PFMEA在汽車零部件產(chǎn)線裝配工位中的應(yīng)用
2019-07-19 06:23:28李建華張鵬輝曹現(xiàn)剛
價(jià)值工程 2019年9期
關(guān)鍵詞:質(zhì)量
李建華 張鵬輝 曹現(xiàn)剛
摘要:在現(xiàn)如今的產(chǎn)線生產(chǎn)過(guò)程中,尤其在自動(dòng)化工位,如果發(fā)生質(zhì)量問(wèn)題,就會(huì)導(dǎo)致花費(fèi)大量時(shí)間檢查,文章通過(guò)對(duì)某裝配工位引入過(guò)程失效模式及影響分析(PFMEA),找出風(fēng)險(xiǎn)優(yōu)先數(shù)(RPN)最高的工序,進(jìn)行改善,從而保證生產(chǎn)過(guò)程中的質(zhì)量問(wèn)題,減少浪費(fèi),滿足精益生產(chǎn)要求。
Abstract: In today's production line production process, especially in automated workstations, if quality problems occur, it will lead to a lot of time to check. The article introduces Process Failure Mode and Effects Analysis (PFMEA) to an assembly station to find the highest process of the Risk Priority Number (RPN) and improve it, so as to ensure quality in the production process, reduce waste and meet lean production requirements.
關(guān)鍵詞:PFMEA;精益生產(chǎn);質(zhì)量
Key words: PFMEA;lean production;quality
中圖分類號(hào):F270.7 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻(xiàn)標(biāo)識(shí)碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號(hào):1006-4311(2019)09-0178-03
0 ?引言
