優化無焊縫鈦內襯內表面質量的旋壓工藝
2019-07-23 09:32:26淳道勇陰中煒丁俊峰
宇航材料工藝 2019年3期
淳道勇 趙 磊 陰中煒 丁俊峰 溫 濤
(1 海軍駐貴陽地區軍事代表室,貴陽 550000)
(2 航天材料及工藝研究所,北京 100076)
0 引言
無芯模收口旋壓成形技術是一種制造無焊縫壓力容器的先進工藝[1-2],可避免焊接工藝帶來的技術風險。目前,收口旋壓技術已在航天、航空用輕質金屬壓力容器(如貯箱、氣瓶和復合材料壓力容器內襯等)領域中獲得了廣泛的應用[3]。特別是在鋁合金氣瓶或內襯的收口旋壓技術應用已十分成熟,如美國復合材料工業公司早在1986年就采用收口旋壓工藝制備出了壁厚為2.44 mm 無縫鋁內襯,2011年旋壓無縫鋁內襯壁厚僅為0.8 mm[4]。然而,對于鈦及鈦合金無焊縫貯箱、氣瓶或內襯的收口旋壓工藝研究,目前國內外還鮮有報道。主要是由于鈦及鈦合金材料的變形抗力大,成形能力較差,不可避免地會在無焊縫壓力容器旋壓成形的封頭內表面上形成褶皺、凹凸、裂紋等缺陷。這些缺陷會降低貯箱、氣瓶或內襯的疲勞壽命、氣密性和可靠性等,而且在旋壓過程中缺陷控制難度大,后期也很難通過打磨等方法去除。
本文針對航天用復合材料壓力容器的無焊縫TA1 純鈦內襯,對比了兩種典型的收口旋壓成形方式,分別采用平行于內襯軸向的旋輪運動軌跡旋壓成形(水平旋壓)和與內襯軸向成一定角度的旋輪運動軌跡旋壓成形(斜線旋壓)進行研究。利用有限元模擬分析,以期揭示封頭內表面應變分布和演變規律、褶皺等缺陷的形成機理。
1 實驗
選用圓柱形TA1管坯,其內徑為230 mm,壁厚為10 mm。TA1的化學組成為0.2Fe、0.08C、0.03N、0.015H、0.18O、余量為Ti(質量分數)。為消除管坯內應力,收口旋壓前使用真空爐對其進行完全退火處理。一般而言,合金的完全退火溫度介于其再結晶溫度與相變溫度之間。對于TA1,其相變溫度約為890 ℃,再結晶溫度約為550~650 ℃[5]。為達到完全退火效果,將退火溫度確定為800 ℃、保溫時間為2 h,然后爐冷到室溫。采用單旋輪收口旋壓設備進行旋壓實驗,旋輪尺寸為400 mm×100 mm,圓角半徑為15 mm。該設備采用的加熱方式為自動氧氣和乙炔火焰槍加熱。另外,采用了收口旋壓后的橢球形封頭長半軸115 mm、短半軸85 mm和管嘴半徑24 mm的設計(圖1)[6]。
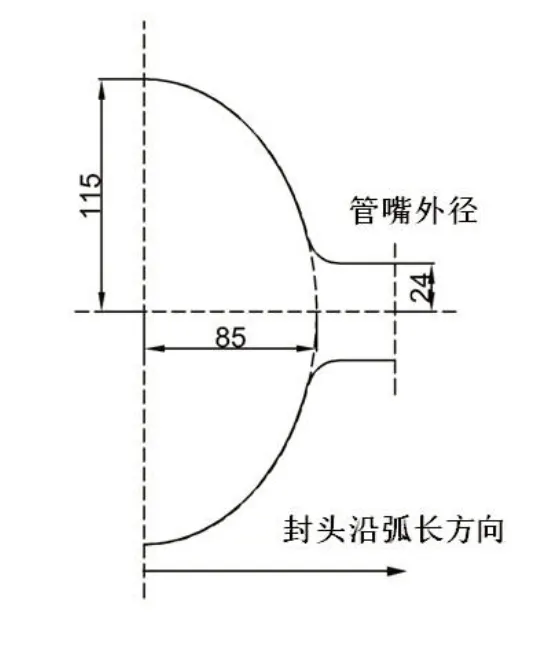
圖1 設計的橢球形封頭形狀及尺寸Fig.1 Designed final ellipsoidal dome

