精梳機給棉方式對棉網均勻度的影響
2019-07-04 03:11:34陳宇恒任家智馮清國
山東紡織科技 2019年3期
關鍵詞:質量
陳宇恒,任家智,馮清國
(中原工學院,河南 鄭州 450007 )
精梳機給棉方式包括前進給棉、后退給棉,它是改變精梳質量及落棉率的重要工藝參數[1,2]。紡紗企業對這兩種給棉方式進行了大量研究,主要集中在分析其對精梳落棉率、精梳條的短絨率、棉結個數及成紗質量的影響,認為追求紡紗質量,紡制細特、高品質紗線應加大落棉率,采用后退給棉;追求紡紗效率、紗線質量要求不高應盡量減小落棉率,采用前進給棉[3-5],但目前研究缺少給棉方式對分離接合質量及輸出棉網均勻度的影響。因此,本文針對上述問題,基于精梳機分離接合原理,研究了給棉方式對分離羅拉輸出分離叢的質量分布及輸出棉網均勻度的影響,為企業生產合理選擇給棉方式提供參考。
1 理論分析
精梳機具有周期性分離接合的特點,為完成新、舊棉網的接合工作,每一個工作周期都要將上一個周期中輸出舊棉網的尾端倒入機內,與本周期分離羅拉產生的新分離叢頭尾搭接,以形成如圖1所示的連續棉網[6]輸出機外。因此,分離羅拉輸出棉網的質量由單個分離叢的質量分布決定,而鉗口外須叢的質量分布又決定了單個分離叢的形態分布[7,8]。精梳機給棉方式影響著鉗板閉合時鉗口外受梳棉叢的長度及重復梳理次數,因此,它對分離叢質量分布及輸出棉網均勻度有重要的影響。
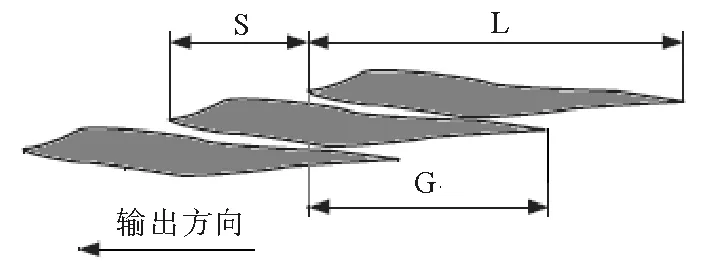
圖1 精梳機分離接合示意圖
1.1 給棉方式對鉗口外棉叢長度及重復梳理次數的影響
根據精梳機給棉過程分析可得,采用前進給棉與后退給棉鉗口外棉叢受梳理長度分別為L1、L2。設B為分離隔距(鉗板在最前位置時,鉗板鉗口與分離羅拉鉗口間的距離),K1、K2為前進給棉、后退給棉的喂棉系數(0≤K1、K2≤1),A為給棉長度,則前進給棉與后退給棉錫林梳理時鉗口外棉叢長度L1、L2的數學表達式為[9]:
L1=B+(1-K1)A
式(1)
L2=B+K2A
式(2)
分離羅拉每鉗次分離出的須叢長度等于給棉長度A,鉗口外的棉須叢要經過多次梳理后才能被分離,從棉叢受到錫林梳理開始到被完全分離,受到錫林梳理的次數為重復梳理次數。設精梳機鉗口外未被錫林梳理的死隙長度為δ,采用前進給棉與后退給棉時,其重復梳理次數N1、N2的計算公式[9]如下:
式(3)
式(4)
現有新型高速精梳機K1近似于0.6、K2近似于1[4],代入公式得:
L1=B+0.4A
式(5)
L2=B+A
式(6)
式(7)
式(8)
由式(5)~式(8)可知,當分離隔距B與給棉長度A不變時,采用后退給棉方式,其錫林梳理時鉗口外受梳棉叢長度比前進給棉多0.6個給棉長度,鉗口外棉叢重復梳理次數比前進給棉多0.6次。因此,改變給棉方式將改變鉗口外受梳棉叢長度及重復梳理次數,影響單個分離叢的質量分布,對分離羅拉輸出棉網均勻度產生影響。
1.2 不同給棉方式鉗口外棉叢的質量分布
分離羅拉一個周期從鉗口外分離的棉叢長度為給棉長度A,精梳機給棉長度為4 mm~6 mm。在JSFA588型精梳機上,測得前進給棉、后退給棉時鉗板鉗口外棉叢頭端0~6 mm段質量分布如圖2所示。可知與前進給棉相比,后退給棉時鉗口外受梳棉叢長度長,從開始梳理到被分離走受到的重復梳理次數多,鉗口外棉叢頭端0~6 mm每段纖維的質量較前進給棉小,每個工作周期被分離羅拉抽出形成分離叢的纖維數量少,造成分離叢與輸出棉網的形態發生改變。
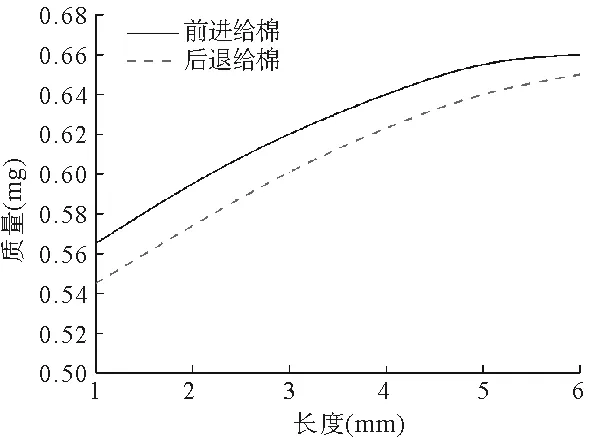
圖2 不同給棉方式時鉗口外棉叢質量分布
2 試驗
2.1 試驗原料與設備
細絨棉,原棉品級三級,手扯長度28.6 mm;JSFA588型精梳機,有效輸出長度26.68 mm,小卷定量70 g/m,給棉長度5.2 mm,落棉隔距9 mm,錫林定位37分度,分離羅拉搭接刻度0刻度,頂梳插入深度0 mm。
2.2 試驗方案
在JSFA588型精梳機上,保持其它工藝參數不變,改變精梳機給棉方式,利用復寫紙粘性取得不同給棉方式下精梳機一個周期內輸出的單個分離叢,利用2 mm切斷稱重的方法獲得分離叢質量百分率分布曲線,比較分析不同給棉方式的曲線特征。根據精梳機分離接合原理,精梳機輸出棉網是由頭端間隔等于精梳機有效輸出長度的多個分離叢搭接形成,利用單個分離叢質量百分率分布曲線獲得不同給棉方式下分離羅拉輸出棉網質量百分率分布曲線,計算并分析輸出棉網各項特征參數。
3 結果與分析
3.1 不同給棉方式分離叢質量百分率分布曲線
在JSFA588型精梳機上,采用手盤動精梳機的方法獲得不同給棉方式時的單個分離叢,并對分離叢進行2 mm切段稱重,以分離叢輸出端為原點,分離叢長度為橫坐標,2 mm片段纖維質量百分率為縱坐標,繪制不同給棉方式的分離叢質量百分率分布曲線,如圖3所示,曲線特征參數見表1。
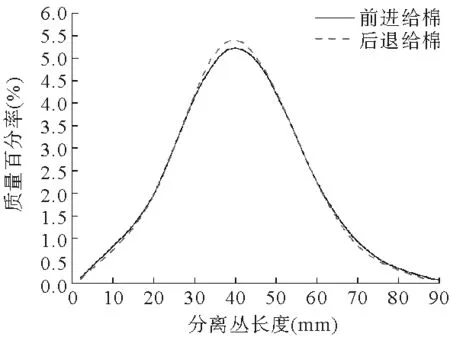
圖3 不同給棉方式時分離叢質量百分率分布曲線
由圖3及表1可知,分離羅拉輸出單個分離叢的質量百分率分布曲線形態接近正態分布;與前進給棉相比,后退給棉的分離叢長度稍短,分離叢質量百分率曲線10 mm、70 mm處質量百分率較小,峰值較大且均出現在40 mm處;與前進給棉相比,后退給棉的分離叢質量百分率CV稍大。
3.2 不同給棉方式棉網質量百分率分布曲線
JSFA588型精梳機有效輸出長度為26.68 mm,根據精梳機分離接合的基本原理,分離羅拉輸出棉網是由多個分離叢以頭端相距26.68 mm搭接而成。利用不同給棉方式時單個分離叢2 mm片段質量百分率繪制分離羅拉輸出棉網2 mm片段質量百分率分布曲線,見圖4、圖5,輸出棉網特征參數見表2。

