U型鋼機器人快速MAG焊接工藝研究
2019-07-08 03:59:06王子然趙寶李洪濤李榮王克南
機械制造文摘·焊接分冊 2019年2期
王子然 趙寶 李洪濤 李榮 王克南


摘要:采用機器人對U型鋼試件進行快速 MAG 焊接工藝試驗,通過對立縫焊接過程電流、電壓、速度等工藝參數及擺動幅度、擺動頻率、兩側壁停留時間等機器人運動參數對焊接過程及焊后結果的影響進行分析,結合立角焊接過程熔池受力特性對焊接過程的影響,配合平角及立向彎角焊接,形成一套連貫有效的U型鋼快速MAG焊接工藝并能用應用于實際產品。結果表明,在保證焊接穩定性的前提下,焊接電流、電弧電壓適當減小,焊接速度適當增加,擺動參數適當減小,有利于焊后焊縫良好成形及效率提高;最終工藝應用在產品上,降本增效,滿足生產質效需求。
關鍵詞:U型鋼; 機器人; 立焊; 快速焊接; ?MAG焊
中圖分類號:TG 442
Abstract:Robot rapid MAG welding method was used to weld U shaped steel specimens. The influence of welding current?arc voltage?welding speed?oscillation amplitude and frequency?two side stay time on the welding process and results were studied. The optimized welding process?which can be applied to actual product?was obtained by analyzing the fluent behavior of welding pool during the vertical welding process. The results showed that the weld formation and efficiency can be improved by ensuring the welding stability?reducing the welding current and arc voltage?increasing the welding speed and reducing swing parameters. The optimized process parameters were used to weld the product to reduce the cost and increase the efficiency?which meet the demand of production quality and efficiency.
Key words:U shaped steel; robot; vertical welding; rapid welding; MAG welding
0?前言
某行業鋼結構產品中U型鋼結構由鋼板折彎而成,與底板、立板組焊在一起,再進行整體焊接。以往該產品主要采用手工搭配半自動化焊接生產,效率低且工作量大,對焊工要求水平高。采用自動化焊接的難點在于構件的質量和體積大,難以實現翻轉,構件上U型鋼特征結構只能采用自下而上的焊接方式,存在立角焊。據此對自動化焊接工藝提出要求,即需要一套能夠滿足質量及效率要求的立角焊焊接工藝。
在造船、壓力容器、重型機械、汽車制造等行業,某些由中厚板板材、型鋼組成的大型結構件,由于質量和體積大,難以實現翻轉或成本過高,研究高效立焊焊接工藝具有十分重要的意義。目前國內外對立角焊接提出了一些工藝方法,如VPPAW[1-3]、雙面同步TIG焊、激光立焊[4]、窄間隙立焊[5-6]、電渣焊和氣電立焊等,但是由于設備復雜,且各自有一定的材質及壁厚適應性,對于U型鋼這種具有空間復雜曲線且下槍空間狹小的結構件有一定的局限性。MAG焊柔性度大,設備簡單,對于復雜工況適應性強。目前機器人MAG焊多應用于窄間隙或中厚板長直焊縫立角或平角焊,對于復雜空間曲線的工況鮮有報道。據此,文中從向上立焊的過程特點出發,著重研究效率因素對焊接過程的影響。最終形成一套行之有效的U型鋼整體快速焊接工藝,滿足設計生產對效率、質量及成本的要求。
