纏繞機(jī)器人CAD/CAM系統(tǒng)設(shè)計(jì)及應(yīng)用
2019-07-11 11:16:52許家忠劉美軍
中國(guó)機(jī)械工程 2019年12期
關(guān)鍵詞:復(fù)合材料
許家忠 劉美軍,2 孫 棟
1.哈爾濱理工大學(xué)自動(dòng)化學(xué)院,哈爾濱,150080 2.哈爾濱理工大學(xué)機(jī)械動(dòng)力工程學(xué)院,哈爾濱,150080
0 引言
在復(fù)合材料成形技術(shù)中,纖維纏繞成形可設(shè)計(jì)性強(qiáng),是生產(chǎn)復(fù)合材料制品的重要技術(shù)[1]。主纏繞機(jī)是纖維纏繞復(fù)合材料制品的核心裝備,多軸、多運(yùn)動(dòng)軸聯(lián)動(dòng)的纏繞機(jī)逐漸成為標(biāo)配裝備,但存在自由度低、適應(yīng)性及柔性差、無(wú)法自動(dòng)纏繞成形復(fù)雜異形復(fù)合材料制品等問(wèn)題[2]。機(jī)器人具有自由度多、通用性好、精度高和可擴(kuò)展性強(qiáng)等優(yōu)點(diǎn),特別適合復(fù)雜形狀復(fù)合材料制品的高精度自動(dòng)纏繞成形,將機(jī)器人技術(shù)應(yīng)用于纏繞已經(jīng)成為發(fā)展趨勢(shì)之一。
國(guó)外已對(duì)基于機(jī)器人技術(shù)的復(fù)合材料制品成形裝備開(kāi)展了研究。法國(guó)MF Tech公司研發(fā)了Pitbull和Fox兩種多軸機(jī)器人纏繞控制系統(tǒng),實(shí)現(xiàn)了管道、壓力容器、復(fù)雜異形結(jié)構(gòu)件的纏繞;加拿大Compositum公司自主研發(fā)了可用于多種型號(hào)機(jī)器人和數(shù)控系統(tǒng)的全自動(dòng)纏繞控制系統(tǒng),實(shí)現(xiàn)了復(fù)合材料容器(天然氣、氫氣儲(chǔ)罐)的生產(chǎn)[3-4]。除纏繞裝備外,國(guó)外對(duì)纏繞配套的CAD/CAM軟件的研發(fā)也處于領(lǐng)先水平。比利時(shí)Materials公司開(kāi)發(fā)的 CADWIND軟件,可實(shí)現(xiàn)復(fù)合材料芯模CAD建模、纏繞線型生成、纖維纏繞過(guò)程的三維動(dòng)態(tài)仿真,適用于2~6軸纖維纏繞機(jī)床。英國(guó)Crescent Consultants Ltd.的CADFIL軟件是一個(gè)集成CAD/CAM/CAE的三維復(fù)合材料纖維纏繞的專(zhuān)業(yè)模擬軟件,其功能與CADWIND軟件相似。
