自動鋪放內(nèi)嵌缺陷構(gòu)件成型方式對拉伸性能的影響
2019-07-23 09:32:30李韋清劉思南
宇航材料工藝 2019年3期
關(guān)鍵詞:方向
李韋清 楊 濤 劉思南 杜 宇 劉 暢
(1 天津市現(xiàn)代機(jī)電裝備技術(shù)重點實驗室,天津 300387)
(2 天津工業(yè)大學(xué)機(jī)械工程學(xué)院,天津 300387)
0 引言
近年來復(fù)合材料多在航空工業(yè)中用來減輕飛機(jī)結(jié)構(gòu)質(zhì)量和優(yōu)化性能[1-5]。制造業(yè)要求生產(chǎn)日益復(fù)雜形狀的產(chǎn)品同時要求減少產(chǎn)品中的缺陷,為了解決這個問題,自動纖維鋪放(Automated Fiber Placement,AFP)技術(shù)被開發(fā)出來,它將鋪放過程最優(yōu)化,并且嚴(yán)格控制鋪放過程中的工藝參數(shù)[6]。
控制自動纖維鋪放過程的本質(zhì)是控制鋪放過程中各種工藝參數(shù)(如鋪放溫度,鋪放壓力,鋪放速度等)以及鋪放軌跡[7-8]。在進(jìn)行鋪放軌跡的優(yōu)化時,可能會導(dǎo)致缺陷以間隙或重疊的形式出現(xiàn),從而改變局部的幾何結(jié)構(gòu)和微觀結(jié)構(gòu)。一些數(shù)值分析和實驗研究都集中在這些缺陷對組件最終機(jī)械性能的影響上[9-11]。
CROFT 等人[12]對內(nèi)含有扭曲絲束、重疊、空隙等缺陷的試件進(jìn)行了層剪、壓縮、拉伸等力學(xué)性能實驗,試驗結(jié)果表明試件中的內(nèi)嵌缺陷在沿試件長度方向時,構(gòu)件所能承載的壓力、拉力以及試件的層剪強(qiáng)度明顯下降。TUROSKI等[13]系統(tǒng)地研究了在張力和壓縮試驗中,單個和多個空隙缺陷對試件性能的影響。LI 等人[14]開發(fā)了一個3D 網(wǎng)格工具,可以自動地在數(shù)值上形成空隙和重疊,更加方便的研究奇點位置的厚度變化,分析空隙和重疊缺陷的影響。