1?試驗材料與方法
1.1?試驗材料
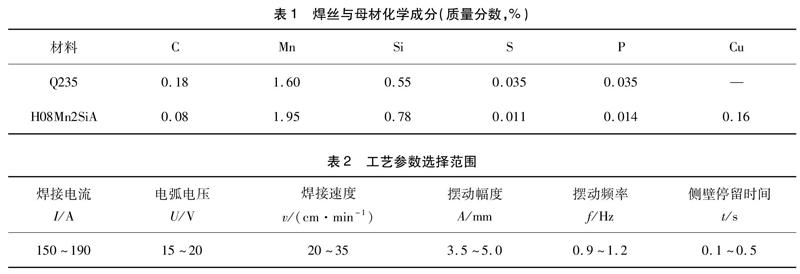
母材材質為Q235鋼,試驗件結構形式如圖1所示,其中立板尺寸400 mm×380 mm×8 mm,底板尺寸380 mm×300 mm×8 mm。試驗平臺組成框圖如圖2所示。U型鋼高度380 mm,兩側彎角半徑6 mm,兩底角跨度350 mm;焊絲為直徑為1.2 mm的H08Mn2SiA焊絲,母材及焊絲化學成分見表1。保護氣體為 80%Ar+20%CO2 混合氣體。
1.2?試驗方法
將U型鋼試件固定于鑄鐵平臺上,焊接順序由U型鋼兩底端自下而上,如圖1所示。基礎工藝參數見表2,各項參數范圍的選擇基于前期大量工藝試驗。擺動波形為三角形擺動。焊接工藝試驗中用機器人選用KUKA-KR16型機械手配備C2型控制柜,焊接電源采用FRONIUS-TPS5000型焊接電源,采用漢諾威電弧質量分析儀對焊接過程動態曲線進行實時采集。根據 ISO 6520-1—2007《焊接和相關工藝—金屬材料幾何缺陷的分類—第1部分:熔焊》,焊后焊縫余高≤2 mm,以避免應力集中。
2?試驗結果及分析
2.1?焊接電流
在立向上焊接過程中,焊接電流的控制范圍相對較小。由于焊接過程熔池體積的尺寸敏感性,得到的試驗結果如圖3所示,選取的參數見表3。由圖3可以看出,在焊接電流150~190 A、其它工藝參數一定時,焊縫的表面狀態都均勻、光亮,側壁紋路清晰。隨著焊接電流增加,焊接過程熔池金屬量增加,凝固過后焊縫余高增加,應力集中趨勢加劇,同時也對側壁熔合造成不利影響,整體影響焊縫性能,如圖4所示。在一定程度上電流的增加有利于增加焊接過程穩定性,增加焊接效率,但是焊接電流的過度增加不利于熔池體積控制,甚至造成焊接失效。據此焊接電流170 A焊后結果比較理想。
2.2?電弧電壓
在其它焊接參數一定的前提下,電弧電壓過低,焊縫表面狀態不穩定,飛濺量加大。隨著電弧電壓增加,表面狀態及飛濺量改善,試驗結果如圖5所示,選取的焊接參數見表4。
其它工藝參數一定,電弧電壓在15~17 V之間時,焊接過程越來越穩定,焊接飛濺量減少,表面狀態越來越穩定,邊緣熔合性也有所改善。余高在0~0.1 mm之間趨于穩定,如圖6所示,此時整體焊接規范已經達到一個臨界狀態。電弧電壓繼續增加(17~20 V),熱輸入增加,熔池金屬體積過大,電弧吹力向上的分力F以及熔池金屬與試件側壁的表面張力的向上分力Fs1的合力難以克服熔池金屬重力(G)和熔池表面張力Fs2(⊙為垂直紙面指向前方)將造成焊接失效,如圖7所示,熔池金屬向焊道中部集聚,余高有所加劇,邊緣熔合性降低,如圖5~6所示。綜上分析,電弧電壓在17 V時焊后結果較為理想。
2.3?焊接速度
基于前文所述,確定焊接電流170 A、電弧電壓17 V進行試驗,其它工藝參數不變,結果如圖8所示,選取試驗參數見表5。在立向上焊接過程中,焊接速度增加,焊接過程穩定性下降的趨勢更劇烈。隨著焊接速度的增加,咬邊、側壁熔合不良等缺欠或缺陷出現的傾向加劇。焊接速度增加,亦出現焊縫邊緣鋸齒,飛濺增大、斷弧等現象。實際焊接速度由擺動波形、擺動長度、擺動幅度、側壁停留時間綜合影響得到。根據試驗結果,其它工藝參數不變,當焊接速度由 20 cm/min上升到 33 cm/min時,焊縫表面狀態良好,余高逐漸減少,焊接過程比較穩定,如圖8所示。當焊接速度過大時,熔池金屬體積過小,熔池金屬冷卻過快,焊縫中間會出現搭接不良甚至出現“拉斷”現象,側壁和根部還可能出現熔合不良,未形成有效連接,當焊接速度達到35 cm/min 時,焊接熱輸入大幅降低,熔化金屬量不足,焊縫中部出現“拉斷”現象,如圖8~9所示。最終確定焊接速度33 cm/min。
2.4?擺動參數
