鏜床平旋盤加工管線壓縮機風筒法蘭水紋線方法研究
2019-06-24 06:23:22白俊峰張原平蘭喜東張逢陽
科技創新與應用 2019年13期
白俊峰 張原平 蘭喜東 張逢陽
摘 ?要:管線壓縮機用于我國長輸天然氣的管道運輸,其中管線用離心式壓縮機風筒法蘭上的水紋線可提高機組的密封性,提高輸送效率,加工制造此種水紋線存在多種方案。以某型號壓縮機為例,采用鏜床平旋盤機床附件對風筒法蘭密封面進行鏜削加工,記錄加工參數與過程,并與傳統加工方法進行對比,論證了平旋盤加工水紋線的特點與優勢,為壓縮機風筒法蘭水紋線的加工提供了實踐經驗,為持續優化加工方法奠定了技術基礎。
關鍵詞:管線壓縮機;平旋盤;鏜削;水紋線;加工方法
中圖分類號:TH452 ? ? ? ?文獻標志碼:A 文章編號:2095-2945(2019)13-0124-02
Abstract: Pipeline compressor is used in the pipeline transportation of long-distance natural gas in our country, in which the water line on the air pipe flange of centrifugal compressor for pipeline can improve the sealing of the unit and improve the transportation efficiency. There are many schemes for processing and manufacturing this kind of water line. Taking a certain type of compressor as an example, the close cover of the flange of the air cylinder is boring by using the accessories of the flat disk machine tool of the boring machine, the machining parameters and processes are recorded, and compared with the traditional processing method, the characteristics and advantages of the flat rotating disk in machining the water grain line are demonstrated. It provides practical experience for the machining of water line of compressor air cylinder flange, and lays a technical foundation for continuous optimization of machining method.
Keywords: pipeline compressor; flat rotating disk; boring; water line; processing method
引言
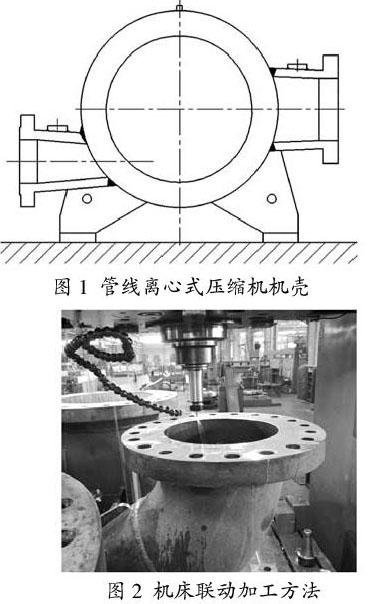
離心壓縮機在國民經濟發展中占據了重要地位,尤其是在天然氣輸送領域發揮了重要作用。以管線離心式壓縮機機殼為例,如圖1所示。根據所選用的法蘭標準要求,壓縮機風筒法蘭密封面均需要加工密封用水紋線,因此,利用傳統加工方法,在滿足標準要求的情況下很難保證產品的制造進度。
1 水紋線加工的傳統方法
1.1 機床兩軸聯動加工方法
機床兩軸聯動加工方法為將球頭銑刀與主軸連接,通過數控龍門銑床或數控鏜床X軸與Y軸聯動方式實現加工,如圖2所示。此種方法加工的水紋線樣式優選螺旋線形式,按此方案加工的水紋線質量優異,但效率低下,加工時間取決于加工設備能力,主軸轉速較高的設備加工水紋線所需時長較短。
