鋰基潤滑脂制備工藝的改進(jìn)
2019-07-19 08:53:30朱國靖
石油商技 2019年3期
關(guān)鍵詞:工藝
朱國靖
南京科潤工業(yè)介質(zhì)股份有限公司

鋰基潤滑脂是當(dāng)前全世界制備量最大的潤滑脂品種,應(yīng)用領(lǐng)域非常廣泛,應(yīng)用于航空航天、汽車、鐵路機(jī)車、坦克、炮車、艦船、建筑機(jī)械、冶金設(shè)備、重型機(jī)械、各類機(jī)床、化工機(jī)械、紡織機(jī)械、造紙機(jī)械、食品機(jī)械、家用電器和辦公設(shè)備等工業(yè)、農(nóng)業(yè)、交通運(yùn)輸業(yè)、國防工業(yè)各部門的機(jī)械和設(shè)備。鋰基潤滑脂既可以滿足通用潤滑要求,又能滿足特殊潤滑要求,是當(dāng)前潤滑脂產(chǎn)品中不可替代的品種[1]。
鋰基潤滑脂主要是以脂肪酸鋰皂作為稠化劑稠化礦物基礎(chǔ)油或合成基礎(chǔ)油,并加入添加劑,通過不同的制備工藝制成。目前鋰基潤滑脂的制備工藝主要分為常壓釜制備工藝、壓力釜制備工藝和接觸器制備工藝。