我國(guó)目前對(duì)機(jī)器人纏繞裝備的研究較少,纖維纏繞CAD/CAM技術(shù)研究也起步較晚,但不少研究單位也開(kāi)發(fā)了纖維纏繞CAD/CAM軟件[4],如哈爾濱理工大學(xué)自主研發(fā)的玻璃鋼管道CAD/CAM軟件已成功用于玻璃鋼管道自動(dòng)化生產(chǎn)線;浙江大學(xué)研發(fā)的纏繞彎管CAD/CAM軟件——ElbowCAD填補(bǔ)了國(guó)內(nèi)彎管纏繞CAD/CAM的空白;哈爾濱工業(yè)大學(xué)開(kāi)發(fā)的WindSoft纏繞軟件在纖維纏繞技術(shù)研究和產(chǎn)品制造中得到廣泛應(yīng)用。
目前,國(guó)外已實(shí)現(xiàn)復(fù)合材料制品機(jī)器人纏繞成形,但復(fù)雜異形復(fù)合材料制品機(jī)器人纏繞CAD/ CAM軟件由于技術(shù)封鎖,還未開(kāi)放。國(guó)內(nèi)多數(shù)CAD/CAM軟件只適用于傳統(tǒng)機(jī)床的常規(guī)芯模纏繞設(shè)計(jì),或只針對(duì)某一特定形狀的異形件纏繞設(shè)計(jì),對(duì)復(fù)雜異形件纏繞設(shè)計(jì)不具通用性。針對(duì)上述問(wèn)題,筆者提出局部曲面纏繞法與機(jī)器人纏繞軌跡規(guī)劃方法,并開(kāi)發(fā)了一套集復(fù)雜異形件纏繞設(shè)計(jì)與制造于一體的機(jī)器人纏繞CAD/CAM系統(tǒng)。
1 纏繞機(jī)器人系統(tǒng)
如圖1所示,纏繞機(jī)器人系統(tǒng)由六軸機(jī)器人、帶張力控制器的紗架、與機(jī)器人同步控制的擴(kuò)展軸(芯模主軸)、控制系統(tǒng)和上位機(jī)軟件組成。上位機(jī)軟件分為CAD、CAM和仿真三個(gè)子系統(tǒng)。纏繞機(jī)器人具體參數(shù)如下:最大出紗速度50 m/min;纏繞行程2 000 mm;軌跡精度±0.2 mm;機(jī)器人關(guān)節(jié)1~6的最大角速度分別為2.146 8 rad/s、2.007 1 rad/s、1.954 8 rad/s、3.124 1 rad/s、3.002 0 rad/s、3.822 3 rad/s。
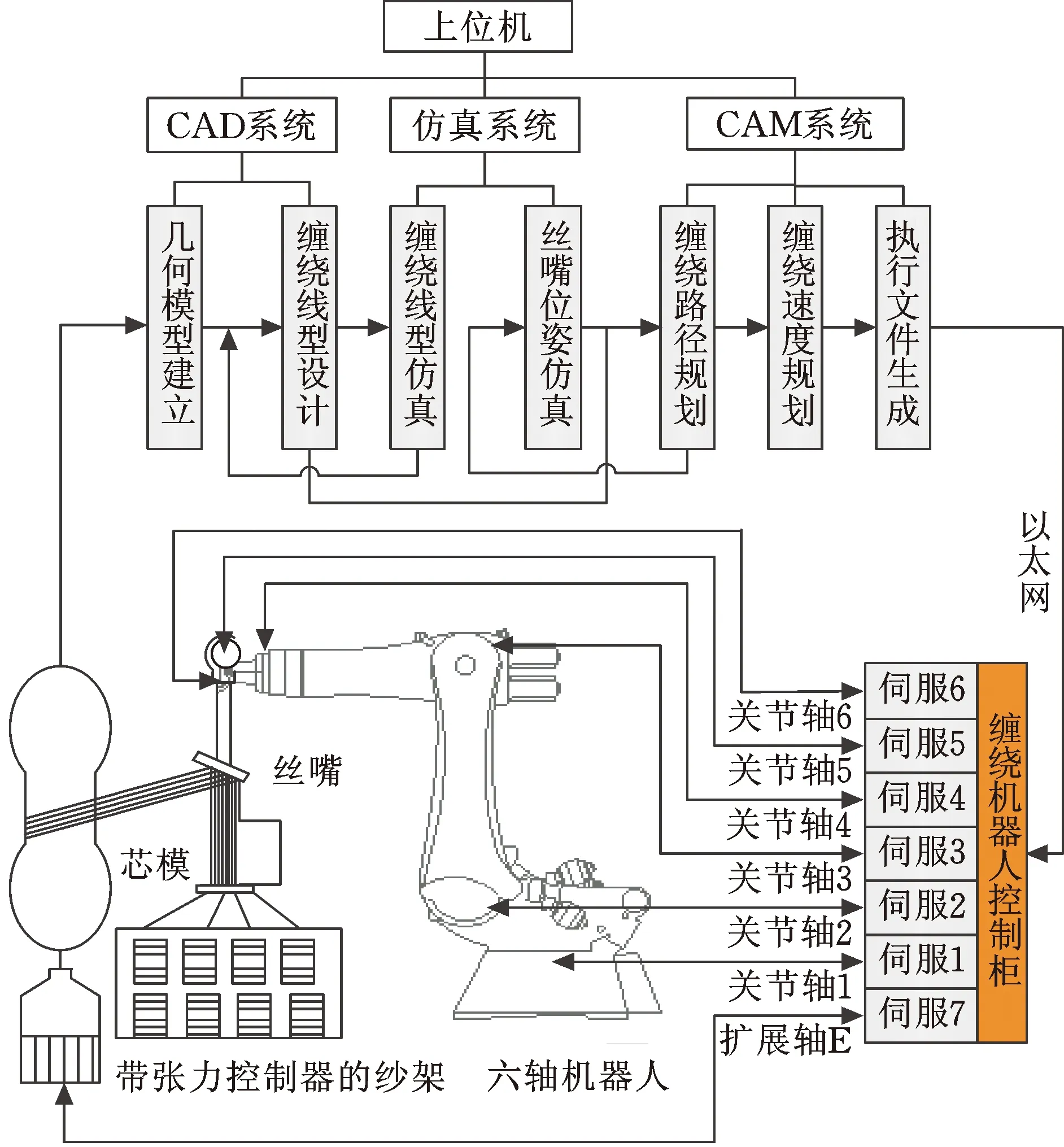
圖1 纏繞機(jī)器人系統(tǒng)Fig.1 Systematic structure of winding robot
2 纏繞機(jī)器人CAD系統(tǒng)
纏繞機(jī)器人CAD系統(tǒng)的主要作用是芯模模型建立和纏繞線型設(shè)計(jì),為CAM的實(shí)施提供相應(yīng)的原始數(shù)據(jù)。系統(tǒng)接受兩種建模方式。第一種是針對(duì)常規(guī)型芯模的建模方法——幾何參數(shù)直接輸入法,例如,建立一個(gè)氣瓶模型,只需要輸入直段長(zhǎng)度、直段半徑、封頭半徑、封頭高度、極孔直徑與封頭類(lèi)型等。第二種是針對(duì)復(fù)雜異型件的建模方法——外部DXF參數(shù)文件導(dǎo)入法,該方法在外部CAD圖形軟件如AutoCAD、Pro/E建立模型后,先將生成的DXF文件導(dǎo)入系統(tǒng)完成建模,再對(duì)幾何芯模表面進(jìn)行網(wǎng)格化布點(diǎn)。線型設(shè)計(jì)采用的是基于纖維穩(wěn)定纏繞理論、網(wǎng)格理論、曲面擬合理論的局部曲面纏繞法。