在復(fù)合材料成型過程中,成型溫度和試件所受壓力的變化會影響試件成型過程中樹脂的流動[15],會對含有內(nèi)嵌缺陷的復(fù)合材料構(gòu)件的力學(xué)性能和質(zhì)量造成一定程度的影響。因此應(yīng)該對自動鋪放過程中產(chǎn)生的缺陷進(jìn)行進(jìn)一步研究。本文的目的是利用實驗的方法來分析缺陷所帶來的奇點的影響,并通過增加模壓板改變試件成型過程中壓力分布的方法來消除奇點,研究模壓板對內(nèi)嵌缺陷試件力學(xué)性能的影響。
1 內(nèi)嵌缺陷試件的拉伸試驗
1.1 內(nèi)嵌缺陷
主要討論模壓板對含0°和90°纖維方向的內(nèi)嵌缺陷的試件拉伸性能的影響。將空隙或重疊缺陷集中布置在試件的中間位置,內(nèi)嵌缺陷層合板示意圖如圖1所示,設(shè)計如圖2所示。可看到,0°鋪層內(nèi)嵌缺陷試件按照[(90°/0°)5/90°]的鋪層順序進(jìn)行鋪放,將缺陷全部放置于0°纖維方向鋪層內(nèi);90°鋪層內(nèi)嵌缺陷試件則按照[(0°/90°)5/0°]的鋪層順序鋪放,缺陷全部置于90°纖維方向鋪層。

圖1 內(nèi)嵌缺陷層合板示意圖Fig.1 Siagrammatic drawing of laminates with embedded defects
實驗利用2 絲束自動鋪放機(jī)器人鋪放4 種不同的缺陷試件,所用鋪放絲束寬度為6.35 mm,因此將缺陷寬度全部設(shè)為3.175 mm,即0.5倍絲寬。
按照試件成型過程中是否加模壓板,將其分為加模壓板與不加模壓板兩組。表1為試件編號及其對應(yīng)的缺陷規(guī)格設(shè)計表,實驗中缺陷類型分為4 組,成型方式為2 種。每組缺陷類型制備相應(yīng)的完好試件以進(jìn)行拉伸試驗對比。每種缺陷類型試件各制備5個進(jìn)行拉伸試驗。
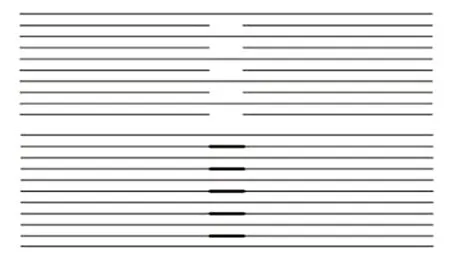
圖2 試件內(nèi)嵌缺陷設(shè)計Fig.2 Embedded defects design of the specimen