其中,常壓釜制備工藝是最原始的潤滑脂制備方式,由于常壓釜制作費用低,并且利于觀察,因此被廣泛使用。但相對于壓力釜制備工藝來說,其制備周期長、能耗較高[2]。常用鋰基潤滑脂制備工藝的比較見表1。
本文在以常壓釜制備鋰基潤滑脂時,選擇添加1種C16~C22的脂肪酸,在皂化階段能夠起到膨化作用,提高脂肪酸與堿接觸的比表面積,并且鎖住水分,提高反應(yīng)速率,從而簡化了制備工藝,縮短了制備時間,達(dá)到了降低能耗的目的。
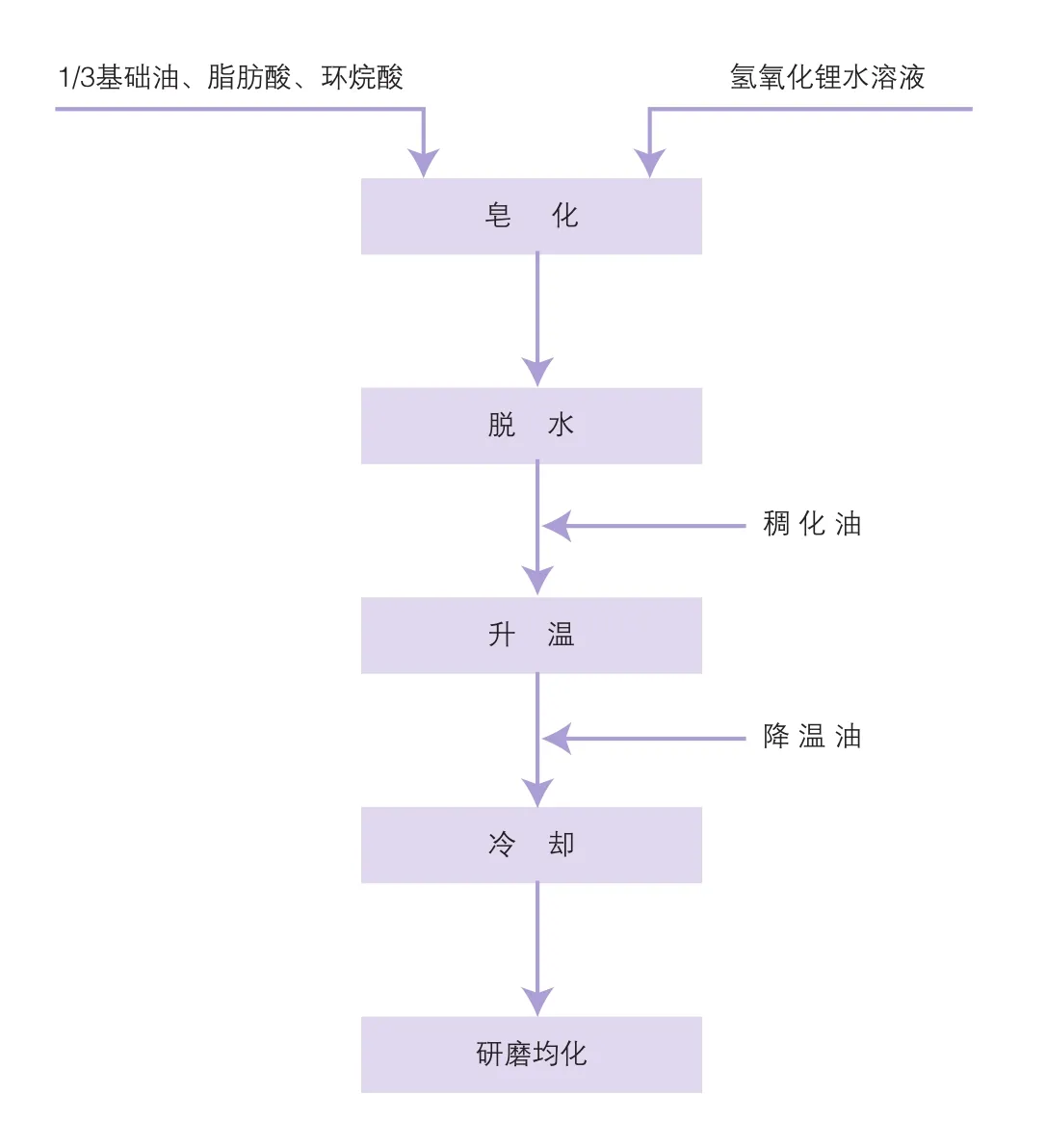
圖1 鋰基潤滑脂制備工藝
試驗部分
試驗原料
基礎(chǔ)油
◇150BS:泰國國家石油公司;
◇500SN:泰國國家石油公司。
稠化劑
◇12-羥基硬脂酸:工業(yè)級;
◇三壓硬脂酸:工業(yè)級;
◇環(huán)烷酸:工業(yè)級;
◇C16~C22酸:工業(yè)級;
◇堿:單水氫氧化鋰,工業(yè)級。
鋰基潤滑脂的制備
鋰基潤滑脂的制備工藝見圖1。
鋰基潤滑脂常規(guī)制備工藝與改進(jìn)制備工藝對比,見表2。
結(jié)果與討論
制備工藝過程對比