2.1 纖維穩(wěn)定纏繞條件
纖維穩(wěn)定纏繞條件包括:纖維不滑移判定公式[5-6]、纖維不架橋判斷條件[7-8]。
圖2中,芯模表面任意落紗點(diǎn)P所受的沿曲率半徑方向c的力Fr分解為兩個(gè)方向的力:Fn(垂直于芯模表面,沿曲面P點(diǎn)的主法向量n的負(fù)方向)和Fg(垂直于P點(diǎn)纖維的切線t,沿著測(cè)地線向量g的方向)。Fg使纖維產(chǎn)生滑移趨勢(shì),當(dāng)纖維與芯模表面存在摩擦力時(shí),摩擦力Fw與Fg方向相反,因此若要使纖維穩(wěn)定不滑紗,最大摩擦力|Fw|應(yīng)該大于|Fg|。
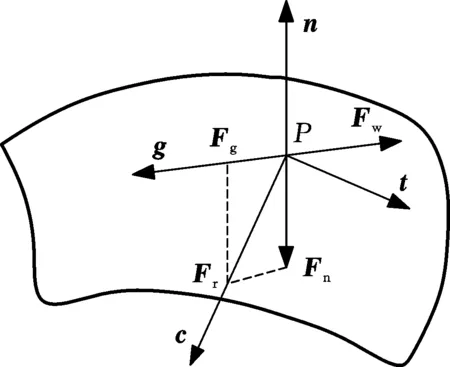
圖2 曲面上P點(diǎn)受力分析Fig.2 Analysis of force at point P on the surface
定義滑移系數(shù)λ:
λ=|Fg|/|Fn|=Kg/Kn
(1)
式中,Kg、Kn分別為P點(diǎn)的測(cè)地曲率(短程曲率)和法曲率。
P點(diǎn)纖維受到最大的摩擦力為
Fw=|Fw|=μsFn=μs|Fn|
(2)
式中,μs為靜摩擦因數(shù)。
因此纖維在芯模表面不滑移判定的穩(wěn)定方程為
λ≤μs
(3)
纖維不架橋的判斷條件,即纖維拉緊時(shí)正壓力Fn的方向決定纖維是否發(fā)生架橋,若Fn的方向?yàn)閳D2中的反方向即纖維遠(yuǎn)離芯模表面的方向,則將產(chǎn)生架橋,反之,不產(chǎn)生架橋。于是可得纖維不架橋的條件:曲面上該點(diǎn)的法曲率與單位法矢量方向相反,即
Kn<0
(4)
2.2 局部曲面纏繞法
局部曲面纏繞法就是將不易用精確參數(shù)方程表示的芯模表面進(jìn)行網(wǎng)格化,以局部網(wǎng)格擬合的曲面為計(jì)算單位,根據(jù)纏繞角全程穩(wěn)定以及纖維穩(wěn)定纏繞等條件,確定一系列網(wǎng)格節(jié)點(diǎn)為纖維纏繞的離散落紗點(diǎn)軌跡。
曲面擬合的方法有多種,本系統(tǒng)采取的是參數(shù)多項(xiàng)式擬合法[9]。參數(shù)多項(xiàng)式擬合曲面可以通過(guò)改變參數(shù)多項(xiàng)式的次數(shù)和系數(shù)獲得新的多項(xiàng)式,從而應(yīng)對(duì)不同的擬合要求。參數(shù)多項(xiàng)式可以無(wú)窮次可微,因而曲面能夠足夠光滑,且其函數(shù)值以及各階導(dǎo)數(shù)計(jì)算相對(duì)簡(jiǎn)單,易于程序化。綜合考慮擬合精度與計(jì)算速度后確定多項(xiàng)式次數(shù)為3,相應(yīng)多項(xiàng)式曲面方程為
z=f(x,y)=a1+a2x+a3y+a4x2+
a5xy+a6y2+a7x3+a8x2y+a9xy2+a10y3
