滑道制作焊接工藝
2019-06-28 08:36:28孫文然
科技創(chuàng)新與應(yīng)用 2019年16期
關(guān)鍵詞:焊接
孫文然

摘? 要:滑道是導(dǎo)管架下水駁船的作業(yè)關(guān)鍵結(jié)構(gòu),導(dǎo)管架在滑道上滑移到艉部通過搖臂翻轉(zhuǎn)進(jìn)行下水作業(yè)。H542導(dǎo)管架下水駁船的滑道全長(zhǎng)145m,但其精度要求確是毫米級(jí)的,為同時(shí)保證其結(jié)構(gòu)強(qiáng)度和精度,其制作焊接要進(jìn)行周密的策劃。文章介紹了一種導(dǎo)管架下水駁船滑道的制作焊接工藝,該工藝可實(shí)現(xiàn)滑道的高精度制作,為將來導(dǎo)管架下水駁船的作業(yè)提供保障。
關(guān)鍵詞:下水駁船;滑道;精度;焊接
中國(guó)分類號(hào):U671 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? 文章編號(hào):2095-2945(2019)16-0105-02
Abstract: Skid beam is the key structure of jacket launch barge, the jacket slides to ship stern on skid beam and carries out launching by tilt beam rotation. The whole length of skid beam of H542 launch barge is 145 m, but structure accuracy is millimeter-level, construction and welding to be specially considered for guarantee the structure strength and accuracy requirements. This paper elaborates a construction and welding procedure which can guarantee the accuracy to ensure future operation.
Keywords: launch barge; skid beam; accuracy; welding
引言
H-542駁船是專門用于給導(dǎo)管架下水作業(yè)的工程船舶,滑道是該駁船的主要作業(yè)結(jié)構(gòu)之一,位于甲板以上、左右舷對(duì)稱布置。滑道為鋼制全焊接結(jié)構(gòu),其主要功能是實(shí)現(xiàn)導(dǎo)管架的滑移作業(yè),故其承重強(qiáng)度和滑移頂面的精度要求均很高,在制作過程中要采取必要的工藝措施進(jìn)行控制,本文詳細(xì)描述了一種下水駁船的滑道制作焊接工藝。
1 本船滑道簡(jiǎn)介
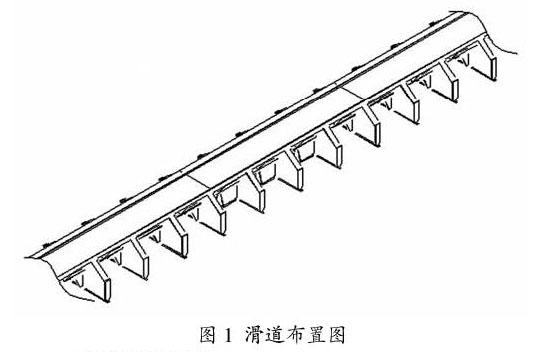
本船滑道主體結(jié)構(gòu)長(zhǎng)145m,寬4m,高2m,母材材質(zhì)為NVD36,材料強(qiáng)度級(jí)別為S355級(jí)。單船左右舷各布置一條通長(zhǎng)滑道,單條滑道重364T,滑道結(jié)構(gòu)示意見圖1。
2 滑道制作及焊接
2.1 滑道分段劃分
為保證滑道的制作精度,滑道制作采用分段制作法,即將單條滑道劃分為5個(gè)25~30m長(zhǎng)的分段,對(duì)每個(gè)分段的精度分別進(jìn)行控制,然后再將滑道分段在駁船甲板上進(jìn)行合攏,此法可有效的控制滑道這種長(zhǎng)直鋼結(jié)構(gòu)的整體精度。
2.2 滑道頂板拼板
頂板拼板采用埋弧焊的焊接方法,焊接坡口詳見圖2[1]。焊接時(shí)先焊大坡口側(cè),根部采用碳弧氣刨進(jìn)行清根處理,確保拼板焊縫熔透、無缺陷。待拼板焊接結(jié)束后,測(cè)量頂板平面度,若出現(xiàn)焊接變形,需進(jìn)行校正后方可進(jìn)入下一步組立工作。組立前將滑道頂板上表面焊縫磨平。
