自動換卷機構的方案選擇與設計
2019-06-24 12:28:34
制造業自動化 2019年2期
(集美大學 輪機工程學院,廈門 361021)
0 引言
隨著二胎放開,新生兒數量增加,以及老齡化進程加速,我國對成人和兒童紙尿褲需求量日益增大[1,2],導致近年來紙尿褲設備的生產廠家急劇增加,尤其泉州地區。由于起步晚,研發投入不足,與國外的生產線廠家如日本的瑞光公司、意大利的吉地美公司有較大的距離。
不停機自動換卷是紙尿褲生產線的核心技術之一[3]。每條紙尿褲生產線上布設多達6組以上的自動放卷單元[4~6],每組放卷單元有一套自動換卷機構。各放卷單元的物料卷幅面寬度不一致,壓、切、接合機構大小甚至形狀也不一致,屬于非標類單件生產型式,造價高,寬幅面換卷時間長。本文提出了兩個新的方案,與目前使用的方案進行分析比較,針對不同材質和幅面,選擇合理的自動換卷方案并進行設計。
1 自動放卷的作用和性能要求
造紙、衛品、印刷包裝等行業設備要實現連續不停機生產,自動換卷機構是必不可少的[7~10]。目前紙尿褲生產線速度大都超過250m/min,這就要求換卷速度要快。圖1是自動放卷示意圖,物料卷A、卷B均拉到自動放卷機構中。若A卷運行,則物料卷B的頭部拉到接合部對應的地方,并在物料卷B的頭上貼著雙面不干膠。料卷A用完,啟動控制裝置,壓住物料A,接合氣缸伸出接合料A、B,切斷A,料卷B切入運行。圖中的儲料架,主要用途是保證換卷時輸送輥連續不停機向生產線供料。

圖1 自動換卷示意圖
換卷要求是快速、可靠,料尾浪費盡量少。由于機械運動時差,從控制命令發出到執行完命令,需要一定的時間,一般超過0.3s,對于速度為600片/min拉拉褲(合作廠家生產的XXL碼,每條長0.53m左右,0.53×10×0.3=1.59m),則換卷過程中儲料架料長縮短了1.59m以上。對于幅面寬度超過500mm的料卷,直接采用現有的剪刀式兩切刀對切,0.3s時間是難以保證的,必須把儲料架做大。恒張力控制是紙尿褲、造紙、印刷等工業領域的基本要求[11~13],換卷過程快速性差,增大了恒張力控制的難度。
2 現有的自動換卷機構
圖2是目前紙尿褲生產線上常用的自動換卷機構。采用5個氣缸實現壓料、接合、切斷。切斷采用剪刀式結構,上、下刀有一小角度,下刀不動,上刀由氣缸推動往下運行,要求上、下刀兩刀面緊貼,有縫隙會產生無紡布擠在兩刀之間未切斷。對刀的加工和裝配有較高的要求。