圖2 水平旋壓工藝曲線Fig.2 Horizontal neck-spinning tool path curves
為了便于對比水平和斜線旋壓兩種典型的收口旋壓旋輪運動軌跡對內表面缺陷的影響,均采用正旋方式,即旋輪的進給方向與材料的流動方向相同。同時,采用相同的進給速度(800 mm/min)、主軸轉速(200 r/min)、旋輪與管坯之間夾角(角度為90°)和旋壓的起始溫度(800 ℃)等實驗參數。水平旋壓工藝曲線如圖2所示,旋輪的運動軌跡平行于管坯的軸向。該工藝曲線包括了13 道次,道次間隔距離為7 mm。在旋壓過程中,旋輪沿正向的進給,依次從第1道次旋到第13道次。另外,前期研究[6]中,設計了13個道次的斜線旋壓工藝曲線(為切線收口旋壓),每道次旋輪運動軌跡均與管坯軸向形成一定角度。為了與水平旋壓更直觀的比較,每道次的角度間隔設計為4°,對應于水平旋壓7 mm的道次間距[6]。
2 有限元模擬
利用有限元模擬軟件MSC.Marc 建立三維模型[6]。TA1純鈦在不同溫度條件下的應力-應變關系參考文獻[7]。在模型中,管坯一端與一個剛性面設置為粘結,管坯隨剛性面旋轉。旋輪為剛體,通過施加載荷實現旋輪的進給。旋輪與管坯之間采用Coulomb摩擦模型,摩擦因數為0.05,熱導率為12 W/(m·K)。其他邊界條件,如溫度800 ℃、水平旋壓軌跡曲線、道次間隙和數量、封頭最終尺寸等,均與實驗過程相同。
3 結果與討論
3.1 旋壓實驗結果
收口旋壓成形實質上是一種收縮變形,其變形量沿著封頭弧長方向(圖1中箭頭所示方向)依次增大。封頭管嘴附近區域變形量最大,其相應的內表面上的皺紋等缺陷也就越明顯。圖3為水平旋壓后TA1封頭的典型內表面形貌。

圖3 水平旋壓后的封頭內表面形貌Fig.3 Micrograph of dome inner surface after horizontal neck-spinning
由圖3可以看出,水平旋壓后TA1封頭內表面的褶皺相對較淺,沿封頭弧長方向略有加深。對于斜線旋壓,前期研究[6]表明其封頭內表面出現了較深的褶皺和一些水滴狀的明顯突起,并沿封頭弧長方向逐漸加重。上述結果表明水平旋壓的褶皺形成趨勢明顯弱于斜線旋壓,即水平旋壓是一種減少無縫鈦封頭內表面缺陷的有效方法。同時,前期研究[6]還采用了反向水平旋壓方式(即與材料流動方向相反的、且平行于內襯管坯軸向的旋輪運動軌跡)。盡管旋輪進給方向與本文采用的正向水平旋壓方式相反,但其較淺的內表面褶皺缺陷形貌與圖3相似,也間接地說明水平旋壓方式對提高鈦封頭內表面質量的有效性。
3.2 變形能量理論分析
目前,國內外關于鈦及鈦合金無焊縫貯箱、氣瓶或內襯的收口旋壓工藝理論尚不成熟。因此,借助較為成熟的流動旋壓和剪切旋壓理論[8],分析水平旋壓和斜線旋壓。無論是流動旋壓或剪切旋壓,旋壓過程的本質都是一個體積變形過程,也是一個熱激活過程,符合一般的阿倫尼烏斯關系:

式中,Ev為體積變形激活能,R 為氣體常數,T為溫度,A為常數。一般而言,Ev與單位體積金屬塑性變形所需的功W存在線性關系:

式中,a為常數。在溫度相同的條件下,W值越小,Ev值也越小,即旋壓變形過程越容易進行。對于流動旋壓而言,其W滿足如下關系:

式中,σ為平均應力,φt為壁厚減薄率。流動旋壓為旋輪平行于坯料或模具軸向的進給方式。由圖2可以看出,水平旋壓方式在旋輪運動軌跡上與流動旋壓相近。基于水平旋壓與流動旋壓的相似性,水平旋壓時的W近似滿足公式(3)。由于水平旋壓后旋壓毛坯的最終壁厚約為9.8 mm,近似于原始管坯壁厚10 mm,說明每道次壁厚變化不顯著,其道次壁厚減薄率φt≈0,則所需的W幾乎為0,多道次累積后仍處于較低水平;另一方面,對于剪切旋壓而言,其W滿足如下關系:

式中,α/2為半錐角。剪切旋壓采用旋輪與模具成一定角度的剪切進給方式。斜線旋壓方式[6]在旋輪運動軌跡上則與剪切旋壓十分相似。基于斜線旋壓與剪切旋壓的相似性,斜線旋壓時的W近似可滿足公式(4)。對于斜線旋壓,α/2由4°逐漸增大至52°[6],每一道次均需要一定的W才能變形,隨著α/2的增大,W會越來越大,多道次累積后W會處于一個相對較高的水平。由此可知,相對于斜線旋壓,水平旋壓時的W值要小得多,說明水平旋壓方式更有利于旋壓變形,更加容易的變形造成的褶皺趨勢也會越小,這與觀察到的水平旋壓褶皺較淺的實驗現象是一致的。
3.3 等效應變增量分析
上述旋壓理論分析從側面理解了實驗現象,但并不直接。褶皺本質上是由于旋壓過程中封頭內表面不均勻的應變分布而引起的一種變形行為,是封頭內表面應變狀態的最直接反映。從內表面應變的分布和演變過程角度出發,本文通過模擬橢球形封頭的收口旋壓成形過程,系統地分析了褶皺的形成機制。

圖4 第1道次的等效應變增量分布和剖面圖Fig.4 Distribution and sectional view of equivalent plastic strain increment of pass 1