鋰基潤滑脂制備工藝改進(jìn)前后的工藝歷程對比見圖2。
從圖2可以看出,制備工藝改進(jìn)后,鋰基潤滑脂皂化反應(yīng)時間縮短了,并且節(jié)省了升溫脫水的時間,降低了煉制溫度,達(dá)到了縮短制備時間、降低能耗的目的。
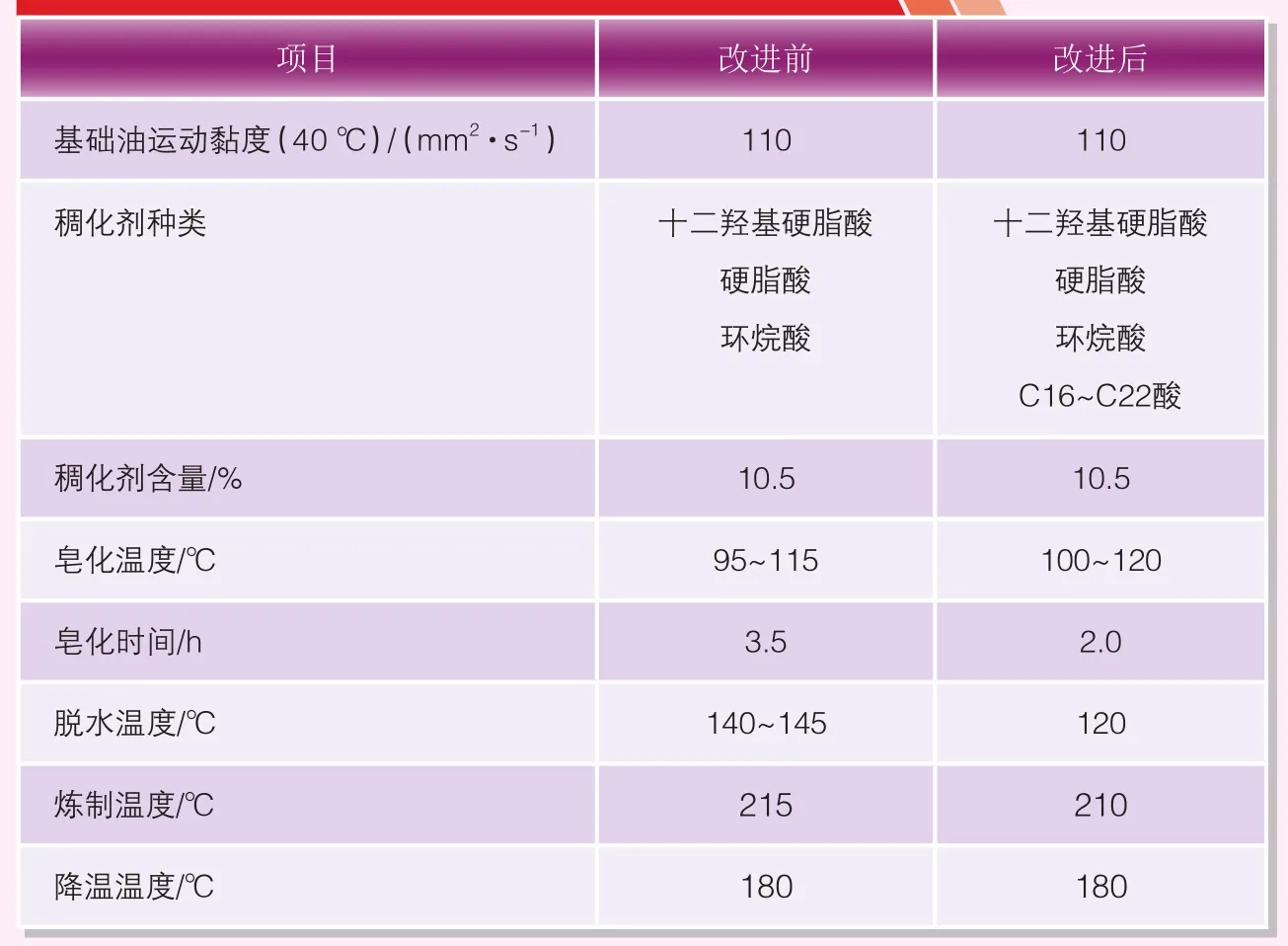
表2 改進(jìn)前后鋰基潤滑脂制備工藝對比
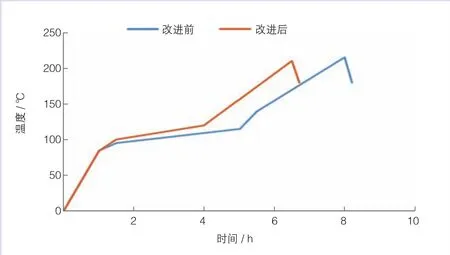
圖2 改進(jìn)前后制備工藝歷程對比
常規(guī)理化指標(biāo)
鋰基潤滑脂制備工藝改進(jìn)前后的常規(guī)理化指標(biāo)分析結(jié)果見表3。
從表3可以看出,改進(jìn)后的鋰基潤滑脂10萬次延長錐入度變化值,由原來的23變成36,說明機(jī)械安定性變差;其他性能差異不大,但是極壓抗磨性能明顯提高,說明C16~C22酸能夠提高鋰基潤滑脂的極壓抗磨性能。總的來說,改進(jìn)后的鋰基潤滑脂可以達(dá)到GB/T 7324—2010《通用鋰基潤滑脂》標(biāo)準(zhǔn)的要求(3號)。
