干熱處理對聚羥基脂肪酸酯(PHA)纖維結構和性能的影響
2019-06-27 08:19:46廖杏梅王祥榮郭建峰
印染助劑 2019年5期
關鍵詞:影響
廖杏梅,王祥榮,郭建峰
(1.蘇州大學紡織與服裝工程學院,江蘇蘇州215123;2.蘇州市纖維檢驗所,江蘇蘇州215128)
聚羥基脂肪酸酯(PHA)是一種利用微生物發(fā)酵合成的高分子聚酯,主要是羥基脂肪酸(HA)的聚合物[1],目前已經(jīng)發(fā)現(xiàn)可以合成PHA的微生物共有300多種,利用不同的合成條件和合成方法可以合成不同結構的PHA[2-7]。PHA因優(yōu)良的生物相容性和生物降解性,在醫(yī)學藥物[8-10]、塑料薄膜[11-12]等領域均有眾多應用。
在紡織領域,有關PHA的研究主要集中在PHA成纖[13]、紡絲[14-15]等方面,有關熱處理對PHA纖維性能影響的相關研究未見報道。而合成纖維及其混紡織物在染整加工過程中都需進行熱處理,熱處理溫度和時間是影響熱處理效果的主要因素,織物的結構和各項服用性能與熱處理溫度的高低、熱處理時間的長短有密切關系[16]。因此,研究熱處理條件對織物結構及各項性能的影響,對開發(fā)PHA纖維織物的染整加工技術十分必要。
本實驗采用單因素實驗方法,詳細分析了干熱處理溫度和干熱處理時間對PHA纖維結構、力學性能和染色性能的影響,為后續(xù)PHA纖維的染整加工提供依據(jù)。
1 實驗
1.1 材料
織物:PHA/真絲平紋交織物(真絲為經(jīng)、PHA為緯)。藥品:醋酸、醋酸鈉、碳酸鈉、丙酮(分析純,國藥集團化學試劑有限公司),精煉劑(實驗室自制),分散藍2BLN、分散大紅G-S、分散紅玉S-2GFL(染料結構不同,工業(yè)級,市售)。
1.2 設備
ALC-210.4電子天平(北京賽多利斯儀器系統(tǒng)有限公司),Nicolet 5700智能傅里葉紅外光譜儀(美國尼高力公司),Rapid自動定型烘干機(廈門瑞比精密機械有限公司),低噪震蕩式染色機(靖江市新旺染整設備有限公司),Ultra Scan PRO型分光測色儀(美國Hunter Lab公司),X′Pert-Pro MPD型X射線粉末衍射儀(荷蘭帕納科公司),INSTRON3365萬能材料試驗機(美國英斯特公司)。
1.3 實驗方法
1.3.1 織物前處理