1.2 便攜設備加工方法
便攜設備加工方法為利用便攜法蘭加工設備對壓縮機風筒法蘭的水紋線進行加工,如圖3所示。此種方法加工水紋線無需占用廠內數控加工設備,加工后的水紋線質量良好,便攜設備適用加工范圍較廣,但設備支架安裝找正時間較長,勞動強度較大,對操作人員有一定加工經驗要求。
2 鏜床平旋盤加工水紋線方法
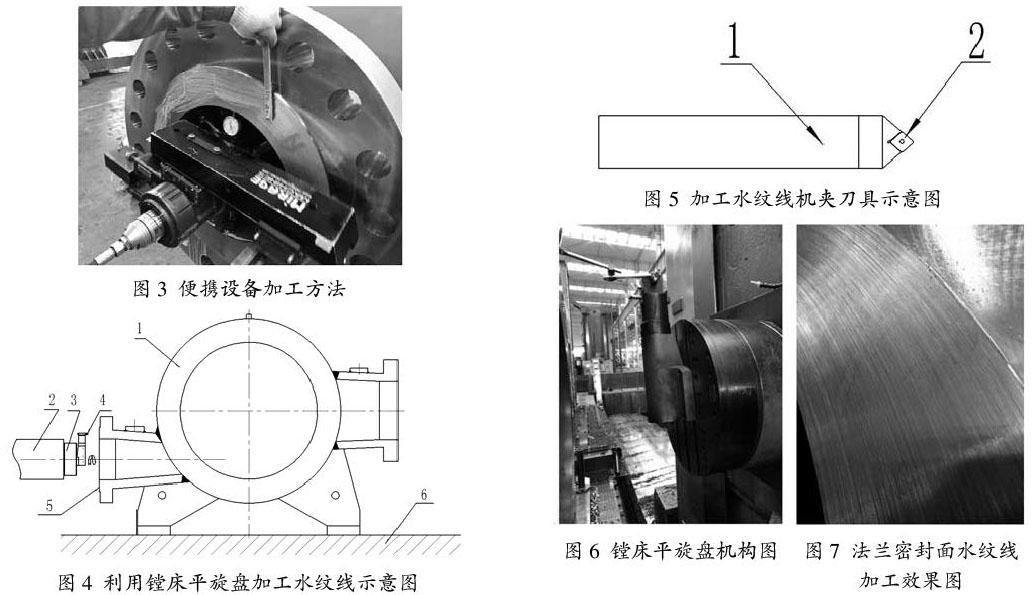
平旋盤又叫U軸刀具,可在U軸方向實時數控變徑使得在加工中心等機床上也能實現只能由車床完成的加工。采用平旋盤加工管線壓縮機風筒法蘭密封面水紋線的示意圖如圖4所示。
圖4中,1為管線壓縮機機殼,2為鏜床滑枕,3為平旋盤附件,4為加工水紋線刀具,5為所需加工的風筒法蘭密封面位置,6為機床工作臺面。
2.1 加工工藝流程
根據風筒法蘭加工工藝流程,保證產品加工質量要求,風筒法蘭需要與機殼筒體焊接完成后進行精加工,對水紋線的加工應在所有機殼精加工工序之后進行。
2.2 水紋線加工過程
平旋盤需連接至鏜床滑枕上,通過主軸帶動平旋盤轉動,驅動刀柄在平旋盤上沿U軸方向移動,從而實現刀具移動。平旋盤安裝后需對精加工后的風筒法蘭止口與平面進行打表找正,包括同軸度和平面度,要求同軸度不得超過0.50mm,平面度不得超過0.05mm;根據標準要求,通常水紋線節距要求0.45-0.55mm,因此可調整平旋盤每旋轉一圈,U軸進給量為0.50mm,即進給量等于轉數與水紋線節距的乘積。加工方向由風筒法蘭密封面直徑較小處開始,隨著U軸不斷移動,直至移動到風筒法蘭密封面直徑最大處完成加工過程。加工后的風筒法蘭密封面上的水紋線呈螺旋形式。
2.3 水紋線加工刀具
平旋盤加工過程中需與刀具把合,刀具可采用焊接刀,也可采用機夾刀,經實際驗證,機夾刀具加工效率及加工質量高于焊接刀,其中機夾刀具由刀體和刀片組成,并且刀片安裝于刀體上,形成水紋線加工刀具,如圖5所示。由于標準中要求,加工刀具的圓角半徑應不小于1.5mm,因此所選刀片的刀具圓角半徑不得小于1.5mm,通常選用的刀片為合金刀片,圓角半徑為2mm。經實際現場檢查,采用平旋盤方法加工后的水紋線截距均勻,外觀質量優良,滿足標準及設計要求,其中加工過程中所用平旋盤以及加工后的水紋線效果如圖6、圖7所示。
圖5中,1為刀體,2為圓角為R2的硬質合金機夾刀片。
3 加工效率
經實際記錄與計算,采用機床兩軸聯動的方法加工一個特定尺寸的風筒法蘭的水紋線時間約為10小時;而采用便攜設備加工一個同樣尺寸的風筒法蘭的水紋線時間縮短為約3.5小時。而利用平旋盤加工,從安裝機床附件計時開始,同樣加工相同尺寸風筒法蘭的水紋線共需要約40分鐘,較便攜設備加工一個風筒法蘭縮短約3小時,較兩軸聯動方案加工一個風筒法蘭縮短約9小時,因此可判斷,利用平旋盤附件加工管線壓縮機風筒法蘭水紋線可提高生產效率,降低制造成本。
4 結束語
通過對鏜床平旋盤進行研究試驗,以管線用離心壓縮機風筒法蘭作為主要研究對象,通過分析技術要求,確定了采用鏜床平旋盤機床附件加工水紋線的工藝方案和使用刀具,通過實際驗證,論證了平旋盤加工水紋線的可行性,并將此方法與水紋線加工的傳統方法相對比,在能夠滿足加工質量的前提下,加工效率明顯提高,建議將此方法固化應用。
參考文獻:
[1]白俊峰,張弛,田東升,等.離心壓縮機風筒法蘭密封面水紋線加工方法研究[J].現代商貿工業,2018,39(12):186-188.
[2]周斌.法蘭密封面水線粗糙度問題探討[J].石油化工設備,2016,45(03):105-107.
[3]白俊峰,張威,張淇,等.便攜設備加工壓縮機風筒法蘭密封面水紋線方法研究[J].科技創新與應用,2019(03):118-120.
[4]HG/T20592-20635-2009.鋼制管法蘭、墊片和緊固件[S].
[5]祁大同.離心式壓縮機原理[M].北京:機械工業出版社,2017.
[6]王先逵.機械制造工藝學(第二版)[M].北京:機械工業出版社,2006.