基于PLC及觸摸屏技術(shù)在不銹鋼管整形去毛刺設(shè)備中的應(yīng)用
2019-06-21 07:44:40廖達(dá)檳曾桂明陳思義陳東圳彭一航
產(chǎn)業(yè)與科技論壇 2019年10期
□廖達(dá)檳 曾桂明 陳思義 陳東圳 彭一航
面對(duì)不銹鋼管原有的包裝工序自動(dòng)化程度低和占用大量生產(chǎn)工人的現(xiàn)狀,當(dāng)前的不銹鋼管包裝行業(yè)迫切需求實(shí)現(xiàn)自動(dòng)化和智能化。本文設(shè)計(jì)的整形去毛刺設(shè)備作為不銹鋼管自動(dòng)包裝生產(chǎn)線(xiàn)的第一道工序。最能反映不銹鋼管的包裝生產(chǎn)效率和產(chǎn)品質(zhì)量指標(biāo)。隨著現(xiàn)代科技的不斷進(jìn)步和勞動(dòng)力成本的不斷提高,自動(dòng)化生產(chǎn)的發(fā)展水平逐漸成為決定企業(yè)是否能在競(jìng)爭(zhēng)中取勝的關(guān)鍵因素之一。自動(dòng)整形去毛刺設(shè)備的研發(fā)設(shè)計(jì),取代了現(xiàn)有傳統(tǒng)人工操作模式,在降低生產(chǎn)成本的同時(shí),大大提高企業(yè)的生產(chǎn)效率。本文設(shè)備控制系統(tǒng)方面,采用了PLC技術(shù)和觸摸屏技術(shù),實(shí)現(xiàn)設(shè)備的自動(dòng)化加工和運(yùn)行狀態(tài)監(jiān)控[1~2]。
一、設(shè)備組成與原理
(一)設(shè)備的基本組成。本文設(shè)計(jì)的一種不銹鋼管整形去毛刺加工設(shè)備,其結(jié)構(gòu)主體主要包括物料輸送裝置、壓緊去毛刺輸送裝置、整形裝置、抬升裝置、定距分層裝置、夾緊輸送裝置和物料移出裝置。如圖1所示。
輸送裝置主要由TN系列氣缸、傳送帶、同步輪等零件組成。其主要功能是將雜亂的產(chǎn)品經(jīng)拍齊后輸送到下一工位。
壓緊去毛刺輸送裝置主要由SC系列氣缸、微型電機(jī)、傳送帶、同步輪、機(jī)架等零部件組成。主要完成將產(chǎn)品壓緊傳送,傳送過(guò)程中,經(jīng)旋轉(zhuǎn)電機(jī)上的打磨頭,完成去毛刺任務(wù)。
整形裝置主要由SC系列氣缸、TN系列氣缸、整形頭、伺服電機(jī)、整形儲(chǔ)料槽、橡膠墊板、斜滑板、直線(xiàn)滑軌等零部件組成。主要完成的功能:一是將去毛刺后的產(chǎn)品經(jīng)斜滑板滑入出料槽,總設(shè)10個(gè)儲(chǔ)料槽,每個(gè)儲(chǔ)料槽的移動(dòng)位置通過(guò)伺服電機(jī)帶動(dòng)實(shí)現(xiàn)精確定位;二是產(chǎn)品滑入儲(chǔ)料槽后,經(jīng)兩端的整形機(jī)構(gòu)完成整形工作。
抬升裝置主要由SC系列氣缸、推板等組成,主要作用將儲(chǔ)料槽中已經(jīng)加工完成的不銹鋼管推出儲(chǔ)料槽。
定距分層裝置主要由伺服電機(jī)、直線(xiàn)滑軌、齒輪齒條、TCL系列氣缸等零件做成。主要作用是間隔性等距抬升物料。
夾緊輸送裝置主要有SC系列氣缸、傳送帶、TCL系列氣缸、橡膠墊、直線(xiàn)滑軌等零件組成。主要作用是將2~3層的不銹鋼管夾緊后抬起輸送到下一工位。
移出裝置主要由傳送帶、同步輪、機(jī)架等組成。主要作用是將產(chǎn)品移出整個(gè)設(shè)備的工作區(qū)域,輸送到下一工序。