按照浴比1∶50配制含有精煉劑、碳酸鈉質量濃度均為2 g/L的精煉液,置于低噪震蕩式染色機中,升溫至90℃,放入PHA/真絲交織物,保溫震蕩處理40 min,取出,熱水洗,冷水洗,晾干,放于干燥器內備用。
1.3.2 干熱處理
將自動定型烘干機溫度升至預定實驗溫度,再將織物放入定型烘干機內處理一定時間,取出,冷卻,干燥器內平衡24 h以上,進行測試。
熱處理溫度影響實驗:固定熱處理時間為30 s,溫度分別設為110、120、130、140、150、160℃;熱處理時間影響實驗:固定溫度為120℃,時間設為0、10、20、30、40、50、60 s;另設一組未進行熱處理的空白對照組。
1.3.3 染色
選用分散藍2BLN、分散紅玉S-2GFL和分散大紅G-S對織物進行染色,染料用量2%(omf),染液pH=5,浴比1∶50,40℃入染,以2℃/min升溫至100℃,保溫40 min。
1.4 測試
紅外光譜:取熱處理后的PHA/真絲平紋交織物,拆除經(jīng)向的真絲纖維,將緯向的PHA纖維剪成粉末狀。采用KBr壓片法制備PHA纖維測試樣品,使用智能傅里葉紅外光譜儀進行掃描,掃描范圍為4 000~400 cm-1,自動增益,對所得光譜進行自動基線校正。
X射線衍射:取熱處理后的PHA/真絲平紋交織物,拆除經(jīng)向的真絲纖維,將緯向的PHA纖維剪成粉末狀后壓成薄片。采用X射線粉末衍射儀進行測試,測試條件為θ/2θ聯(lián)動掃描,管電壓40 kV,管電流40 mA,測試范圍5°~40°,掃描速度8°/min。
臨界溶解時間(CDT):取熱處理后的PHA/真絲平紋交織物中的緯向PHA纖維,再將每組樣品制成質量相等、直徑約5 mm的圓形小球,將纖維小球投入100 mL苯酚/1,1,2,2-四氯乙烷(質量比為1∶1)的混合試劑中,25℃下進行溶解實驗,記錄樣品從接觸試劑到完全溶解所需要的時間[17],每組樣品測試兩次,取平均值。
斷裂強力:參照GB/T 3923.1—2013《紡織品 織物拉伸性能第1部分:斷裂強力和斷裂伸長率的測定(條樣法)》,采用萬能材料試驗機測量織物緯向強力。設定拉伸速度為100 mm/min,調整上下夾頭之間距離為100 mm,每組試樣測試5次后取平均值。
沸水收縮率:將織物裁成10 cm×10 cm,在距布邊1 cm處用圓珠筆畫直線,得到8 cm×8 cm的正方形標記線,放入盛有100 mL沸水的燒杯中,保溫處理30 min,取出晾干,測量各標記線的長度,按下式計算織物的沸水收縮率[17]:

表觀色深(K/S值):將染色后的PHA/真絲平紋交織物的經(jīng)向(真絲纖維)拆除,緯向留用測試。采用分光測色儀,將PHA纖維樣品放入測試盒中,在D65光源、10°視角下測試,每個樣品測試4次,取平均值。
2 結果與討論
2.1 熱處理條件對PHA纖維結構的影響
2.1.1 紅外光譜
從圖1和圖2可知,不同條件熱處理后,各官能團特征吸收峰峰形相似,在2 996和2 935 cm-1附近有烷基中—CH的振動吸收峰,在1 085和1 045 cm-1附近有酯基的—C—O振動吸收峰,在1 758 cm-1附近有CO官能團的振動吸收峰。說明PHA纖維經(jīng)不同溫度、時間熱處理后,化學組分沒發(fā)生變化[18]。

圖1 不同熱處理溫度的PHA纖維紅外光譜圖

圖2 不同熱處理時間的PHA纖維紅外光譜圖
2.1.2 X射線衍射
不同熱處理溫度、熱處理時間的PHA纖維X射線衍射圖譜分別如圖3、圖4所示。

圖3 不同熱處理溫度的PHA纖維X射線衍射圖

圖4 不同熱處理時間的PHA纖維X射線衍射圖
由圖3可知,隨著熱處理溫度的升高,主衍射峰的衍射強度逐漸增大,溫度到達160℃后,衍射強度稍有下降。原因可能是隨著熱處理溫度的升高,PHA纖維分子鏈中不穩(wěn)定、不完善的小晶體參與到相對穩(wěn)定的結晶中,結晶尺寸逐漸增大;當溫度超過PHA纖維的熔融溫度后,分子熱運動劇烈,晶粒受到一定程度的破壞,從而使結晶度有所下降。
由圖4可知,隨著熱處理時間的延長,主衍射峰的衍射強度緩慢增大,但增大幅度小于圖3中熱處理溫度對衍射強度的影響。
2.2 熱處理條件對PHA纖維CDT的影響
臨界溶解時間隨纖維結晶度、結晶尺寸和結晶完整性的不同而不同。不同溫度、不同時間熱處理后PHA纖維的臨界溶解時間分別如圖5和圖6所示。
每年年底,黨院辦牽頭,其他職能部門進行分類統(tǒng)計,對比指標完成情況,將相關評價結果反饋到科室,讓科室充分了解工作完成情況及存在的問題。
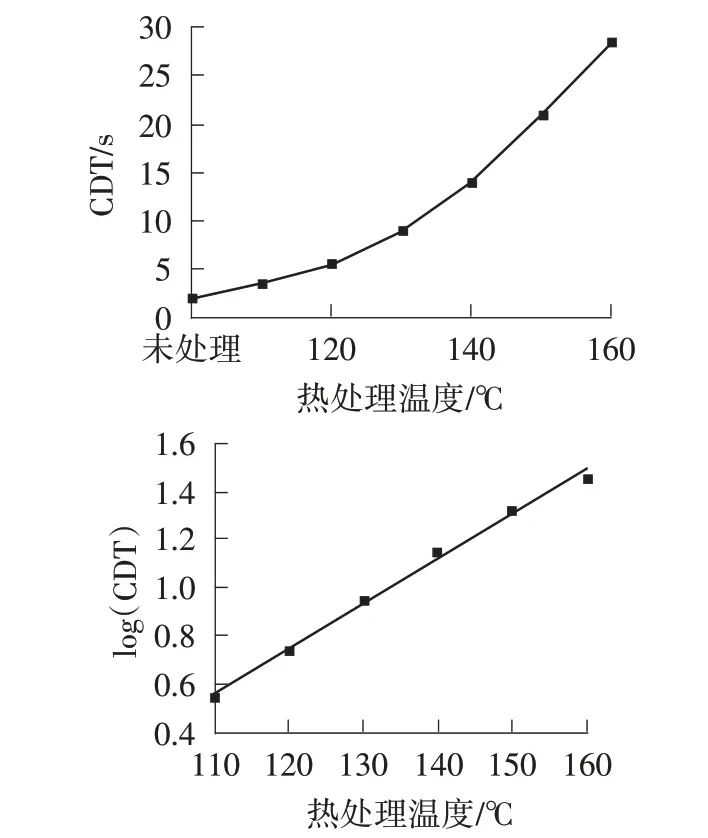
圖5 熱處理溫度對PHA纖維CDT的影響

圖6 熱處理時間對PHA纖維CDT的影響