當(dāng)前社會(huì)環(huán)境中,人們對(duì)產(chǎn)品的質(zhì)量要求越來(lái)越高,市場(chǎng)競(jìng)爭(zhēng)越來(lái)越激烈,各行各業(yè)對(duì)產(chǎn)品的質(zhì)量也愈加重視。本文選取UE公司某產(chǎn)線的一個(gè)自動(dòng)裝配工位(ST10),進(jìn)行PFMEA,對(duì)該工位存在的失效模式進(jìn)行分析,尤其是風(fēng)險(xiǎn)優(yōu)先數(shù)最高的抓取彈簧墊圈的工序,通過(guò)改善其送料裝置及夾具,減少了生產(chǎn)過(guò)程中由于抓取失誤造成的浪費(fèi),提升產(chǎn)線的效率,保證產(chǎn)品質(zhì)量。
1 ?評(píng)分標(biāo)準(zhǔn)
本文所有評(píng)分標(biāo)準(zhǔn)及注意事項(xiàng)都是依據(jù)UE公司內(nèi)部通用標(biāo)準(zhǔn)要求。
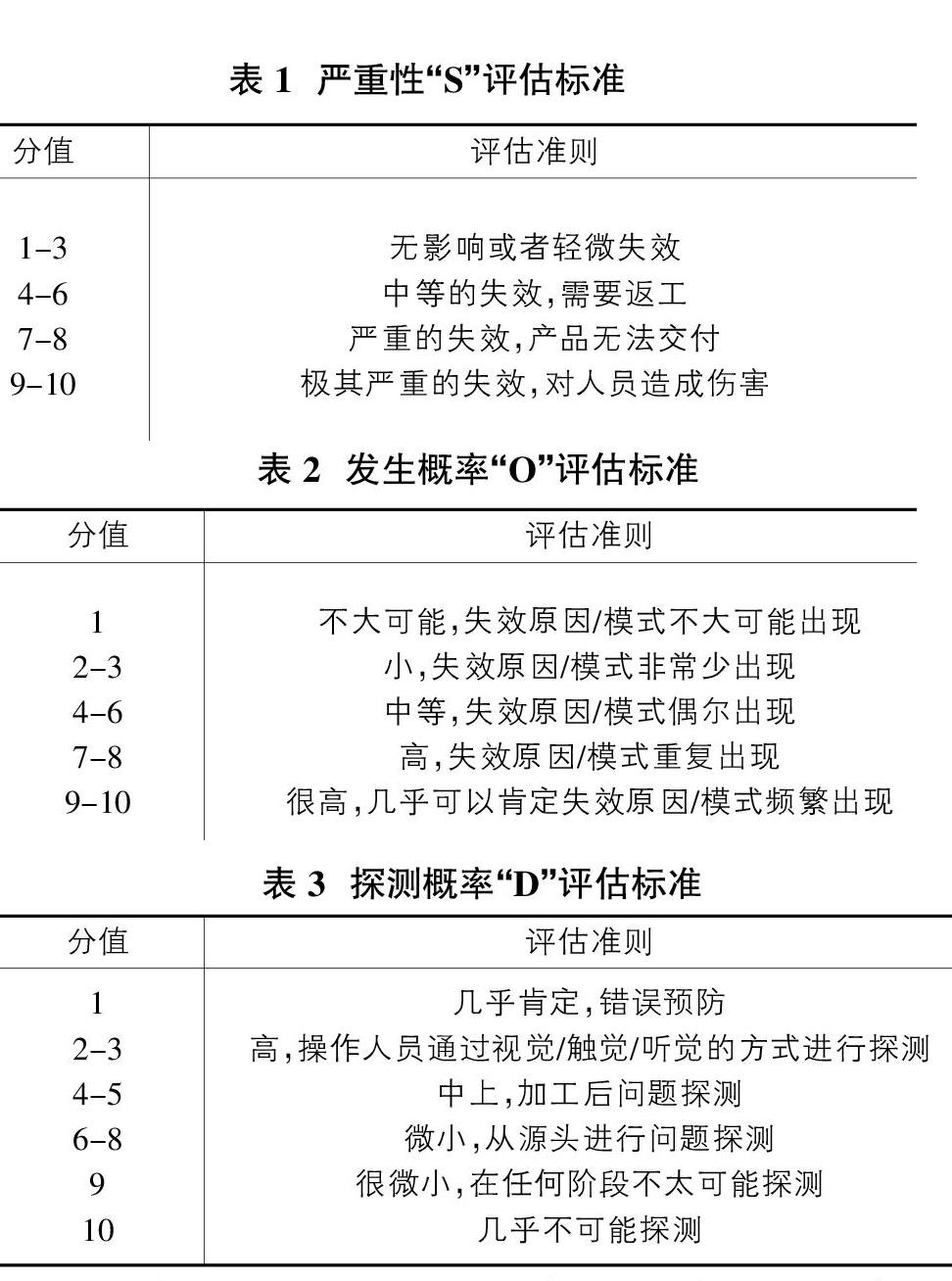
1.1 P-FMEA失效影響的嚴(yán)重性“S”
定義:分析范圍是最高層級(jí)或至系統(tǒng)最高層級(jí)的既定接口中失效后果的嚴(yán)重程度通過(guò)S來(lái)評(píng)定。
注意事項(xiàng):如果兩種可能都存在,采用兩個(gè)嚴(yán)重度值中的較高者。
1.2 P-FMEA發(fā)生概率“O”
定義:“O”的評(píng)估反映失效原因發(fā)生的概率。(表2)
注意事項(xiàng):①O的評(píng)估結(jié)果應(yīng)視為相對(duì)估量,而非絕對(duì)量度;
②若未描述任何預(yù)防性措施,評(píng)定結(jié)果將為O=10;
③對(duì)于P-FMEA而言,時(shí)間因素也必須考慮在內(nèi),如工具的的使用壽命。
1.3 P-FMEA探測(cè)概率“D”
定義:探測(cè)度(D)是指將產(chǎn)品移交給客戶之前使用所述的調(diào)查手段在因果聯(lián)中發(fā)現(xiàn)失效的概率。
注意事項(xiàng):P-FMEA:必須評(píng)定過(guò)程監(jiān)控的適配度。隨機(jī)抽樣測(cè)試僅在一定程度上適用于檢測(cè)偶爾發(fā)生失效以及防止下游過(guò)程中繼續(xù)加工缺陷部件。
1.4 風(fēng)險(xiǎn)評(píng)估(S、O、D)
定義:風(fēng)險(xiǎn)評(píng)估旨在對(duì)潛在的薄弱環(huán)節(jié)進(jìn)行優(yōu)先級(jí)排序,從而確定優(yōu)先級(jí)改進(jìn)的起點(diǎn)。