(二)設(shè)備生產(chǎn)技術(shù)指標(biāo)。本文研發(fā)的不銹鋼管整形去毛刺設(shè)備可以完成100-200根/分鐘的工作量。根據(jù)不銹鋼管不同規(guī)格尺寸的要求,加工區(qū)域的寬度需做成可調(diào)。利用本項(xiàng)目的成果,縮短產(chǎn)品的整形去毛刺時(shí)間60%以上,為企業(yè)節(jié)約人工費(fèi)75%以上,產(chǎn)品的制造成本減少40%-60%。
(三)工作原理。整個(gè)設(shè)備采用PLC控制技術(shù)和觸摸屏技術(shù),設(shè)計(jì)工作流程如圖2所示。
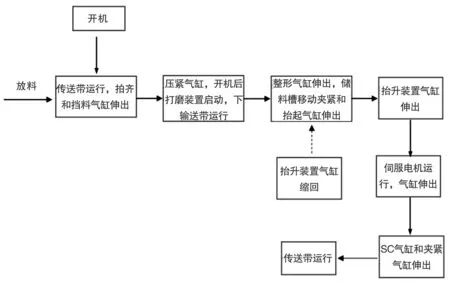
圖2 設(shè)備單次加工工藝流程圖
系統(tǒng)啟動(dòng)前,先按“復(fù)位”按鈕,待所有機(jī)構(gòu)回至原位,按下“啟動(dòng)”按鈕,傳送裝置傳送帶在電機(jī)的帶動(dòng)下運(yùn)轉(zhuǎn),PLC控制擋料氣缸抬起,將產(chǎn)品平放在傳送帶上,當(dāng)運(yùn)送的產(chǎn)品達(dá)到一定量后,兩側(cè)的氣缸動(dòng)作將產(chǎn)品拍齊;擋料氣缸縮回,傳送帶繼續(xù)傳送物料到夾緊去毛刺輸送裝置,壓料傳送裝置在氣缸的作用下下行,壓住產(chǎn)品,同時(shí)電機(jī)帶動(dòng)傳送帶旋轉(zhuǎn),同下方傳送帶一起輸送產(chǎn)品,輸送過(guò)程中,經(jīng)一直旋轉(zhuǎn)的去毛刺裝置;完成去毛刺的不銹鋼管在慣性和自身重力的作用下,經(jīng)滑板下滑到整形儲(chǔ)料槽中,當(dāng)感應(yīng)到有料后,整形機(jī)構(gòu)開(kāi)始動(dòng)作;整形完一個(gè)槽位后儲(chǔ)料槽架在伺服電機(jī)的驅(qū)動(dòng)下前移一定的距離,到位后,不銹鋼管繼續(xù)下滑,進(jìn)入下一次整形;待完成10次整形后,驅(qū)動(dòng)抬升裝置將產(chǎn)品抬起脫離出儲(chǔ)料槽,檢測(cè)到無(wú)料后,儲(chǔ)料槽快速后移,進(jìn)入下一次的整形工藝流程;同時(shí)在定距分層裝置的作用,PLC控制伺服電機(jī)每次上移一定距離;夾緊輸送裝置夾緊物料的兩端,抬起脫離導(dǎo)向槽架后,在皮帶的帶動(dòng)下,將產(chǎn)品送到移出裝置上,由移出裝置將物料輸送到下一工序,即完成了一個(gè)流程。
(四)設(shè)備技術(shù)要求。根據(jù)產(chǎn)品的生產(chǎn)要求,設(shè)計(jì)的設(shè)備要求生產(chǎn)過(guò)程中要突出以下技術(shù)要點(diǎn):第一,一臺(tái)設(shè)備,通過(guò)調(diào)節(jié)相應(yīng)的機(jī)構(gòu),可滿(mǎn)足不同規(guī)格尺寸的不銹鋼管的生產(chǎn);第二,采用可靠的定位機(jī)構(gòu),保證生產(chǎn)質(zhì)量和設(shè)備運(yùn)行的穩(wěn)定性;第三,加工精度高,穩(wěn)定性好。儲(chǔ)料輸送裝置及定距分層裝置均采用了伺服控制系統(tǒng);第四,設(shè)計(jì)生產(chǎn)效率高,每分鐘可完成100根以上的產(chǎn)品數(shù)量;第五,采用PLC和觸摸屏技術(shù),實(shí)現(xiàn)設(shè)備運(yùn)行的可視化監(jiān)控和操作。
二、控制系統(tǒng)的設(shè)計(jì)