2.3 頂板片體組立
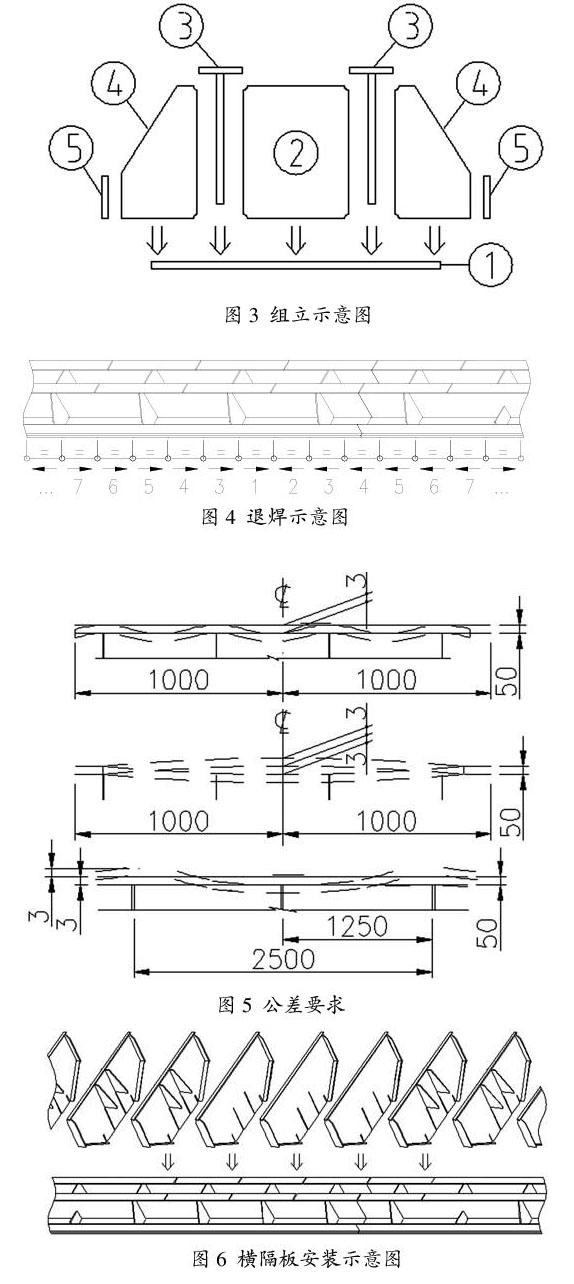
根據(jù)滑道的結(jié)構(gòu)形式,采用反造法[2]進(jìn)行制作,即以滑道頂板為胎,先安裝半肋位的小隔板,再安裝中間兩道T排縱桁,然后安裝T排縱桁兩側(cè)的肘板,最后安裝肘板外端的扁鋼縱骨,待結(jié)構(gòu)通過定位點(diǎn)焊組成框架后開始正式焊接。裝配流程詳見圖3。
2.4 頂板片體焊接
片體組立焊接采用CO2藥芯焊絲氣體保護(hù)焊,焊接時(shí)先焊垂向結(jié)構(gòu)的垂直立焊焊縫,然后再焊接T排縱桁、扁鐵縱骨與滑道頂板之間的水平角接焊縫。因搖臂結(jié)構(gòu)強(qiáng)度要求高,角焊縫設(shè)計(jì)焊腳較大,為避免焊后頂板片體出現(xiàn)上拱變形,需安排雙數(shù)焊工從中間向兩端按1m長(zhǎng)進(jìn)行分段退焊焊接,即施焊方向與整體行進(jìn)方向相反,詳見圖4所示,圖中箭頭表示施焊方向;1、2、3…表示焊接順序。分段退焊法[3]可在同等焊接工作量的情況下有效的減少焊接應(yīng)力,控制焊接變形。
待T排縱桁及扁鐵縱骨焊接完畢,需對(duì)滑道頂板進(jìn)行熘火校正,確保頂板的公差在圖5要求范圍以內(nèi)。
2.5 滑道大組組立
待測(cè)量確認(rèn)頂板片體平整度符合公差要求后,插入橫隔板片體,詳見圖6,然后進(jìn)行定位、焊接。全部焊縫焊接完畢后,再次對(duì)滑道頂板進(jìn)行平整度測(cè)量,局部超差部位進(jìn)行熘火校正,確保各位置均符合公差要求。
2.6 焊接材料選擇
滑道鋼結(jié)構(gòu)制作采用的焊接材料詳見表1。
3 焊接檢驗(yàn)
焊接完成后立即對(duì)所有焊縫進(jìn)行100%的外觀檢驗(yàn),焊縫成型要均勻、紋理細(xì)密且平滑過渡[4]。任何的裂紋、焊縫截面突變、焊縫表面成型過高及焊瘤均不允許。對(duì)角焊縫進(jìn)行抽檢磁粉探傷,對(duì)熔透焊縫進(jìn)行抽檢超聲波探傷,焊縫表面及內(nèi)部不允許有任何的未熔合、橫向及縱向裂紋;對(duì)于超差的氣孔、夾渣等缺陷,定位后需將缺陷類型、大小及深度標(biāo)于焊縫旁,然后用碳弧氣刨或磨機(jī)清除缺陷,再進(jìn)行焊補(bǔ)、修磨。
4 結(jié)論
導(dǎo)管架下水駁船滑道的結(jié)構(gòu)強(qiáng)度高、焊接量大,為保證滑道頂面極高的精度要求,其制作方式、組立順序及焊接順序要進(jìn)行特別策劃。本制作焊接工藝通過一步一步的過程控制,極大程度地降低了焊接變形,實(shí)現(xiàn)了長(zhǎng)直滑道的高精度制作。
參考文獻(xiàn):
[1]CB/T 3190 船體結(jié)構(gòu)焊接坡口型式及尺寸[S].上海:中國(guó)船舶工業(yè)總公司,1997.
[2]黃浩.船體工藝手冊(cè)[M].北京:國(guó)防工業(yè)出版社,2013.
[3]付榮柏.焊接變形的控制與矯正[M].北京:機(jī)械工業(yè)出版社,2006.
[4]AWS. D1.1/D1.1M Structural Welding Code-Steel[S].AWS,2016.
猜你喜歡
現(xiàn)代商貿(mào)工業(yè)(2016年14期)2016-12-27 16:36:43
科教導(dǎo)刊·電子版(2016年30期)2016-12-26 16:43:00
現(xiàn)代商貿(mào)工業(yè)(2016年21期)2016-12-26 16:18:47
新教育時(shí)代·教師版(2016年30期)2016-12-05 10:10:20
新教育時(shí)代·教師版(2016年33期)2016-12-02 22:34:26
中國(guó)科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(bào)(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(bào)(2016年8期)2016-05-31 18:40:49