚度為0.2 mm,表面裂紋減少,無裂痕。無鱗刺和有凹槽,刀尖沒有切屑瘤,效率值提高。如果205/55R16輪轂尺寸,銑削每次大概需要70 s時間。
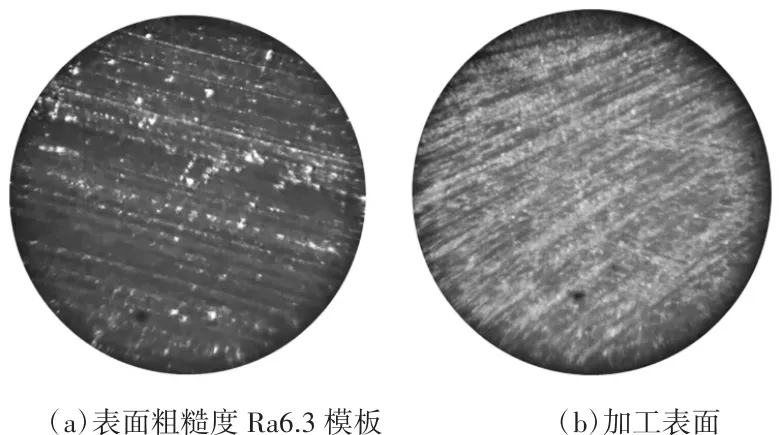
圖3 精加工一表面情況
層的切削深度為0.1 mm,主軸轉速為6500 r/min,分別給兩組切削速度數據進行加工分析,如表3所示。

表3 精加工參數2
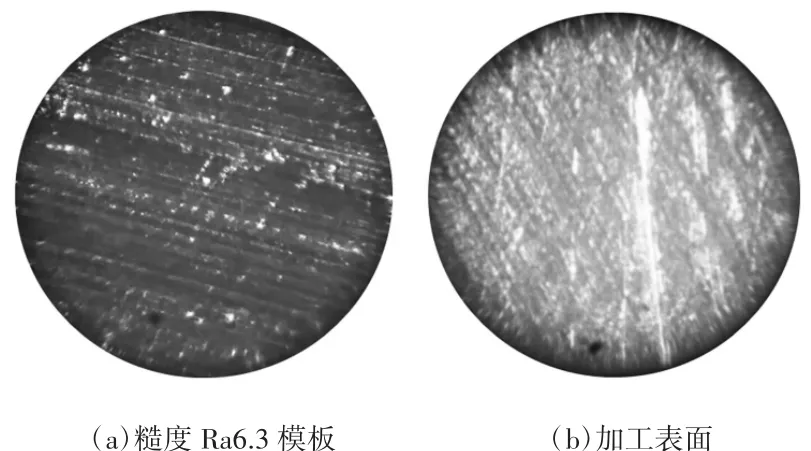
圖4 精加工二表面情況
實驗結果如圖4所示,刀具為鎢鋼平底銑刀D1-D20,轉速為 6 500(r/min);表面質量,中間部分紋路,有裂痕出現。表面質量與國標表面粗糙度相比無法到達Ra6.3微見刀痕,效率值一般,表面質量一般。加工時間14 s,每次切削厚度為0.1 mm,表面有裂紋出現,有鱗刺和有凹槽,刀尖有切屑瘤等等。如果205/55R16輪轂尺寸,銑削每次大概需要140 s時間。
3 結束語
綜上所述,通過修改切削參數,在硬質合金刀具加工時,可得出不同的加工結果,并對加工的結果進行分析和優化,能進一步提高材料的表面質量和尺寸精度,避免加工后存在裂紋、積屑瘤等缺陷的產生,是汽車鋁合金輪轂制造過程中迫切需要解決的問題。也是提倡自主創新與轉型升級以增強廣西企業核心競爭力的背景下,為汽車鋁合金輪轂的加工提供參考的依據,符合技術發展趨勢與市場需求,其研究成果為新能源汽車、動車等相關鋁合金加工應用方面也具有較大的參考價值。