圖2 全氣缸式換卷方案
對于寬幅面的物料,這種方案難以做到。目前采用無桿氣缸拉著刀片進行切割寬幅面物料,無桿缸的價格昂貴。在成人紙尿褲或經期褲生產線上,有幅面達到1m左右,普通1m行程的無杠缸,實際推力20kg左右的SMC MY 1B32-1000的報價3500元以上,一臺自動換卷機構,需要2個長行程的無桿缸,造價昂貴。即使使用昂貴的高速的無杠缸,切割時間也達到秒級,儲料架必須做大,增強儲料功能。
3 新型的自動換卷機構
3.1 氣缸加電機式自動換卷機構
圖3是氣缸加電機式自動換卷結構,壓料、接合仍采用氣缸,切斷采用15W的交流電機或直流電機作為動力,電機正/反轉拖動固定在同步帶上的刀片機構前/后運動,切斷壓住的無紡布。這種結構造價較無桿缸便宜得多,且速度可以根據需要改變。電機拖動的刀片可以采用現成的筆紙刀片,刀片成本低廉,切斷可靠。缺陷是結構復雜一些,必須在兩頭布上光耦檢測刀片到位與否。速度過快,還有一定的過沖,必須把光耦擋片做長點。
與上述方案相比,電控的輸入點數增加4個(料A、料B切刀運行的限位光耦),增加輸出點2個(2個電機正反轉,需要4個輸入點進行控制,上述方案只需要用2路控制兩個切刀氣缸)。窄幅面(寬度≤200mm)的自動換卷機構,氣缸剪刀式的切斷機構加工裝配要求不是很苛刻,氣缸加電機式的自動換卷機構沒有成本和可靠性方面優勢。對于大于500mm幅寬的自動換卷機構,優勢是明顯的。
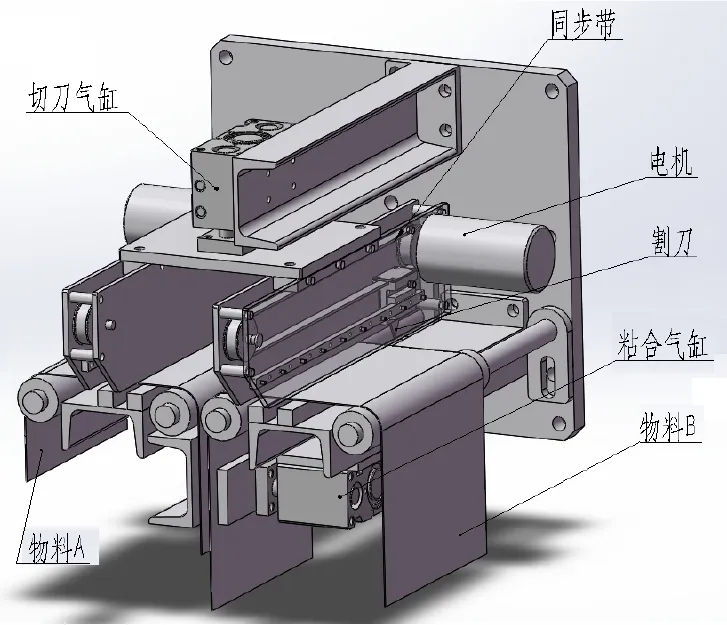
圖3 氣缸加電機式換卷方案
3.2 氣缸加熱切式自動換卷機構
圖4是氣缸加熱切式的自動換卷方案。由氣缸推動的上壓塊上布設著φ1.0的圓的鎳鎘絲,通入AC24V交流電加熱切斷無紡布,結構簡單可靠,解決了剪刀式無紡布擠入刀縫的問題。壓住無紡布氣缸動作之前即可加熱,壓住無紡布的同時也切斷無紡布,實現壓住、接合、切斷同時動作,換卷速度最快。
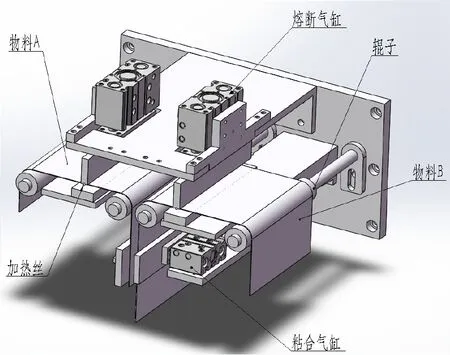
圖4 氣缸加熱切式換卷方案
熱切方式機構最為簡單,但切斷處有受熱糾縮的問題。在紙尿褲生產中,不管是熱切,還是刀切,都要把接合處的這一條褲子剔除成廢品,糾縮是沒有關系的。為了實現快速切斷,變壓器功率要超過1kVA。料卷A/B可用同一變壓器,節約成本。用同一變壓器,副邊根據需要接通相應的料卷A/B切斷加熱絲。由于副邊電流太大,控制時應注意控制方法。圖5是加熱切斷控制原理圖,繼電器采用宏發HF152F,觸頭電流20A,接通時先接通副邊的電路,然后接通原邊;斷開時先斷開原邊,再斷開副邊回路,防止繼電器閉合或斷開時,副邊大電流拉弧燒蝕銀觸頭。采用這種方法進行控制,通過30多個小時試驗(每隔2s加熱絲通電200ms),試驗結果是切斷快速可靠,實驗后副邊繼電器外殼剝開,銀觸頭沒有任何燒蝕的跡象。
1kVA的變壓器的價位較切刀氣缸(以亞德客或怡和達為準)低,且結構簡單。對于大幅面采用無杠缸的結構,價格便宜得多,且速度快。無紡布、POF膜、PE膜等石油產品加熱切斷方法是可行的,但對于棉花或者紙等,切斷難,是不適合的。
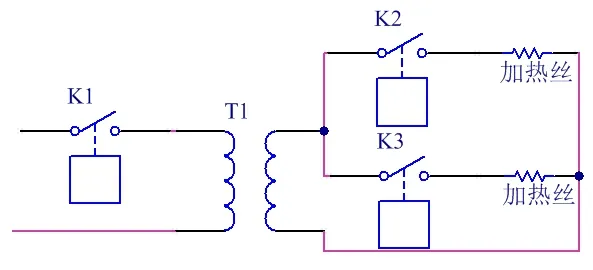
圖5 加熱切斷控制原理圖
4 實例
泉州合作廠家生產的二片式拉拉褲上,共有9組放卷單元,根據各單元物料卷幅寬和材質(如表1所示),選擇相應的自動換卷方案。

表1 方案選擇
實際設計時,內外層無紡布和兩側無紡布放卷單元采用方案3,其余依照廠家的習慣,選用方案1,即原來廠家采用的方案。方案1作了一些修改,采用同一氣缸壓住物料A、B的方式,即方式2的壓料模式。按照上述原則設計的機構,在實際的二片式拉拉褲上生產,效果良好,穩定可靠。寬幅面的自動換卷單元,成本僅為原來的60%左右,換卷速度得到較大的提高,儲料架與窄幅面的相似,較原先簡單的多。
5 結論
針對衛生用品生產線上的放卷單元較多,各單元物料卷幅面和材質的不同,提出了三種設計方案。建議幅面小于250mm的物料卷,采用氣缸式或氣缸加電機式的方案。幅面大于250mm的無紡布、POF膜等石油類的產品,采用氣缸加熱切式的方案。幅面大于250mm的紙類、棉布類,應采用氣缸加電機式的方案。這種方案選擇方式已作為泉州合作廠家的自動換卷單元的設計規則,在后續的二片式、三片式、環腰褲等上面應用,效果佳,換卷速度快,料尾損耗少,得到廠家的認可,具有較高推廣應用價值。