圖5 第7道次的等效應變增量分布和剖面圖Fig.5 Distribution and sectional view of equivalent plastic strain increment of pass 7
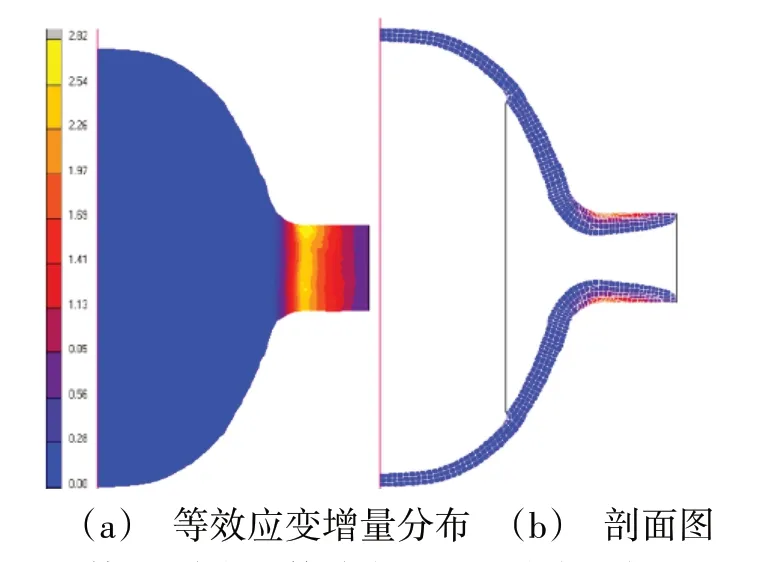
圖6 第13道次的等效應變增量分布和剖面圖Fig.6 Distribution and sectional view of equivalent plastic strain increment of pass 13
圖4(a)、5(a)和6(a)分別為初始第1 道次、中間第7 道次和最終第13 道次旋壓后管坯的等效應變增量(即每道次旋壓后增加的等效應變)分布圖。圖4(b)、5(b)和6(b)分別為第1 道次、第7 道次和第13道次后管坯等效應變增量的剖面圖。需要說明的是圖4(b)、5(b)和6(b)觀察到管坯厚度的小突變,是由于模型中原始管坯在該位置設置了略厚的壁厚,不是本文的研究內容,這種較小的厚度變化不會影響本文中的應變模擬結果,特別是對于封頭管嘴附近區域(褶皺等缺陷的主要形成位置)不存在影響。
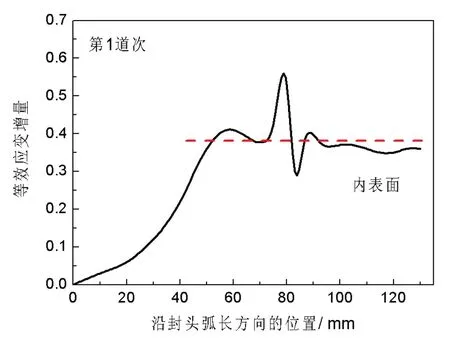
圖7 第1道次沿封頭弧長方向的等效應變增量分布Fig.7 Equivalent plastic strain increment along dome arc length direction of pass 1
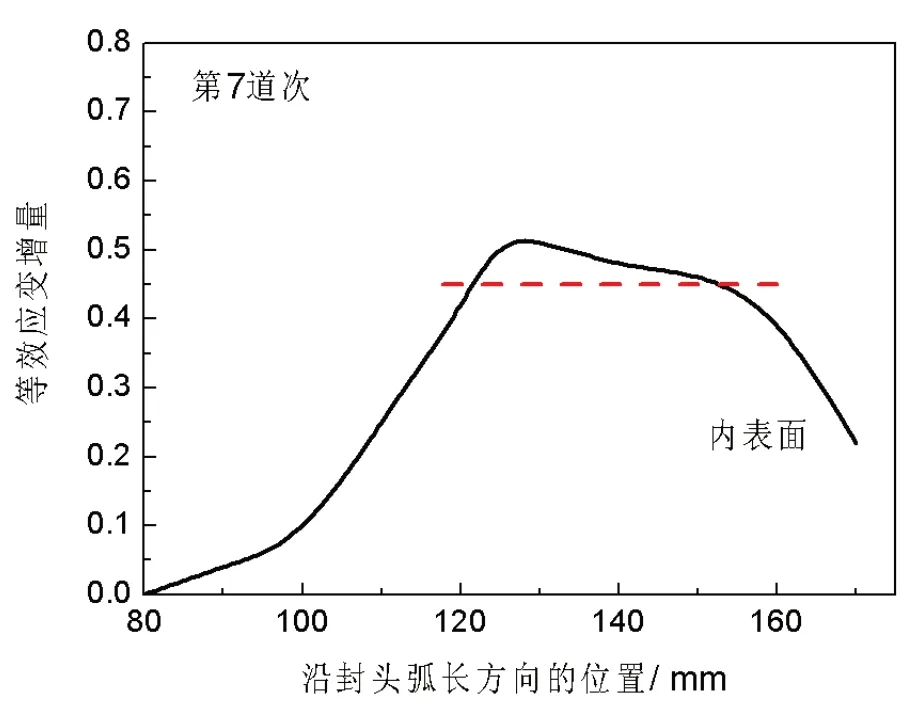
圖8 第7道次沿封頭弧長方向的等效應變增量分布Fig.8 Equivalent plastic strain increment along dome arc length direction of pass 7