批判性評(píng)估的原則:①評(píng)估表分值從10分(最差情況)到1分進(jìn)行考問(wèn);
②僅在理由充分時(shí)降低風(fēng)險(xiǎn)等級(jí);
③未達(dá)成共識(shí),選用最高等級(jí)。
注意事項(xiàng):①采用統(tǒng)一的評(píng)級(jí)基準(zhǔn);
②避免雙層評(píng)級(jí),如:檢測(cè)能力非常強(qiáng)(D=1),失效不會(huì)影響客戶,因此S=1。
風(fēng)險(xiǎn)優(yōu)先數(shù)(RPN):
定義:風(fēng)險(xiǎn)優(yōu)先數(shù)RPN是各單項(xiàng)評(píng)級(jí)數(shù)值的乘積:
S×O×D=RPN,其中RPN值為100以下可接受,100以上必須加以改善。
2 ?ST10 PFMEA及改善過(guò)程
2.1 ST10可能出現(xiàn)的各種失效模式
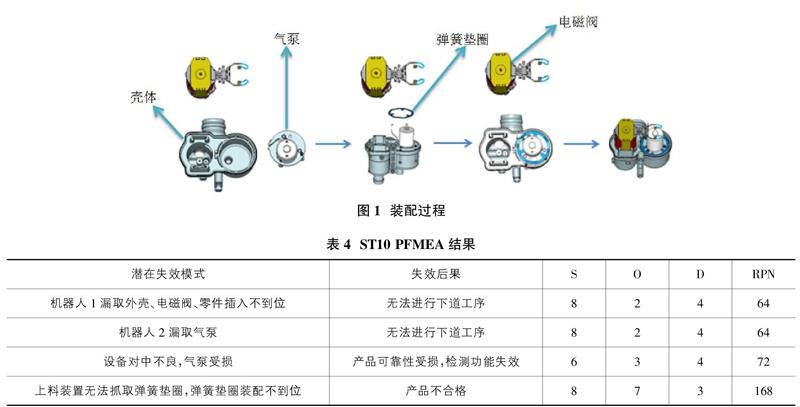
ST10是自動(dòng)裝配工位:電機(jī)、彈簧墊圈與殼體的裝配,以及預(yù)裝閥。通過(guò)對(duì)該工位每道工序的描述,為確保產(chǎn)品質(zhì)量與產(chǎn)線效率,進(jìn)行PFMEA分析(圖1)。
第一道工序:機(jī)器人1抓取殼體,放入WPC的工裝內(nèi)。檢測(cè)完成后,WPC移動(dòng)到下一加工位置。該工序需要考慮殼體角度是否正確、殼體放置是否到位以及殼體內(nèi)無(wú)異物;
第二道工序:機(jī)器人1從loop1上取出空氣泵,翻轉(zhuǎn)后預(yù)放到空氣泵壓頭上,然后機(jī)器人2移載抓取彈簧墊圈。該工序需要考慮空氣泵角度的準(zhǔn)確性,以及抓取彈簧墊圈的準(zhǔn)確性;
第三道工序:空氣泵壓頭下移,裝配到空氣泵和殼體。裝配檢測(cè)完成后,WPC移動(dòng)到下一加工位置。該工序要檢測(cè)壓裝是否到位以及壓裝后O形圈的狀態(tài)是否正常;
第四道工序:WPC停止,機(jī)器人抓取彈簧墊圈,裝到空氣泵上,WPC移動(dòng)到下一加工位置。該工序要考慮彈簧墊圈是否漏裝、移動(dòng)過(guò)程中不掉落、彈簧墊圈未多裝、PTC線束未損傷以及彈簧圈角度正確;
第五道工序:機(jī)器人2放置電磁閥到WPC的工裝上。該工序需要考慮電磁閥放置的方向和角度是否正確,夾爪和線束不能干涉。
2.2 ST10過(guò)程失效模式及影響分析結(jié)果