表1 試驗試件種類設(shè)計Tab.1 The design of types of test specimens
1.2 層合板制備
為了確定模壓板對自動鋪放覆蓋層結(jié)構(gòu)的影響,將在真空模壓和真空袋成型進(jìn)行對比試驗,一系列含有缺陷的層合板被聚合而成。固化工藝為熱壓罐固化,模壓板是根據(jù)飛機(jī)制造商的規(guī)格,采用2 mm厚的鋼板。
此次試驗采用2 絲束自動鋪絲機(jī)器人鋪放層合板。試件分為真空模壓和真空袋兩種成型方式,為確保成型過程中的壓力保持一致,每組缺陷試件及其對應(yīng)的完好試件均在同一批次制造而成。
1.3 測試條件
針對設(shè)計后鋪放成型的試件,通過拉伸實驗來研究模壓板對內(nèi)嵌缺陷層合板力學(xué)性能的影響。采用Shimadzu AGS-X 型試驗機(jī)進(jìn)行拉伸試驗,拉伸速率為2 mm/min。試件的尺寸為250 mm×25 mm×2 mm(l×b×h)。實驗中采用雙組分環(huán)氧黏合劑,將50 mm×25 mm×2 mm 尺寸鋁片粘合到試件兩端,從而避免夾頭在夾持試件所產(chǎn)生的應(yīng)力集中。
2 實驗數(shù)據(jù)分析
2.1 0°纖維方向
在0°纖維鋪層設(shè)計缺陷時,試件的鋪層順序按照[(90°/0°)5/90°]的設(shè)計方式進(jìn)行鋪放。圖3為缺陷在0°鋪層時樣本長度方向厚度的變化。可以看出在無模壓板成型的試件中,試件厚度在試件的中間位置有較大的變化,而加模壓板的試件成型后,整體厚度基本保持一致。圖4為0°鋪層空隙缺陷成型試件。
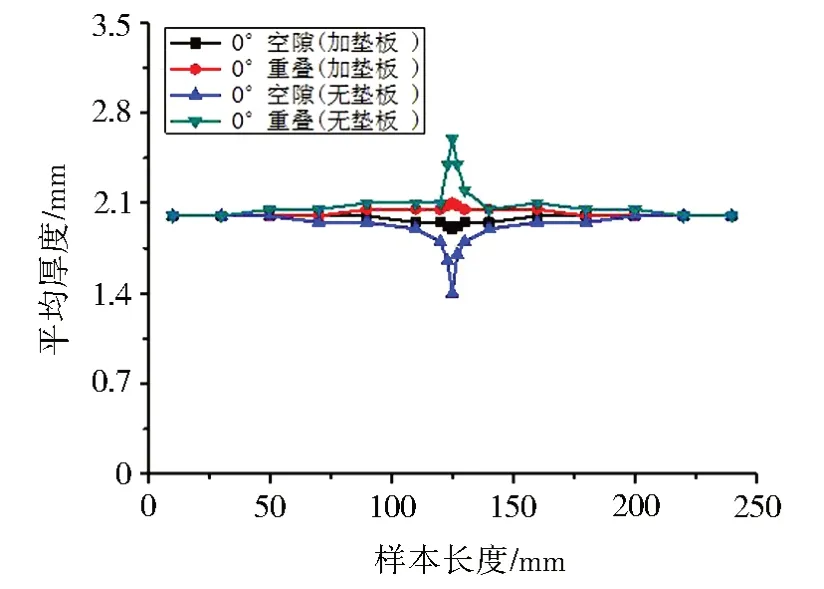
圖3 0°缺陷試件樣本長度方向的厚度變化Fig.3 Evolution of the thickness in the length direction according to the embedded defects
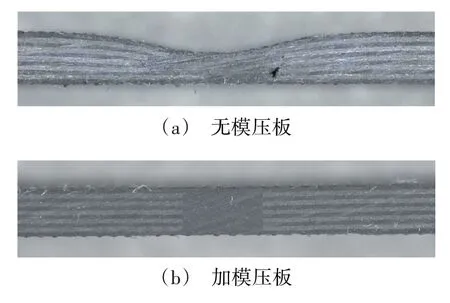