(5)
三次多項(xiàng)式擬合曲面最少需要10個(gè)已知點(diǎn)[10],因此根據(jù)當(dāng)前落紗點(diǎn)位置、纏繞角的范圍(0°~90°)以及出紗方向,確定圖3所示的4×4單位計(jì)算網(wǎng)格,選其中的10個(gè)網(wǎng)格節(jié)點(diǎn)(圓點(diǎn),其中,P點(diǎn)為當(dāng)前落紗點(diǎn),其余9個(gè)點(diǎn)為下一個(gè)落紗備選點(diǎn))進(jìn)行曲面擬合,得到曲面參數(shù)方程。
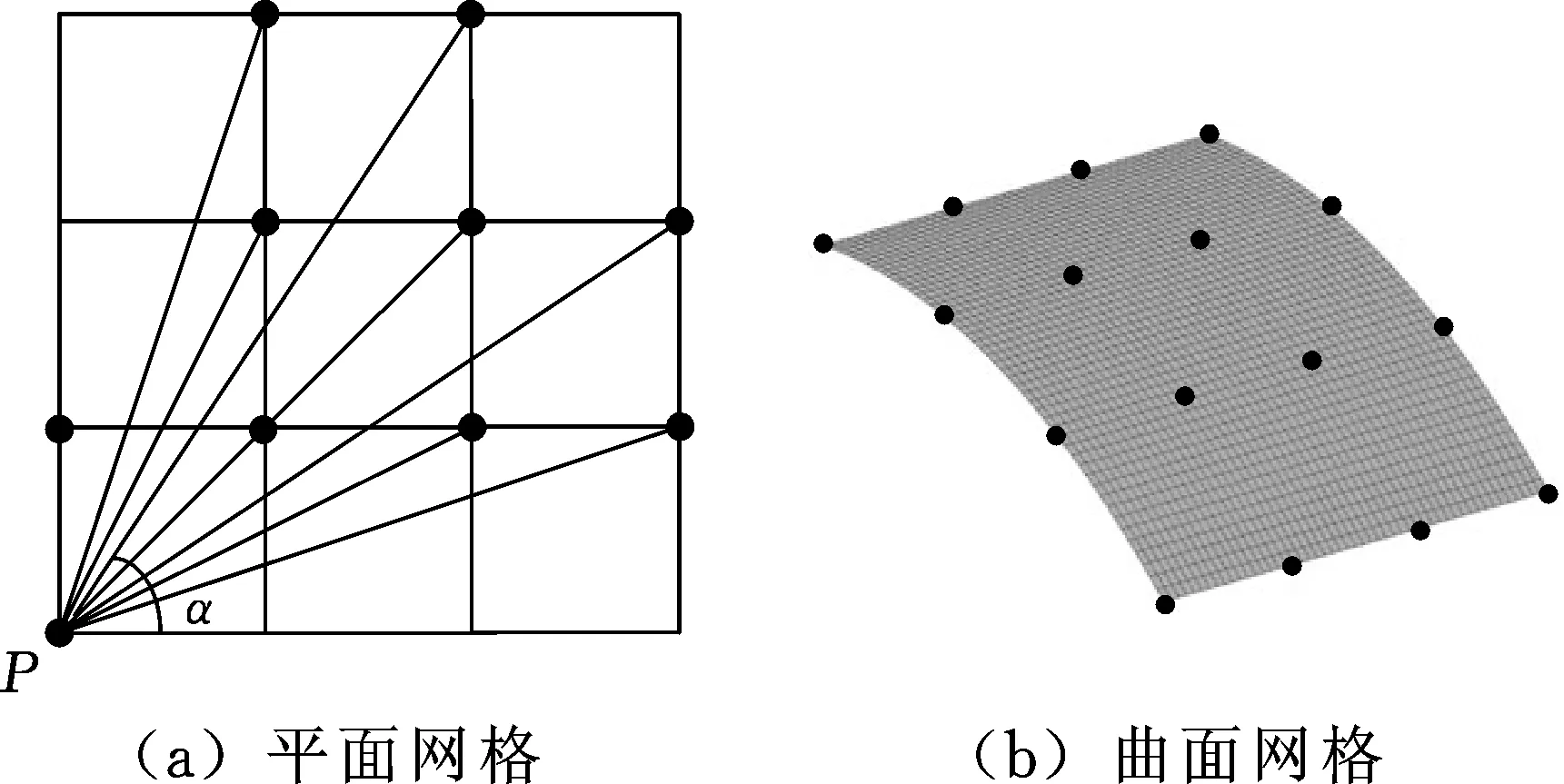
圖3 4×4單位網(wǎng)格Fig.3 4×4 unit grid
設(shè)li(xi,yi)為曲面上的任意一點(diǎn)(i=1,2,…,10),對(duì)于任意li都滿足如下線性關(guān)系:
(6)
其中,aj(j=1,2,…,10)為三次多項(xiàng)式的系數(shù);bj(li)為三次多項(xiàng)式的空間的一組基,bj(li)=xpyq,0≤p+q≤3。基的完整形式為

(7)

(8)
分解式(8)得
(9)
展開(kāi)式(9)得
(10)
J=1,2,…,n
將式(10)改寫(xiě)成矩陣形式得
BBTA=BZ
(11)
AT=[a1a2…an]ZT=[z1z2…zn]
根據(jù)式(11)可以求出aj,從而得到擬合曲面方程z=f(x,y)。
在擬合曲面上對(duì)備選落紗點(diǎn)進(jìn)行分析,根據(jù)前述判斷條件選取最穩(wěn)定落紗點(diǎn),即滑移系數(shù)最小且不架橋的點(diǎn)。若存在多個(gè)滑移系數(shù)最小且不架橋的點(diǎn),則選擇與前一落紗點(diǎn)相比,纏繞角變化最小的點(diǎn);若所有點(diǎn)均不符合穩(wěn)定纏繞條件,則擴(kuò)大局部網(wǎng)格范圍,通常的做法是根據(jù)纏繞角是否大于45°選擇2倍縱向或橫向網(wǎng)格距離。最后,將每個(gè)順序單位網(wǎng)格中最穩(wěn)定落紗點(diǎn)進(jìn)行連接,即可得到整體離散的落紗點(diǎn)軌跡。圖4為局部曲面纏繞法實(shí)施流程圖。

圖4 局部曲面纏繞法實(shí)施流程圖Fig.4 Flow chart of local surface winding method
3 纏繞機(jī)器人CAM系統(tǒng)
CAM系統(tǒng)的主要作用是根據(jù)設(shè)計(jì)完成的離散落紗點(diǎn)軌跡,計(jì)算機(jī)器人末端裝卡的絲嘴的纏繞運(yùn)動(dòng)軌跡,并自動(dòng)生成機(jī)器人可識(shí)別的執(zhí)行代碼文件。
3.1 機(jī)器人纏繞路徑規(guī)劃