①由于第二個(gè)機(jī)器人操作失誤造成的缺陷模式包括漏取外殼、外殼沒(méi)有完成插入到WPC中,漏取電磁閥、電磁閥沒(méi)有插入到第二回路的WPC中、及電磁閥方向錯(cuò)誤。缺陷原因相同,造成的缺陷影響為不能進(jìn)行下道工序,通過(guò)定期檢查和維修機(jī)器人的預(yù)防措施以及相機(jī)檢測(cè)(CCD)的探測(cè)措施可以有效防止該失效模式,因此根據(jù)評(píng)分準(zhǔn)則:S=8,O=2,D=4,得出RPN=8*2*4=64;
②由于第一個(gè)機(jī)器人操作失誤造成的缺陷模式漏取氣泵,造成無(wú)法繼續(xù)工作的影響,通過(guò)定期檢查和維修機(jī)器人的預(yù)防措施及工位傳感器檢測(cè)的探測(cè)措施可以有效防止該失效模式,因此根據(jù)評(píng)分準(zhǔn)則:S=8,O=2,D=4,得出RPN=8*2*4=64;
③由于設(shè)備對(duì)中不良造成的缺陷模式氣泵壓入時(shí),壓力不足以及氣泵壓入時(shí)受損,造成缺陷影響為產(chǎn)品可靠性受損以及檢測(cè)功能失效,通過(guò)檢查壓頭對(duì)中性、定期維護(hù)設(shè)備的預(yù)防措施和CCD、傳感器檢測(cè)的探測(cè)措施可以有效防止該失效模式,因此根據(jù)評(píng)分準(zhǔn)則::S=6,O=3,D=4,得出RPN=6*3*4=72;
④由于第一個(gè)機(jī)器人操作失誤及原材料上料裝置不合適造成的缺陷模式漏取彈簧墊圈、彈簧墊圈咬合、彈簧墊圈沒(méi)有完全插入到第二回路中的WPC以及漏裝彈簧墊圈,造成的影響為無(wú)法進(jìn)行下道工序、產(chǎn)品無(wú)法緊固、產(chǎn)品運(yùn)輸中損壞。因?yàn)榇巳毕轃o(wú)法通過(guò)常規(guī)手段避免,并且彈簧墊圈抓取失誤這一缺陷模式相對(duì)于別的缺陷模式發(fā)生概率高,因此根據(jù)評(píng)分準(zhǔn)則:S=8,O=7,D=3,得出RPN=8*7*3=168(高)。
如表4所示。
2.3 關(guān)鍵工序改善
通過(guò)PFMEA發(fā)現(xiàn)該裝配工位中機(jī)器人抓取彈簧墊圈這一道工序存在較多問(wèn)題,主要包括漏抓、多抓、彈簧墊圈咬合及裝配不到位問(wèn)題。風(fēng)險(xiǎn)優(yōu)先數(shù)為168,超出可接受范圍,因此對(duì)其重點(diǎn)改善。
經(jīng)分析發(fā)現(xiàn)上述問(wèn)題出現(xiàn)的原因是由于上料裝置及機(jī)器人夾取所造成,該工序采取的上料裝置是如圖2所示工廠中另一條產(chǎn)線波簧的上料裝置,該工序采用套筒上料,套筒一次裝入若干波簧,套筒使用轉(zhuǎn)盤布置,套筒轉(zhuǎn)盤下方使用伺服缸向上頂升,真空吸取,從而機(jī)器人抓取零件。