C16~C22酸添加比例對鋰基潤滑脂性能的影響
工作錐入度
不同C16~C22酸添加比例下制備的鋰基潤滑脂的工作錐入度見圖3。
由圖3可以看出,隨著C16~C22酸添加比例的增加,鋰基潤滑脂的工作錐入度有變大趨勢,說明C16~C22酸的添加對潤滑脂的稠度影響較大。
滴點
不同C16~C22酸添加比例下制備的鋰基潤滑脂的滴點見圖4。
由圖4可以看出,隨著C16~C22酸添加比例的增加,潤滑脂的滴點大體上是呈無規(guī)律的變化,整體在200~205 ℃,變化不大,說明C16~C22酸的添加對潤滑脂的滴點影響較小。
10萬次延長工作錐入度
不同C16~C22酸添加比例下制備的鋰基潤滑脂的10萬次工作錐入度見圖5。
由圖5可以看出,隨著C16~C22酸添加比例的增加,潤滑脂的10萬次延長工作錐入度有變大趨勢,說明C16~C22酸的添加對潤滑脂的機(jī)械安定性影響較大。
鋼網(wǎng)分油
不同C16~C22酸添加比例下制備的鋰基潤滑脂的鋼網(wǎng)分油見圖6。
由圖6可以看出,隨著C16~C22酸添加比例的增加,鋰基潤滑脂的鋼網(wǎng)分油數(shù)據(jù)有波動,但總體上呈上升趨勢。