結(jié)合企業(yè)生產(chǎn)的實(shí)際控制要求,設(shè)備控制系統(tǒng)的控制單元模塊選用西門(mén)子CPU314C-2PN/DP作為控制器。人機(jī)界面選用能夠理想生動(dòng)地顯示PLC、PC機(jī)上數(shù)據(jù)信息TP177B系列觸摸屏,并支持與大多數(shù)的PLC直接通信[3~5]。PLC與上位機(jī)之間采用的是以太網(wǎng)通信協(xié)議,伺服電機(jī)采用AS1系列交流伺服電機(jī),采取PROFIBUS或以太網(wǎng)與PLC通訊。
(一)PLC的I/O分配與參數(shù)配置。
1.PLC的I/O地址分配[6]。根據(jù)整形去毛刺的動(dòng)作工藝流程和PLC控制系統(tǒng)的控制要求,進(jìn)行PLC的I/O地址分配。其中輸入信號(hào)主要包括啟動(dòng)、停止、急停、復(fù)位、傳感器信號(hào),輸出主要包括各工位氣缸電磁閥、交流異步電機(jī)交流伺服電機(jī)。
2.PLC參數(shù)配置。根據(jù)現(xiàn)場(chǎng)設(shè)備調(diào)試和設(shè)備動(dòng)作要求,共設(shè)計(jì)需要15個(gè)輸入點(diǎn),30個(gè)輸出點(diǎn),選用西門(mén)子PLC可以滿(mǎn)足使用,根據(jù)需要的I/O配置,預(yù)留20%的I/O余量。
(二)觸摸屏模塊。選用的觸摸屏是西門(mén)子公司的TP177B系列。通過(guò)設(shè)置“復(fù)位”、“啟動(dòng)”、“停止”按鈕,用于代替實(shí)體按鍵,并可對(duì)整形去毛刺的物料個(gè)數(shù)進(jìn)行統(tǒng)計(jì)。如圖3所示。
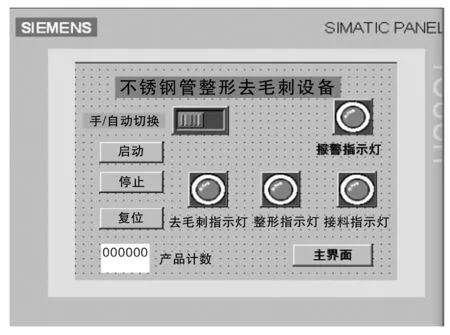
圖3 觸摸屏控制界面
(三)PLC程序設(shè)計(jì)。本項(xiàng)目選用的是西門(mén)子系列PLC,采用的編程軟件為Step7中文界面編程軟件,結(jié)合設(shè)備的生產(chǎn)工藝流程進(jìn)行各個(gè)模塊單元的程序設(shè)計(jì),運(yùn)用功能FC和功能塊FB,進(jìn)行結(jié)構(gòu)化編程設(shè)計(jì)。在本系統(tǒng)中,PLC控制程序由系統(tǒng)啟動(dòng)、系統(tǒng)運(yùn)行、系統(tǒng)故障報(bào)警、自動(dòng)復(fù)位、緊急停止、各裝置單元等控制模塊。
三、結(jié)語(yǔ)
本文研究的生產(chǎn)設(shè)備,主要完成整形和去毛刺工作,即能實(shí)現(xiàn)快速自動(dòng)整形去毛刺,提高生產(chǎn)效率,大大減少生產(chǎn)成本的投入,大大降低工人的勞動(dòng)強(qiáng)度,具有顯著的經(jīng)濟(jì)和實(shí)際應(yīng)用價(jià)值。同時(shí)本設(shè)備控制系統(tǒng)采用了西門(mén)子PLC技術(shù)和觸摸屏技術(shù),實(shí)現(xiàn)不銹鋼管的整形去毛刺設(shè)備的可視化操作和監(jiān)視。實(shí)踐表明,該自動(dòng)控制系統(tǒng)運(yùn)行可靠,滿(mǎn)足設(shè)備的技術(shù)指標(biāo)要求。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
Coco薇(2015年1期)2015-08-13 02:23:50
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14