但在產(chǎn)線試跑過(guò)程中發(fā)現(xiàn)由于彈簧墊圈比波簧尺寸大,同時(shí)又多出三個(gè)齒形,在將彈簧墊圈放入波簧的上料裝置中時(shí),由于這兩點(diǎn)原因出現(xiàn)了圖3所示失效模式,即彈簧墊圈在套筒上的自由堆疊和齒形位置的不同導(dǎo)致無(wú)法準(zhǔn)確吸取并且多出的齒形在零件之間容易發(fā)生咬合,因此在機(jī)器人夾取過(guò)程中,無(wú)法準(zhǔn)確抓取一個(gè)零件進(jìn)行裝配,從而出現(xiàn)了多抓或者漏抓的情況產(chǎn)生。
因此,失效模式確定,即上述彈簧墊圈在上料裝置中堆疊及齒形咬合而造成機(jī)器人漏抓或多抓的,導(dǎo)致了產(chǎn)品無(wú)法進(jìn)行下到工序、產(chǎn)品不合格的失效影響。
解決這一失效模式從最根本出發(fā)即解決彈簧墊圈咬合和堆疊情況出現(xiàn)就行,在套筒放入零件以及伺服缸向上頂升的送料過(guò)程中因?yàn)槌叽缂靶螤畹挠绊懓l(fā)生咬合,因此選擇改變彈簧墊圈的送料狀態(tài)即可避免這一影響。
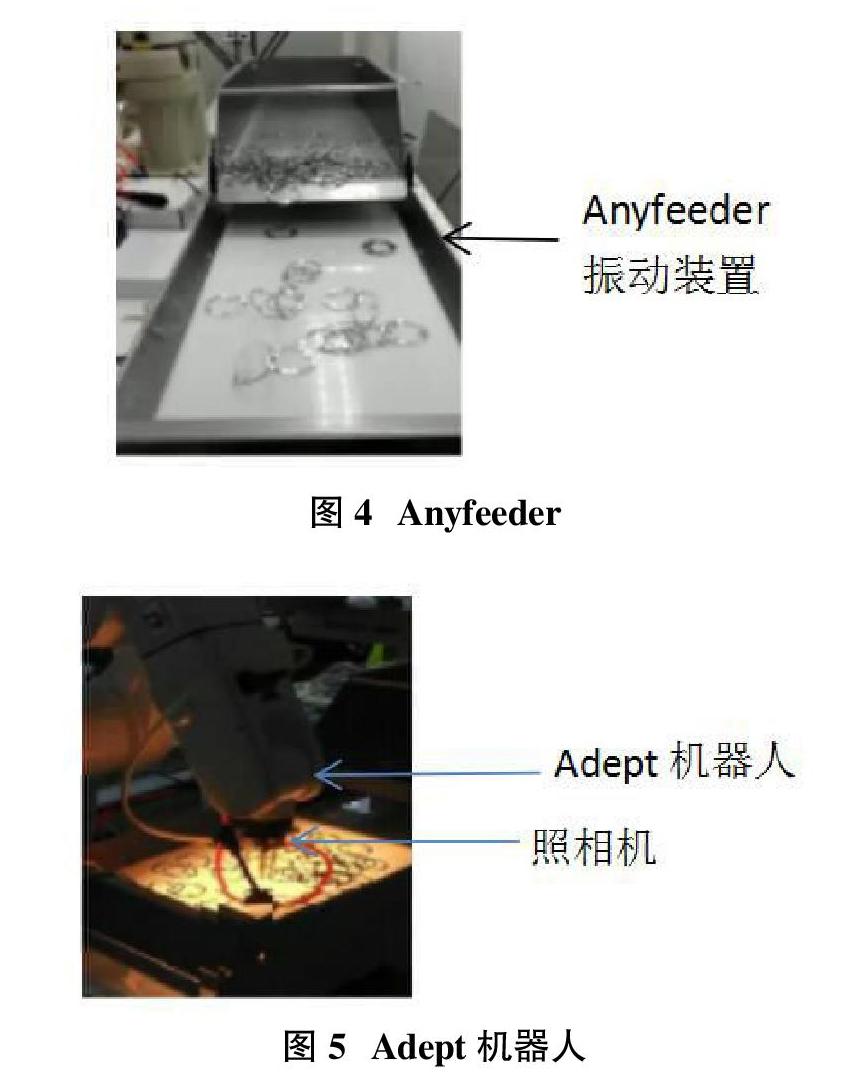
經(jīng)過(guò)討論與多次試驗(yàn),為了改變零件的存在狀態(tài),換掉原有的套筒上料,導(dǎo)入一個(gè)送料裝置Anyfeeder(圖4),該裝置是一個(gè)不斷振動(dòng)的送料機(jī),彈簧墊圈在送料機(jī)內(nèi)保持振動(dòng),就可以避免堆疊和咬合的情況。而在改變了送料裝置后,之前所使用的伺服缸向上頂升套筒,機(jī)器人通過(guò)真空吸取抓取零件也需要相對(duì)應(yīng)的改變,最后確定導(dǎo)入一個(gè)帶有視覺(jué)引導(dǎo)系統(tǒng)的Adept機(jī)器人(圖5),通過(guò)振動(dòng)料斗內(nèi)彈簧墊圈不規(guī)則振動(dòng),照相機(jī)檢測(cè)位置正確和角度正確的零件,從而Adept機(jī)器人準(zhǔn)確抓取,完成裝配。
經(jīng)檢驗(yàn),彈簧墊圈通過(guò)振動(dòng)送料裝置被分開(kāi),Adept機(jī)器人通過(guò)相機(jī)檢測(cè)零件形狀,選取狀態(tài)、角度正確的零件,避免了漏抓、多抓及裝配不到位的問(wèn)題,從而保證了產(chǎn)線的效率以及產(chǎn)品的裝配質(zhì)量。