圖4 0°鋪層內(nèi)嵌空隙缺陷成型試件Fig.4 Embedded gap defect with 0°direction fiber
圖5為0°纖維方向空隙缺陷典型試件不加模壓板和加模壓板成型的載荷-位移曲線,實驗中拉伸載荷隨著試驗機(jī)上夾頭位置升高而加大,當(dāng)達(dá)到試件斷裂載荷時,試件發(fā)生了分層損傷或者出現(xiàn)斷裂點,試件喪失承載能力,此時可看到曲線圖中拉伸載荷急劇下降。
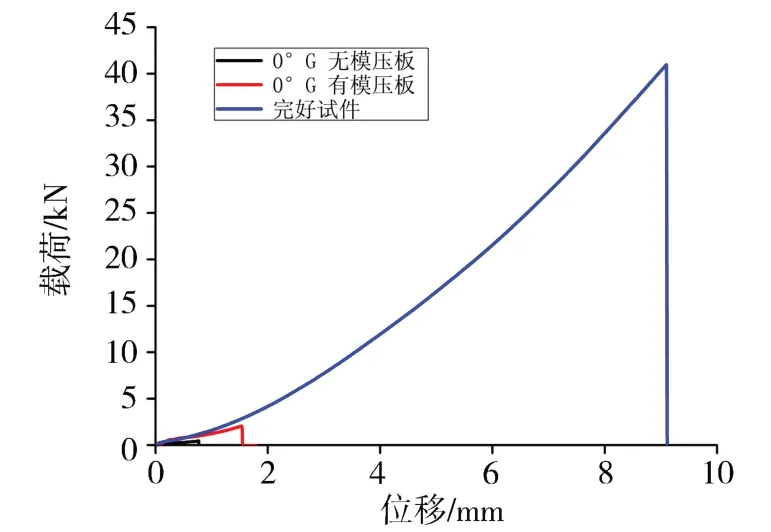
圖5 0°鋪層內(nèi)嵌空隙缺陷典型試件拉伸載荷-位移曲線Fig.5 Load-displacement curves of the tensile test of embedded gap defect with 0°direction fiber
圖6為0°纖維鋪層空隙缺陷試件的拉伸強(qiáng)度。可看出,不加模壓板成型的試件拉伸強(qiáng)度僅為12.86 MPa,而加模壓板成型的試件表面平整且拉伸強(qiáng)度為40.96 MPa。加模壓板成型的試件拉伸強(qiáng)度得到了顯著地提升,較不加模壓板成型的提升了218.5%。由于0°鋪層為主要承載層,缺陷置于0°纖維方向時,有缺陷試件拉伸強(qiáng)度與完好試件相差較大。
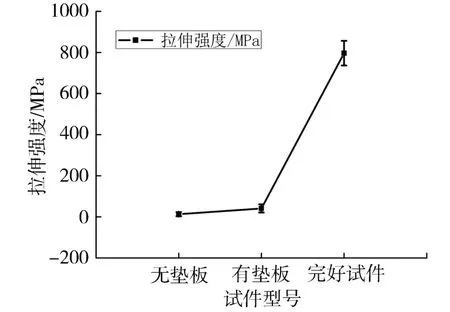
圖6 0°鋪層內(nèi)嵌空隙缺陷試件拉伸強(qiáng)度Fig.6 Tensile strength of embedded gap defect with 0°direction fiber
圖7為0°鋪層重疊缺陷成型試件側(cè)面微觀圖。為了使觀察效果明顯引入了完好試件的側(cè)面微觀圖。在圖7(b)中可以看出重疊缺陷試件在加模壓板成型后,試件中間部分有明顯的纖維堆積,0°纖維層變厚。
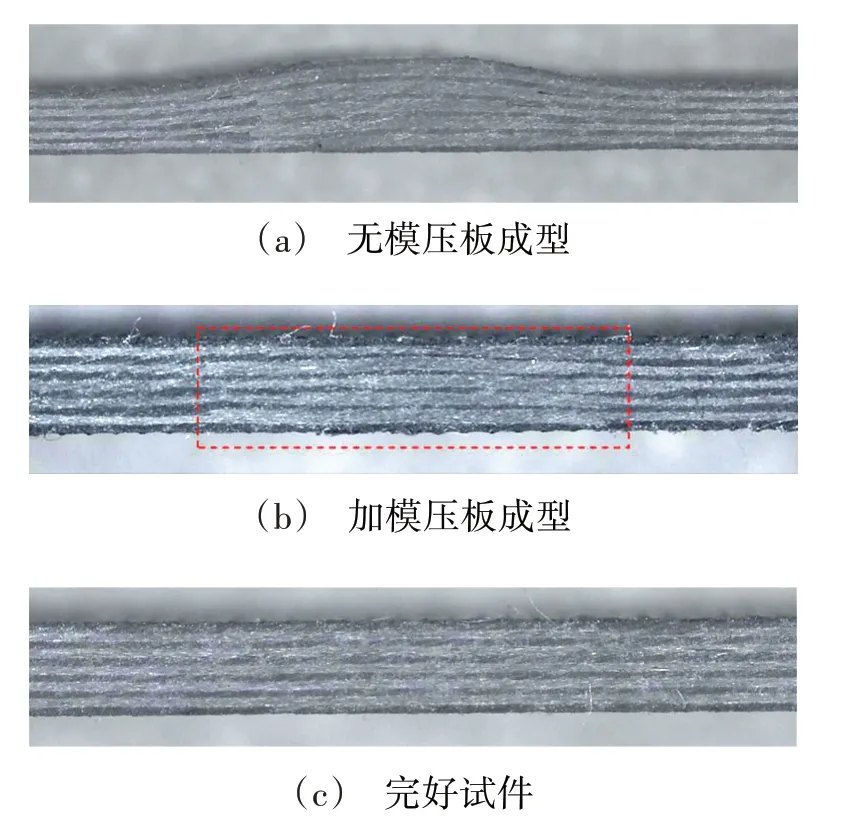
圖7 0°鋪層內(nèi)嵌重疊缺陷成型試件Fig.7 Embedded overlap defect with 0°direction fiber