由圖5和圖6可知,未處理PHA纖維的CDT很小,隨著熱處理溫度的升高、熱處理時間的延長,PHA纖維的CDT增大,說明熱處理溫度越高、熱處理時間越長,PHA纖維所受的熱處理條件越劇烈。另外,log(CDT)隨熱處理溫度的升高、熱處理時間的延長而線性增大,線性關系明顯,變化趨勢與普通滌綸纖維相似[19]。
2.3 熱處理條件對PHA纖維力學性能的影響
PHA纖維熔融溫度為152.61℃[20],耐熱性較差,干熱和濕熱處理都會不同程度地影響其強力。因此,對PHA/真絲交織物進行熱處理時,研究熱處理條件對PHA纖維力學性能的影響是有必要的。
2.3.1 斷裂強力及斷裂伸長率
由圖7和圖8可知,隨著熱處理溫度、時間的變化,處理后纖維斷裂強力和斷裂伸長率的變化趨勢大致相同。
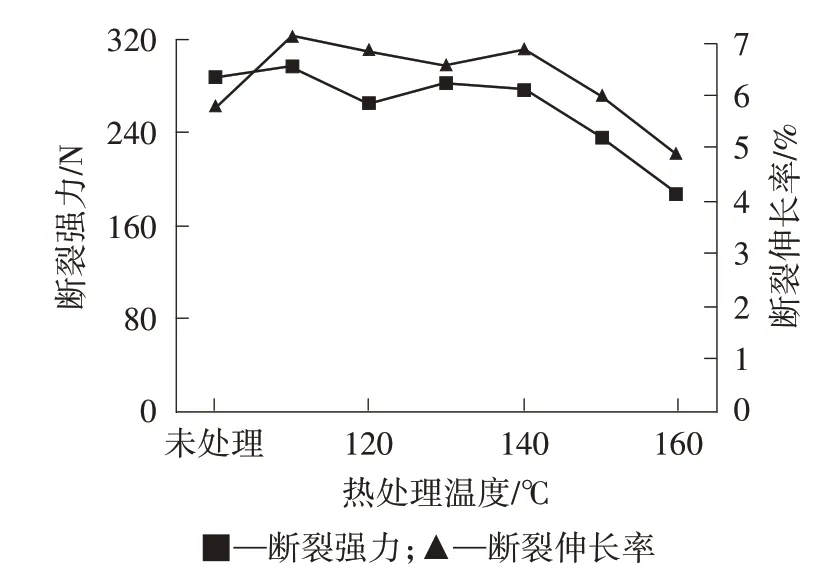
圖7 熱處理溫度對PHA纖維強力及伸長率的影響

圖8 熱處理時間對PHA纖維強力及伸長率的影響
從圖7可以看出,溫度較低時,熱處理后PHA纖維的斷裂強力和伸長率均有所增大;隨著溫度的升高,斷裂強力和伸長率逐漸減小。溫度升到140℃后,纖維的斷裂強力和斷裂伸長率顯著下降,這是因為PHA纖維屬于熱塑性纖維,溫度越高,分子間作用力越弱,拉伸時分子間更容易滑移;溫度超過PHA纖維的熔融溫度后,大分子熱運動加劇,纖維結晶結構破壞較嚴重,導致纖維強力和伸長率明顯降低。
由圖8可知,處理時間為10 s時,PHA纖維的斷裂強力和斷裂伸長率有所增大;隨著處理時間的延長,斷裂強力和斷裂伸長率逐漸下降。
2.3.2 沸水收縮率
由表1可知,不同溫度、時間熱處理后,PHA/真絲交織物的沸水收縮率變化較小,說明熱處理對PHA/真絲交織物的沸水收縮率影響不大,織物在沸水中的尺寸穩(wěn)定性較好,在后期加工過程中不易變形,尺寸穩(wěn)定。
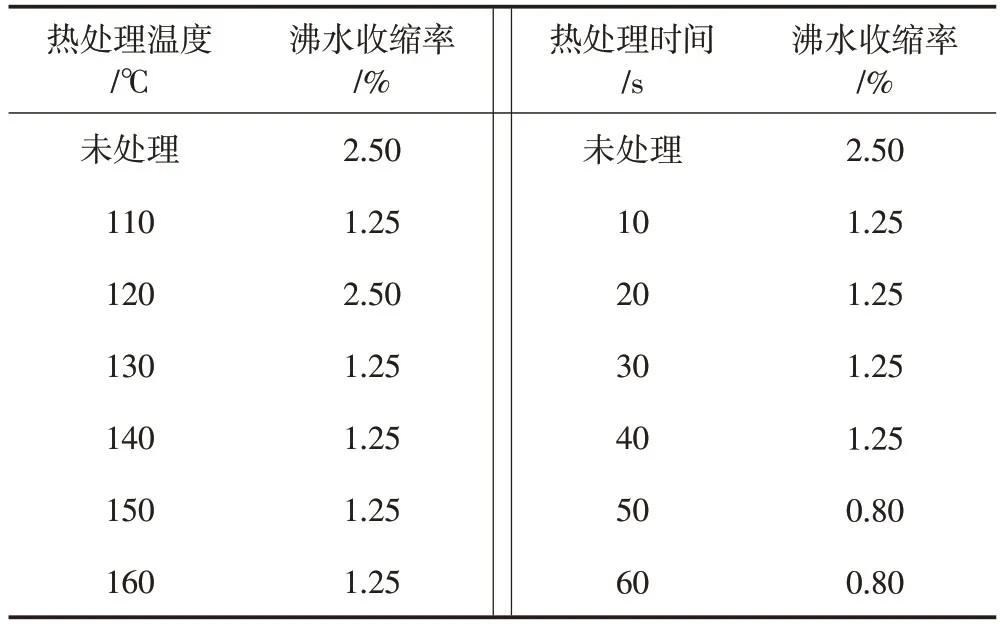
表1 熱處理條件對織物沸水收縮率的影響
2.4 熱處理條件對PHA纖維染色性能的影響
合成纖維織物經(jīng)熱處理后結晶區(qū)和無定形區(qū)比例會發(fā)生變化,而染色過程主要發(fā)生在無定形區(qū),因此熱處理對PHA纖維的染色性能也會有一定影響。