圖9 第13道次沿封頭弧長方向的等效應變增量分布Fig.9 Equivalent plastic strain increment along dome arc length direction of pass 13
圖7~圖9分別為第1、7和13道次旋壓后管坯沿封頭弧長方向內表面的等效應變增量分布。需要說明的是圖7中的內表面應變分布曲線的波動是由于前文提到的壁厚小突變引起的。對于圖7~圖9中的任一道次,內表面的等效應變增量變化首先由0較均勻地增加到某一數值,而后沿弧長方向近似水平線性的分布(如圖7~圖9中虛線所示)。這種內表面的線性應變分布特點說明在水平旋壓過程中每道次的內表面變形都是比較均勻的。此外,從圖7~圖9可以看出,這三個道次曲線中等效應變增量由0分別均勻地增加到約0.35、0.45和0.25,而后沿弧長方向大體保持不變。這3個數值比較小、且相對接近。圖10進一步匯總了全部13個道次該數值。從圖中可以看出,這些應變值相對集中地分布在約0.39附近(相對于13個道次的最大累積等效應變值,即~0.39×13=5.07)。上述模擬結果表明在水平旋壓過程中每道次間的內表面應變分布也是比較均勻的。另外,對于水平旋壓工藝,每道次旋壓都會形成相應的封頭曲面以及內表面,旋壓從第1道次至第13道次逐漸形成了整體的封頭曲面和內表面。基于上述每個道次均勻的內表面應變分布以及道次間相似的應變分布特點,可以認為水平旋壓過程中封頭內表面的變形過程呈現出相對均勻和穩定的特點,即意味著水平旋壓內表面的褶皺形成趨勢較弱。

圖10 全部13個道次曲線中線性部分的應變平均值Fig.10 Equivalent plastic strain increment values of linear parts of all 13 passes
對于斜線旋壓,前期實驗和應變模擬結果[6]表明:(1)斜線旋壓過程中每一道次內表面的等效應變增量沿封頭弧長方向逐漸增加,且存在明顯的波動;(2)每道次的等效應變增量隨著旋壓道次的增加而變大;(3)斜線旋壓中后續道次的變形是疊加在前一道次上的,每個道次內表面的不均勻變形將會被后續道次的變形進一步地累積、疊加和干擾。這種應變累積方式會進一步惡化了內表面質量,這很可能是形成較深褶皺的原因之一。
3.4 累積等效應變分析
進一步比較了水平和斜線旋壓后內表面的累積等效應變(即每道次旋壓后等效應變增量的和),特別是典型的褶皺形成位置(如封頭弧長70、80 和90 mm處)的累積等效應變。
表1列出了水平和斜線旋壓的上述三個位置第1 到9 每道次等效應變增量。可以看出,無論對于水平還是斜線旋壓,第9 道次的等效應變增量為0 或基本為0。因此,僅對比水平和斜線旋壓前9 個道次在上述三個位置的累積等效應變差異。封頭弧長70、80 和90 mm 處從第1 到9 道次的累積等效應變,對于水平旋壓分別為1.25、1.86 和2.53;對于斜線旋壓分別為1.60、2.75和3.60。

表1 水平和斜線旋壓后不同封頭弧長位置第1到9道次的內表面等效應變增量Tab.1 Equivalent plastic strain increment of different dome arc length positions of pass 1 to 9 of horizontal and diagonal neck-spinning
圖11進一步對比了水平和斜線旋壓在上述三個位置從第1 到9 道次的累積等效應變及分布趨勢。可以看到,在相同位置,水平旋壓的累積等效應變明顯低于斜線旋壓,意味著水平旋壓內表面的褶皺趨勢更小,說明在水平旋壓過程中更容易獲得理想的表面質量。這也與前文的分析結果是一致的。

圖11 水平和斜線旋壓1到9道次的內表面累積等效應變Fig.11 Equivalent plastic strain of inner surface from pass 1 to 9 of horizontal and diagonal neck-spinning
4 結論
(1)相同實驗條件下的水平和斜線旋壓實驗結果表明,水平旋壓后封頭內表面的褶皺趨勢明顯小于斜線旋壓,說明水平旋壓是一種更優的提高無焊縫鈦內襯封頭內表面質量的收口旋壓方式;
(2)旋壓變形能量分析表明,水平旋壓變形所需的功和能量遠小于斜線旋壓,說明水平旋壓更有利于變形、變形造成的褶皺趨勢也會較小;
(3)內表面應變分布和演變模擬分析表明,較斜線旋壓,水平旋壓每道次等效應變增量的分布更加均勻,并且多道次旋壓后的應變累積更小,是具有較弱褶皺趨勢的主要原因。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
人大建設(2019年12期)2019-05-21 02:55:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國火炬(2010年8期)2010-07-25 11:34:30