該改善大大降低了PFMEA中發(fā)生概率“O”的分值,以前重復(fù)出現(xiàn)的漏取彈簧墊圈的失效模式,通過(guò)改變上料裝置,增加Adept機(jī)器人,該失效模式很少出現(xiàn),根據(jù)UE公司評(píng)分標(biāo)準(zhǔn),因此“O”的數(shù)值由7變?yōu)?,得到表5所示結(jié)果。
3 ?結(jié)論
通過(guò)對(duì)ST10工位引入過(guò)程失效模式及影響分析(PFMEA),對(duì)該工位各個(gè)工序有可能出現(xiàn)的質(zhì)量問(wèn)題逐個(gè)分析,確定其缺陷模式及缺陷影響,進(jìn)行風(fēng)險(xiǎn)評(píng)估,得出風(fēng)險(xiǎn)優(yōu)先數(shù)(RPN),根據(jù)RPN的分值,對(duì)于風(fēng)險(xiǎn)系數(shù)較低,在可控范圍內(nèi)的缺陷模式做到定期檢測(cè)設(shè)備等措施做到預(yù)防,對(duì)與風(fēng)險(xiǎn)系數(shù)高并且不能通過(guò)定期檢查避免的缺陷模式,在關(guān)鍵工序?qū)胄碌脑O(shè)備,降低風(fēng)險(xiǎn),做好事前預(yù)防工作,保證產(chǎn)品質(zhì)量及生產(chǎn)效率。借助PFMEA,用同樣的方法分析該產(chǎn)線其余工位,大大降低了產(chǎn)品的質(zhì)量風(fēng)險(xiǎn),整線的生產(chǎn)效率得以提升。
參考文獻(xiàn):
[1]鄧秋艷.PFMEA與放錯(cuò)技術(shù)在汽車?yán)盅b配中的應(yīng)用[J].工業(yè)技術(shù)經(jīng)濟(jì),2008,27(8):121-124.
[2]周艷華.PFMEA在生產(chǎn)過(guò)程中的應(yīng)用[J].輕型汽車技術(shù),2017,6.
[3]陳小偉.基于FMEA施耐德產(chǎn)品質(zhì)量案例分析[D].上海:華東理工大學(xué),2014.
[4]呂曉如.關(guān)于PFMEA在汽車裝配中的應(yīng)用研究[J].汽車實(shí)用技術(shù),2015,8.
[5]盛精,王君,羅善明.采用模糊理論的零部件工藝PFMEA評(píng)估[J].華僑大學(xué)學(xué)報(bào)(自然科學(xué)版),2015,36(6):609-614.
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54