極壓性能
不同C16~C22酸添加比例下制備的鋰基潤滑脂的極壓性能見圖7。
由圖7可以看出,鋰基潤滑脂的燒結(jié)負(fù)荷PD與最大無卡咬負(fù)荷PB在C16~C22酸的添加量為0.4~0.5%時會有一個明顯的增長,但繼續(xù)添加,PD與PB值并無變化。

表3 常規(guī)理化指標(biāo)分析結(jié)果
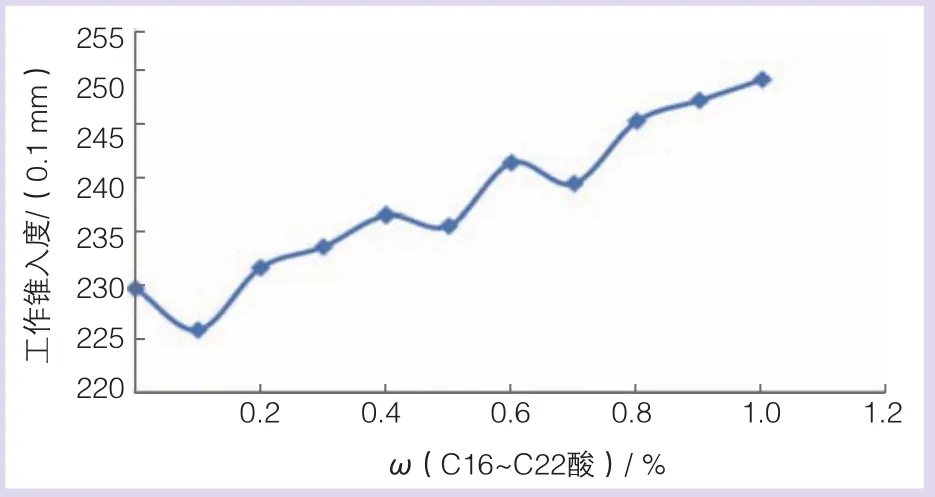
圖3 所制備鋰基潤滑脂的工作錐入度
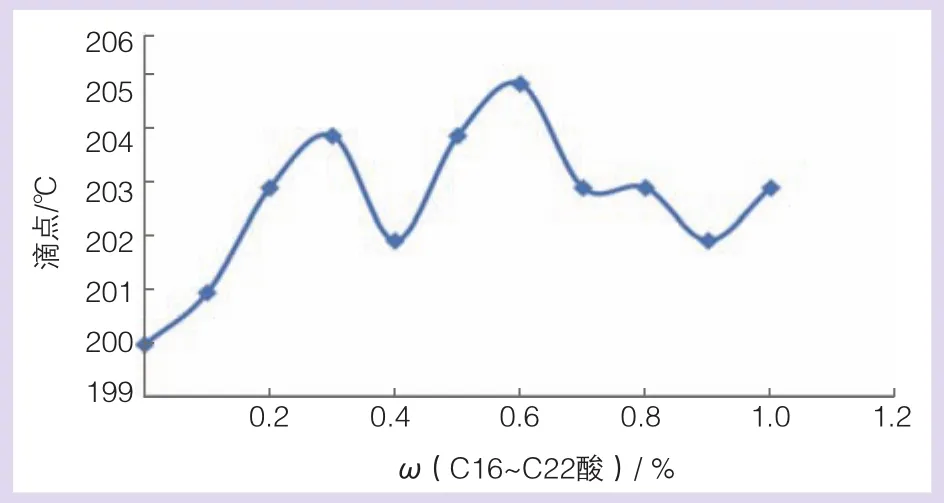
圖4 所制備鋰基潤滑脂的滴點
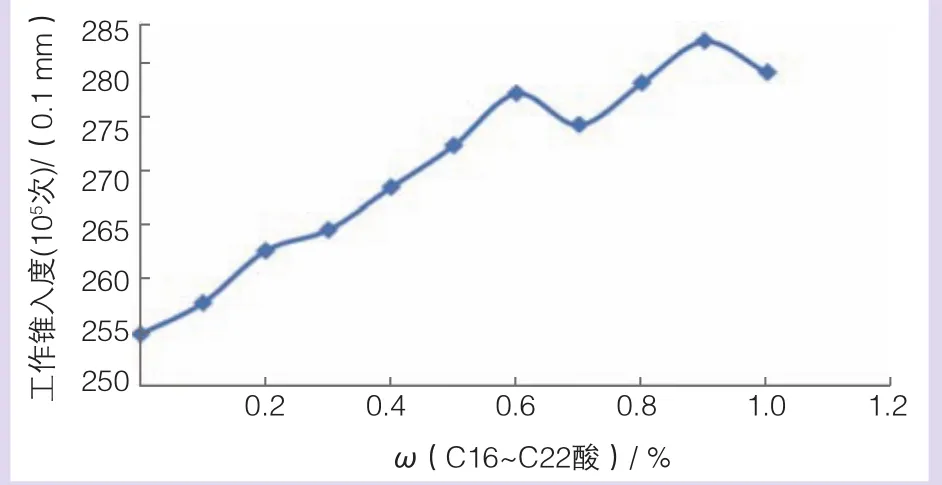
圖5 所制備鋰基潤滑脂的潤滑脂的10萬次工作錐入度
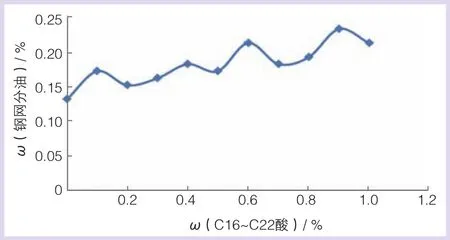
圖6 所制備鋰基潤滑脂的鋼網(wǎng)分油
抗磨性能
不同C16~C22酸添加比例下制備的鋰基潤滑脂的磨斑直徑見圖(8)。
由圖8可以看出,隨著C16~C22酸添加比例的增加,潤滑脂的磨斑直徑主要呈下降趨勢,后趨于平穩(wěn),說明C16~C22酸的添加對潤滑脂的抗磨性能具有一定的改善作用。