表1 不同給棉方式時分離叢特征參數
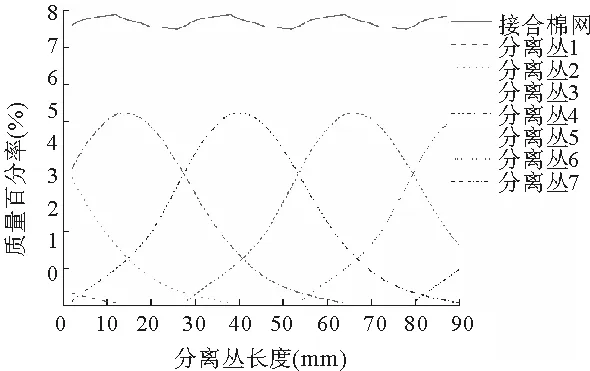
圖4 前進給棉時輸出棉網質量百分率分布曲線
由圖4、圖5和表2可知,不同給棉方式的輸出棉網質量百分率分布曲線均呈現以26.68 mm為周期的變化規律;在單個分離叢長度的輸出棉網上,共有7個分離叢參與接合工作,每一個2 mm片段截面內均有3~4層棉網疊合,多層疊合有利于提高輸出棉網均勻度;與前進給棉相比,后退給棉的輸出棉網質量百分率谷值較小、峰值較大、均值相等,CV值較大,說明后退給棉對棉網均勻度有不利影響。

圖5 后退給棉時輸出棉網質量百分率分布曲線

表2 不同給棉方式時輸出棉網特征參數
4 結論
保持精梳機其它工藝參數不變,改變精梳機給棉方式,會造成鉗板鉗口外受梳纖維長度及重復梳理次數發生變化,引起單個分離叢曲線形態改變;與前進給棉相比,后退給棉的分離叢長度較短,10 mm、70 mm處的分離叢質量百分率較小,峰值質量百分率較大,CV值較大;分離羅拉輸出棉網質量百分率分布曲線呈現周期變化規律,輸出棉網截面內由多個分離叢搭接而成;與前進給棉相比,后退給棉輸出棉網質量百分率CV值較大,對棉網均勻度有不利影響。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54