從圖9可知,熱處理溫度較低時,纖維K/S值隨熱處理溫度的升高而降低;當溫度超過120℃時,纖維K/S值有所回升;溫度從130℃升高到160℃,K/S值變化不太明顯。這是由于溫度較低時,主要形成一些尺寸較小的結晶,結晶度增大,染料可及區(qū)減少;隨著溫度不斷升高,纖維中結晶尺寸增大,在晶區(qū)之間形成較多的裂縫,有利于染料分子的擴散,從而使上染率稍有回升[21]。
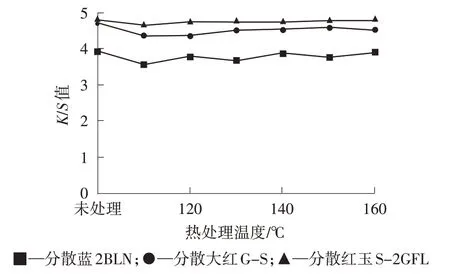
圖9 不同溫度處理后PHA纖維的K/S值變化曲線
從圖10可知,隨著熱處理時間的延長,PHA纖維的K/S值緩慢減小,整體變化不太明顯。
對比圖9和圖10可以看出,偶氮結構的分散紅玉S-2GFL上染PHA纖維的K/S值最高,其次是苯并噻唑雜環(huán)結構的分散大紅G-S,最后是蒽醌結構的分散藍2BLN,分散藍2BLN染后纖維的K/S值變化最明顯。說明不同結構的染料對不同熱處理條件處理后PHA纖維的染色敏感性不同,蒽醌結構的分散藍2BLN可以更加靈敏地反映熱處理條件對PHA纖維染色性能的影響。
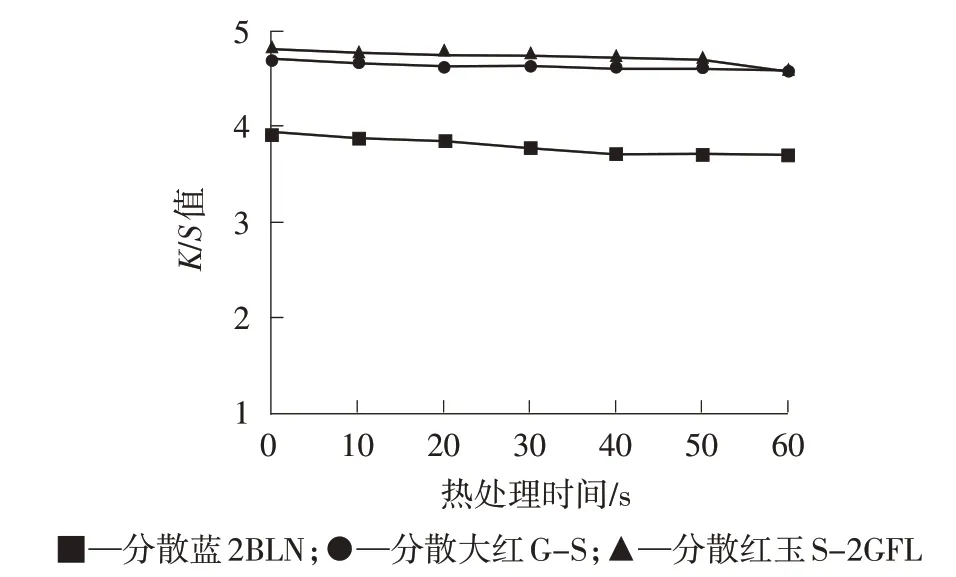
圖10 不同時間處理后PHA纖維的K/S值變化曲線
3 結論
(1)經(jīng)不同熱處理條件處理后PHA纖維的化學組分沒有發(fā)生變化,結晶度有所增大;CDT隨熱處理溫度的升高、處理時間的延長而增大,log(CDT)與熱處理溫度、時間呈線性關系。
(2)PHA纖維的斷裂強力和斷裂伸長率隨熱處理溫度的升高、時間的延長先增大后減小,溫度超過150℃后強力損失明顯,為了防止纖維強力損失過大,影響后續(xù)染整加工,熱處理溫度不宜過高,處理時間不宜過長。
(3)將不同熱處理條件處理的PHA纖維進行染色,染后PHA纖維的K/S值呈下降趨勢,使用分散藍2BLN進行染色能更靈敏地反映熱處理條件對PHA纖維染色性能的影響。
(4)綜合熱處理溫度和處理時間對PHA纖維結構、力學性能、染色性能的影響,PHA/真絲交織物較優(yōu)的熱處理工藝為:110~120℃,20~30 s。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經(jīng)濟·中國直銷(2016年3期)2016-02-27 16:15:49
現(xiàn)代檢驗醫(yī)學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00