擺動參數主要包括擺動頻率和擺動幅度。對于焊接機器人來說,擺動頻率與擺長呈反比例關系。其他工藝參數一定,隨著擺動頻率增加,成型焊縫的“魚鱗紋”紋路更致密,焊縫邊緣也越整齊,如圖10所示,選取試驗參數見表6。其它工藝參數一定,隨著擺動頻率增加,焊縫的余高增加,魚鱗紋致密程度增加,如圖10~11所示,二者皆不利于焊后焊縫質效的提升。隨著擺動頻率增加,電弧在焊道中部停留的時間相對焊道邊緣增加,熱輸入增加,對于焊接過程熔池穩定性是不利的,此外效率也有所下降。據此,擺動頻率為1.0 Hz較為理想。
其它焊接工藝參數不變時,隨著擺動幅度增加,有利于熔池金屬鋪展,從焊后使用性能及效率角度考度,擺動幅度為3.5 mm即可,如圖12所示。過大的擺動幅度不但制約焊接效率,同時降低了電弧穩定性,焊接過程中熔滴的過渡方式主要是短路過渡,由于其焊接過程的特點,很難通過提高熔滴過渡頻率來增加電弧穩定性,不合適的增加熔滴過渡頻率亦會增加熔池體積敏感性,因此在立角焊接過程中增加擺動參數并不能有效提高焊接效率。
2.5?側壁停留時間
對于自動化MAG焊來說,電弧在側壁停留使側壁熔合性更優,相比手工焊有著更穩定的表現。兩側熔融金屬與側壁形成的表面張力一定程度上可以克服熔池的重力,對于自動化條件下焊縫成形有一定幫助。但是過長的停留時間會增加熔敷金屬量,增加熔池金屬體積,對于熔池金屬受重力下淌起到促進作用,同時也延長了焊接過程整體時間,降低了生產效率。相關試驗結果如圖13所示。
根據以上試驗,可以看出:其它工藝參數不變,隨著側壁停留時間增加,焊縫邊緣的“鋸齒”現象以及咬邊趨勢都有所降低。圖14為熔池內部對流換熱過程示意圖。當電弧在側壁停留時,熔池一側溫度和密度要高于另一側,在溫度梯度和密度梯度的驅使下熔池金屬由一側向另一側流動,熔池金屬內部的對流作用,減緩了其在重力和內部表面張驅使下的中央匯聚作用,同時也有利于對側的熔合,如圖14a(ρ為密度;T為溫度)所示。當電弧行走至中央,熔滴過渡后,溫度梯度和密度梯度存在間隙和成形焊道中央方向的分量,加之向下作用的合力驅使,造成成形焊縫余高增加兩側熔合不良,甚至,向兩側壁流動的金屬量減少出現咬邊趨勢,熔池內部對流換熱過程如圖14b所示。因此在整個運動過程中相對增加兩側停留時間對于自動化向上立焊能起到良好的作用。最終確定左右停留時間0.3 s/0.3 s。
3?產品應用綜上所述,基于相關指標要求,得到機器人立向上MAG焊快速焊接工藝,結合立向彎角焊接、平焊角縫焊接最終得到U型鋼焊接工藝參數,將其應用于產品上,立向上焊接過程焊接實時曲線提取如圖15所示,最終焊接結果如圖16所示。最終得到U型鋼焊接工藝參數見表7。
4?結論
(1)通過以上對焊接工藝參數(電流、電壓、速度)及運動參數(擺動幅度、擺動頻率、側壁停留時間)的試驗分析,得出了滿足指標要求的U型鋼機器人快速焊接的參數規范,即焊接電流170 A,電弧電壓17 V,焊接速度33 cm/min,擺動頻率1.0 Hz,擺動幅度3.5 mm,側壁左右停留時間0.3 s/0.3 s。
(2)該套工藝應用于實際產品,解決了實際產品由于體積過大無法翻轉以及翻轉成本過高的問題,實現了自動化生產,其結果達到了驗收標準,提升了產品質量和生產效率。
參考文獻
[1]?韓永全,洪海濤,郭龍,等.交直流混合VPPA特性及鋁合金立焊工藝[J].焊接學報,2013,34(9):60-61.
[2]?陳芙蓉,李國偉.7075鋁合金的研究現狀[J].機械制造文摘——焊接分冊,2019(1):1-7.
[3]?閆朝陽,蔣凡,陳樹君,等.5E61鋁合金VPPAW焊接接頭性能分析[J].焊接學報,2018,39(2):19-23.
[4]?苗玉剛,陳彥賓,李俐群.鋁合金激光立焊特性分析[J].焊接學報?2007,28(10):57-60.
[5]?徐望輝,林三寶,楊春利,等.擺動電弧窄間隙立向上GMAW焊縫成形[J].焊接學報,2015,36(4):56-60.
[6]?蘭虎,張華軍,陳阿靜,等.窄間隙MAG立焊動態過程模擬及熱物理特性[J].焊接學報,2015,36(7):78-81.
機械制造文摘·焊接分冊2019年2期