網(wǎng)格后置處理法[11]不受限于芯模表面方程且對(duì)不同形狀的芯模處理難易程度相同,特別適合異形件纏繞的路徑規(guī)劃。該方法首先根據(jù)離散落紗點(diǎn)軌跡、纏繞過(guò)程中懸紗長(zhǎng)度約束來(lái)求取出紗點(diǎn),然后通過(guò)計(jì)算相鄰出紗點(diǎn)的位置,得到絲嘴纏繞路徑坐標(biāo)。本系統(tǒng)借鑒此方法對(duì)CAD系統(tǒng)所得離散落紗點(diǎn)軌跡進(jìn)行后處理,得到機(jī)器人基坐標(biāo)下離散纏繞路徑,每個(gè)路徑點(diǎn)坐標(biāo)為(X,Y,Z,A,B,C,θE),其中,(X,Y,Z)為絲嘴在基坐標(biāo)內(nèi)的位置;(A,B,C)為絲嘴在基坐標(biāo)內(nèi)的姿態(tài);θE為主軸轉(zhuǎn)角。
然后根據(jù)精度要求,通過(guò)判斷相鄰兩路徑點(diǎn)之間的距離與閾值,選擇性地對(duì)路徑點(diǎn)進(jìn)行插補(bǔ)規(guī)劃,并進(jìn)行直線插補(bǔ)、NURBS曲線插補(bǔ)等細(xì)分處理。應(yīng)用逆運(yùn)動(dòng)學(xué)理論將所有基坐標(biāo)形式的路徑點(diǎn)轉(zhuǎn)換為由每個(gè)軸的轉(zhuǎn)角組成的關(guān)節(jié)坐標(biāo) (θ1,θ2,θ3,θ4,θ5,θ6,θE)。
3.2 機(jī)器人纏繞速度規(guī)劃
纏繞速度不僅影響纏繞效率,還影響纏繞制品的質(zhì)量。濕法纏繞中,絲嘴運(yùn)動(dòng)過(guò)快會(huì)導(dǎo)致纖維浸膠不足。另外,主軸(纏繞制品的芯模)轉(zhuǎn)速過(guò)高容易造成芯模表面的膠液在離心力作用下飛濺,制品含膠量不足勢(shì)必會(huì)影響質(zhì)量;干法纏繞中,機(jī)器人纏繞速度受限于機(jī)器人速度上限與設(shè)備纏繞張力控制能力,因此需要對(duì)機(jī)器人纏繞速度進(jìn)行規(guī)劃。最常見(jiàn)的纏繞速度規(guī)劃方式是快速纏繞,即在自主設(shè)定的大速度下快速纏繞,該方法效率最高,對(duì)于纏繞任何形狀的芯模都適用。除此之外,還有主軸恒轉(zhuǎn)速與恒出紗速度兩種規(guī)劃方式。主軸恒轉(zhuǎn)速纏繞時(shí),機(jī)器人運(yùn)行最穩(wěn)定,但纏繞速度最低;恒出紗速度纏繞時(shí),纏繞張力控制最穩(wěn)定。
對(duì)于纏繞運(yùn)動(dòng),我們要求機(jī)器人的運(yùn)動(dòng)是準(zhǔn)確、連續(xù)且平滑的。纏繞時(shí),每個(gè)關(guān)節(jié)軸和主軸需要同時(shí)到達(dá)各絲嘴路徑點(diǎn),因此各個(gè)軸的各段路徑所需的時(shí)間相同[12]。盡管對(duì)每個(gè)軸指定了相同的時(shí)間間隔,但對(duì)于某個(gè)特定的軸而言,其期望的轉(zhuǎn)角函數(shù)與其他軸函數(shù)無(wú)關(guān)[13-15]。對(duì)于任意軸,其各個(gè)軌跡點(diǎn)的位置是已知的,t0時(shí)刻的值為該軸的初位置θ0,tf時(shí)刻的值為該軸的目標(biāo)位置θf(wàn),如圖5所示,有多種光滑函數(shù)θ(t)可對(duì)該軸進(jìn)行軌跡規(guī)劃。

