淺論空間三管柱的制作工藝
2019-07-20 11:48:38王宏
建材發展導向 2019年19期
王 宏
(安徽馬鋼工程技術集團有限公司鋼結構工程分公司,安徽 馬鞍山 243000)
1 工程概況
泰國NTS 公司500,000t/a 鐵系統工程煉鐵廠為我公司承擔的又一國際工程,其中高爐上料通廊工程鋼結構制作由我廠承擔,該工程上部由五段通廊組成,下部由五根鋼柱支撐,兩根為H 型鋼柱,三根為鋼管柱,其中一根為空間三管柱,外形見模型。這根三管柱的制作成為了此工程的重點,特別是怎么樣保證三管的空間定位,確保組裝的支管間夾角符合設計和規范要求是其關鍵工序。為此,我們對其制定了專門的施工方案和施工工藝,并確保在施工過程中實施并改進。
2 設計圖紙
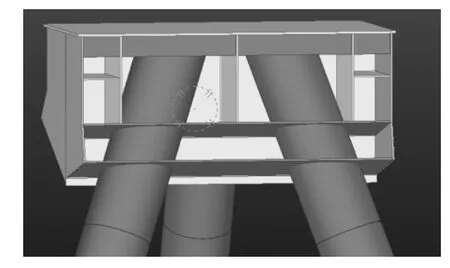
此施工圖紙為CAD 制圖,施工前僅僅只有平面概念,無法在施工討論階段準確溝通,因此我們用Xsteel 建模軟件為其建模,將整個構件用三維模型呈現出來,并在施工交底中應用,這樣為班組施工建立了一個直觀概念。

(圖1)

(圖2)
3 模型圖
Xsteel 是一款優秀的全方位建模軟件,此時我們應用其中一種功能——三維演示。在之前的班組交底時,工人反映節點繁瑣,空間定位不清晰,為此我們用模型進行演示,把立體的構件展示出來,為后續組裝工序提供了方便。
(圖3)

(圖4)
4 放樣
準確放樣是制作空間構件的一大重點,只有將管板相貫切割準確再能確保其夾角的準確性。利用CAD 制圖,在電腦中放樣,在圓周上找到64 個控制點,得到三支管與頂板的相切線,然后在管道上準確劃線找點,并用圓滑曲線連接,由經驗豐富的氣割工操作。對于此類切割邊均需要打磨處理。
5 組裝
在組裝前在CAD 圖中中準確找到支管與頂板相交的高點和低點,然后在頂板上準確標示出來,在定位對稱管,然后再將用輔助材料定位與中間隔板出,畫出兩支管與隔板的相交線再氣割掉多于部分;另一非對稱支管的處理則借助輔助材料將其與中間隔板相交部分切割。三管在頂板上的定位主要依據高低點,并配合角度樣板檢查,符合設計角度才能開始焊接。

(圖5)
6 焊接
焊接采用CO2 氣體保護焊,焊絲為φ1.2mm,先焊接高低點周圍,再焊接兩邊,最后焊接與隔板相交處,同時兩對稱支管應運用交叉焊接。

(圖6)

(圖7)
7 結語
依靠以上工藝步驟制作出的三管柱頭滿足了設計和規范要求,為整個通廊的順利安裝提供了保證,由此可見依靠三維建模和電腦放樣的結合能提高構件的組裝質量,在焊接中利用反變形安排焊接點的先后能提高構件的焊接質量。這位今后同類工程提供的有效的施工經驗和借鑒。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
太空探索(2016年6期)2016-07-10 12:09:06
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
筑路機械與施工機械化(2014年4期)2014-03-01 02:58:34