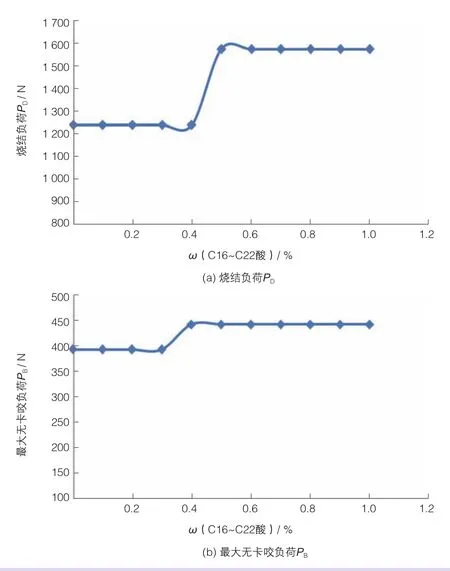
圖7 所制備鋰基潤滑脂的極壓性能
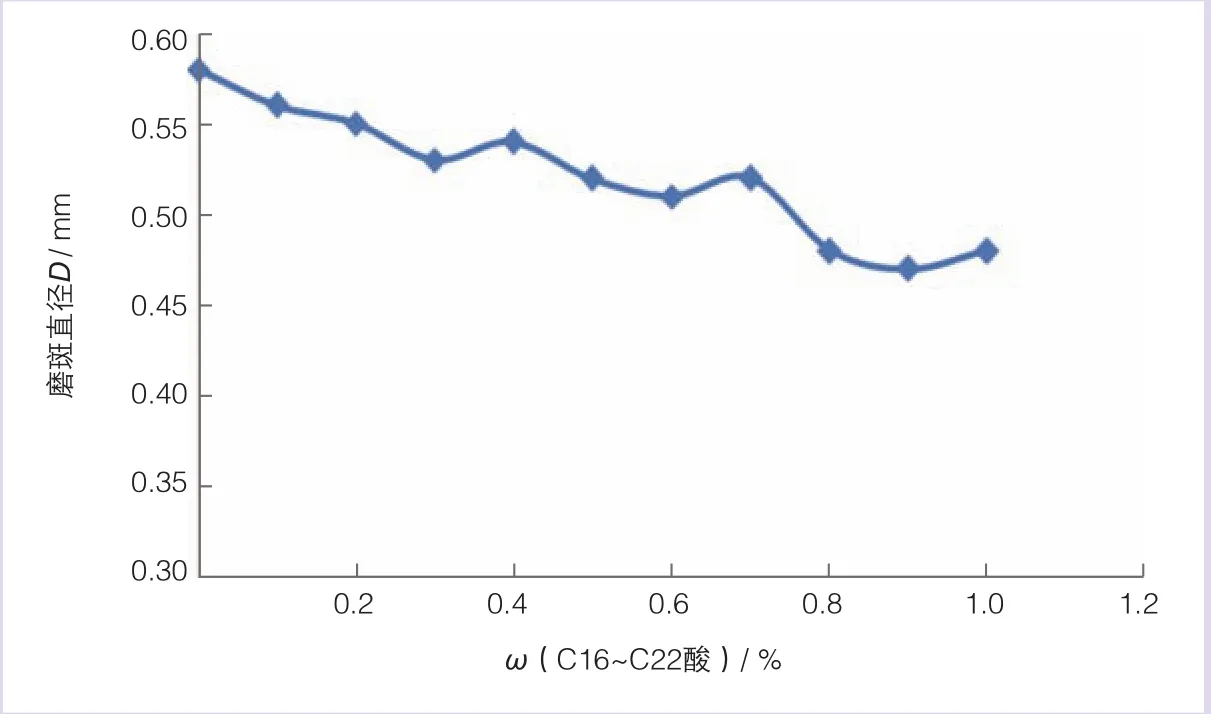
圖8 所制備鋰基潤滑脂的磨斑直徑
結(jié)論
☆添加C16~C22酸改進(jìn)制備工藝后,鋰基潤滑脂皂化反應(yīng)時間縮短了,并且節(jié)省了升溫脫水的時間,降低了煉制溫度,能夠達(dá)到縮短制備時間、降低能耗的目的。
☆改進(jìn)制備工藝制備的鋰基潤滑脂的機(jī)械安定性變差,但極壓抗磨性能是提高的,總體上可以達(dá)到GB/T 7324—2010《通用鋰基潤滑脂》標(biāo)準(zhǔn)的要求。
☆隨著C16~C22酸酸添加比例的增大,對鋰基潤滑脂的稠度、機(jī)械安定性和抗磨性能影響較大,添加比例控制在0.4%~0.6%(質(zhì)量分?jǐn)?shù))較為適宜。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