圖5 光滑函數(shù)曲線Fig.5 Curves of smooth function
本系統(tǒng)光滑函數(shù)θ(t)選用五次多項(xiàng)式函數(shù)
對(duì)應(yīng)的速度與加速度為[16-17]
根據(jù)相鄰兩絲嘴軌跡點(diǎn)位置得
根據(jù)相鄰兩絲嘴軌跡點(diǎn)速度、加速度
解得θ(t)的5個(gè)系數(shù):
(1)主軸恒轉(zhuǎn)速纏繞時(shí),有
tf=(θE(tf)-θE(t0))/ωm
其中,ωm為主軸角速度;θE(t0)為當(dāng)前落紗點(diǎn)時(shí)的主軸轉(zhuǎn)角;θE(tf)為下一個(gè)落紗點(diǎn)時(shí)的主軸轉(zhuǎn)角。
(2)當(dāng)快速度纏繞時(shí),有
其中,ωmaxk為第k(k=1,2,…,6) 關(guān)節(jié)或主軸的最大速度;θk(t0)為當(dāng)前落紗點(diǎn)時(shí)第k關(guān)節(jié)或主軸的轉(zhuǎn)角;θk(tf)為下一個(gè)落紗點(diǎn)時(shí)第k關(guān)節(jié)或主軸的轉(zhuǎn)角。
(3)當(dāng)恒出紗速度纏繞時(shí),有
其中,ωn為出紗角速度;α為實(shí)時(shí)纏繞角。
確定速度規(guī)劃方式后即可求得a1、a2、…、a5,從而得到6個(gè)關(guān)節(jié)軸與主軸經(jīng)過(guò)所有絲嘴軌跡點(diǎn)間的各光滑函數(shù)θk(t)和θE(t)的表達(dá)式,進(jìn)而可得到機(jī)器人整個(gè)纏繞過(guò)程的關(guān)節(jié)空間軌跡函數(shù):
f(t)=(θ1(t),θ2(t),θ3(t),θ4(t),θ5(t),θ6(t),θE(t))
(12)
對(duì)其求導(dǎo),可得各軸速度函數(shù):
(13)
將路徑更新率f=1/t代入式(12)、式(13)可得每個(gè)周期的機(jī)器人關(guān)節(jié)坐標(biāo)與速度。
3.3 機(jī)器人執(zhí)行代碼自動(dòng)生成
機(jī)器人執(zhí)行代碼自動(dòng)生成是將虛擬規(guī)劃的機(jī)器人纏繞軌跡數(shù)據(jù)轉(zhuǎn)化為實(shí)體機(jī)器人程序指令。根據(jù)KUKA機(jī)器人語(yǔ)言格式,通過(guò)開(kāi)發(fā)高級(jí)語(yǔ)言程序VC,運(yùn)用MFC中CFileDialog類(lèi)對(duì)程序模板文件進(jìn)行操作,將各軸轉(zhuǎn)角更新至相應(yīng)指令語(yǔ)句中,保存為指定的文本文件“RobotWind.src”。
4 系統(tǒng)仿真功能
基于OpenGL搭建纏繞仿真環(huán)境,可實(shí)現(xiàn)纏繞線型仿真與絲嘴運(yùn)動(dòng)位姿仿真。線型仿真能三維顯示任意時(shí)段纖維在芯模表面排布規(guī)律,比如切點(diǎn)數(shù)、交叉點(diǎn)數(shù)等。通過(guò)絲嘴運(yùn)動(dòng)仿真能全程顯示絲嘴相對(duì)芯模的位姿,方便對(duì)絲嘴運(yùn)動(dòng)進(jìn)行干涉檢查,防止因參數(shù)設(shè)置不正確或絲嘴軌跡規(guī)劃不合理等原因,造成絲嘴運(yùn)動(dòng)時(shí)與芯模發(fā)生干涉。
5 機(jī)器人纏繞CAD/CAM系統(tǒng)應(yīng)用實(shí)例
5.1 建模
組合回轉(zhuǎn)體由球段、圓柱段以及銜接段組成,具體參數(shù)如圖6a所示;將芯模網(wǎng)格化布點(diǎn),網(wǎng)格節(jié)點(diǎn)數(shù)為24×58,如圖6b所示。

圖6 組合回轉(zhuǎn)體芯模Fig.6 Mandrel for combined revolution
5.2 纏繞仿真
纏繞線型如圖7所示,球段采用測(cè)地線纏繞(μs=0),圓柱段與過(guò)渡纏繞采用非測(cè)地線纏繞(μs>0),起始纏繞角為74°,紗線寬度為40 mm。機(jī)器路徑采用封閉圓柱形式進(jìn)行規(guī)劃,安全距離設(shè)為50 mm,快速纏繞速度設(shè)為50%機(jī)器人額定速度,仿真纏繞過(guò)程未發(fā)生運(yùn)動(dòng)干涉。
圖7 纏繞線型設(shè)計(jì)仿真圖Fig.7 Simulative winding pattern
5.3 纏繞實(shí)驗(yàn)
實(shí)際纏繞采用機(jī)器人手抓絲嘴單紗纏繞,7 N恒張力控制。整個(gè)纏繞過(guò)程中未出現(xiàn)滑紗、紗線架橋情況,纏繞線型準(zhǔn)確,如圖8所示,實(shí)際紗寬41.97 mm與設(shè)計(jì)紗寬40.00 mm的誤差在±2 mm以內(nèi)。

圖8 實(shí)際纏繞線型Fig.8 Windng patterns of combined revolution
機(jī)器人實(shí)際纏繞路徑更新率f=100 Hz,即一個(gè)伺服周期為10 ms。對(duì)纏繞過(guò)程中機(jī)器人各關(guān)節(jié)速度采樣分析,圖9a所示為纏繞組合回轉(zhuǎn)體桶身段時(shí)某100個(gè)伺服周期內(nèi)機(jī)器人各個(gè)關(guān)節(jié)的速度變化曲線,可知纏繞組合回轉(zhuǎn)體桶身過(guò)程中,機(jī)器人的關(guān)節(jié)1按最快速度轉(zhuǎn)動(dòng),且基本保持勻速,其余關(guān)節(jié)根據(jù)關(guān)節(jié)1的速度大小各自進(jìn)行速度調(diào)節(jié),以滿足所有關(guān)節(jié)同時(shí)到達(dá)絲嘴軌跡點(diǎn)的要求。出現(xiàn)這種速度規(guī)律的原因是,當(dāng)機(jī)器人纏繞組合回轉(zhuǎn)體桶身段時(shí),主要的運(yùn)動(dòng)是執(zhí)行絲嘴左右移動(dòng),即沿機(jī)器人Y軸方向(組合回轉(zhuǎn)體軸向)的運(yùn)動(dòng)量最大,而關(guān)節(jié)1是主要承擔(dān)機(jī)器人Y方向位移的關(guān)節(jié)。圖9b所示為纏繞組合回轉(zhuǎn)體封頭段時(shí),某100個(gè)伺服周期內(nèi)機(jī)器人各個(gè)關(guān)節(jié)的速度變化曲線,圖中顯示,轉(zhuǎn)動(dòng)速度最大的是關(guān)節(jié)4,其次是關(guān)節(jié)2、關(guān)節(jié)5,出現(xiàn)這種速度規(guī)律的原因是,當(dāng)機(jī)器人纏繞組合回轉(zhuǎn)體封頭段時(shí),主要的運(yùn)動(dòng)不僅有絲嘴沿機(jī)器人X軸方向運(yùn)動(dòng),還有絲嘴繞機(jī)器人X軸的轉(zhuǎn)動(dòng)。其中,關(guān)節(jié)2是主要承擔(dān)機(jī)器人X方向位移的關(guān)節(jié),關(guān)節(jié)4與關(guān)節(jié)5是主要承擔(dān)機(jī)器人繞X軸旋轉(zhuǎn)的關(guān)節(jié)。
圖9 機(jī)器人關(guān)節(jié)速度Fig.9 Velocity of robotic joints
6 結(jié)論
針對(duì)機(jī)器人纏繞復(fù)合材料復(fù)雜異形件問(wèn)題,基于局部曲面纏繞法與機(jī)器人纏繞軌跡規(guī)劃方法,建立了一套纏繞機(jī)器人CAD/CAM系統(tǒng)。局部曲面纏繞法基于芯模表面網(wǎng)格節(jié)點(diǎn)的纏繞理論,利用曲面擬合方法,通過(guò)判斷擬合曲面上備選點(diǎn)是否符合穩(wěn)定纏繞條件確定落紗點(diǎn)軌跡,能有效解決復(fù)雜異形件纏繞線型設(shè)計(jì)問(wèn)題。機(jī)器人纏繞軌跡規(guī)劃方法能夠針對(duì)3種不同的纏繞速度,計(jì)算機(jī)器人纏繞的光滑關(guān)節(jié)空間軌跡。結(jié)合一個(gè)組合回轉(zhuǎn)體芯模纏繞的應(yīng)用實(shí)例,介紹了機(jī)器人纏繞CAD/CAM系統(tǒng)的功能。實(shí)例驗(yàn)證了系統(tǒng)對(duì)異形件纖維纏繞的適應(yīng)性、纏繞算法的可行性。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國(guó)材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國(guó)塑料(2015年6期)2015-11-13 03:02:54
中國(guó)塑料(2015年11期)2015-10-14 01:14:14
中國(guó)塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29