圖8為0°纖維方向重疊缺陷典型試件的載荷-位移曲線。該組試件的拉伸強(qiáng)度如圖9所示,不加模壓板的重疊缺陷試件拉伸強(qiáng)度為267.97 MPa,加模壓板成型的為452.91 MPa,兩者相比,加模壓板的試件拉伸強(qiáng)度比無模壓板成型的增加了69%。
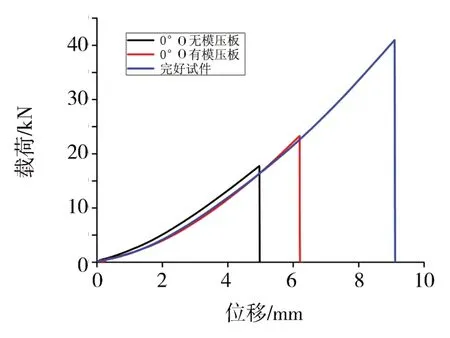
圖8 0°鋪層內(nèi)嵌重疊缺陷典型試件拉伸載荷-位移曲線Fig.8 Load-displacement curves of the tensile test of embedded overlap defect with 0°direction fiber
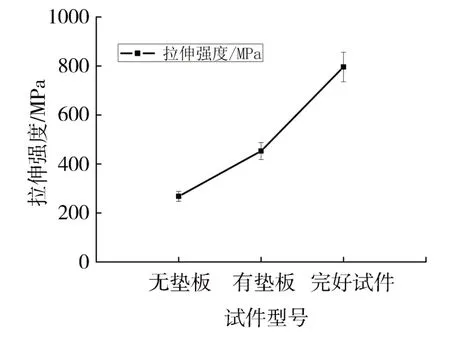
圖9 0°鋪層內(nèi)嵌重疊缺陷試件拉伸強(qiáng)度Fig.9 Tensile strength of embedded overlap defect with 0°direction fiber
2.2 90°纖維方向
缺陷布置在90°纖維鋪層時,試件鋪層順序按照[(0°/90°)5/0°]的設(shè)計方式進(jìn)行鋪放。缺陷在90°鋪層時樣本長度方向厚度的變化如圖10所示。圖11為90°鋪層空隙缺陷成型試件,在不加模壓板成型的試件中部空隙缺陷處,試件呈現(xiàn)凹陷的形貌,而在加模壓板成型的試件上下表面較為平整,但是可以清晰的看出試件90°纖維絲束被壓緊,存在內(nèi)部空隙現(xiàn)象,在空隙缺陷中,有一種樹脂流入空隙填補(bǔ)空隙的趨勢。
90°纖維鋪層空隙缺陷典型試件不加模壓板成型和加模壓板成型的載荷-位移曲線如圖12所示。
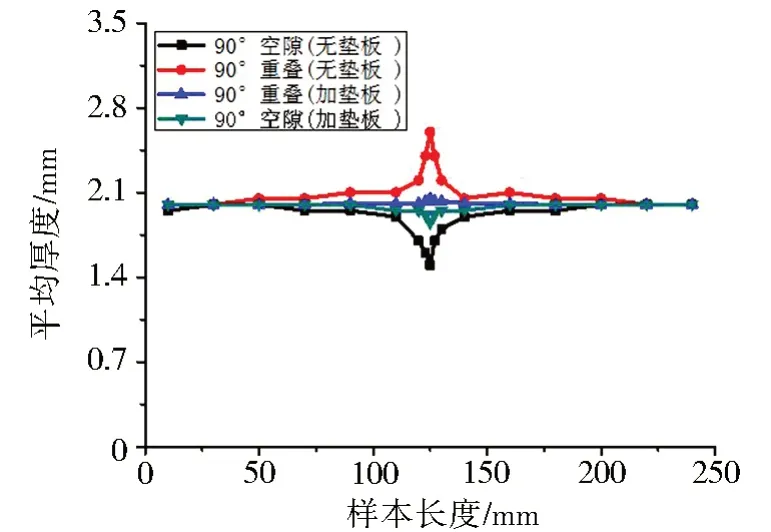
圖10 90°缺陷試件樣本長度方向的厚度變化圖Fig.10 Evolution of the thickness in the length of samples with 90°defects
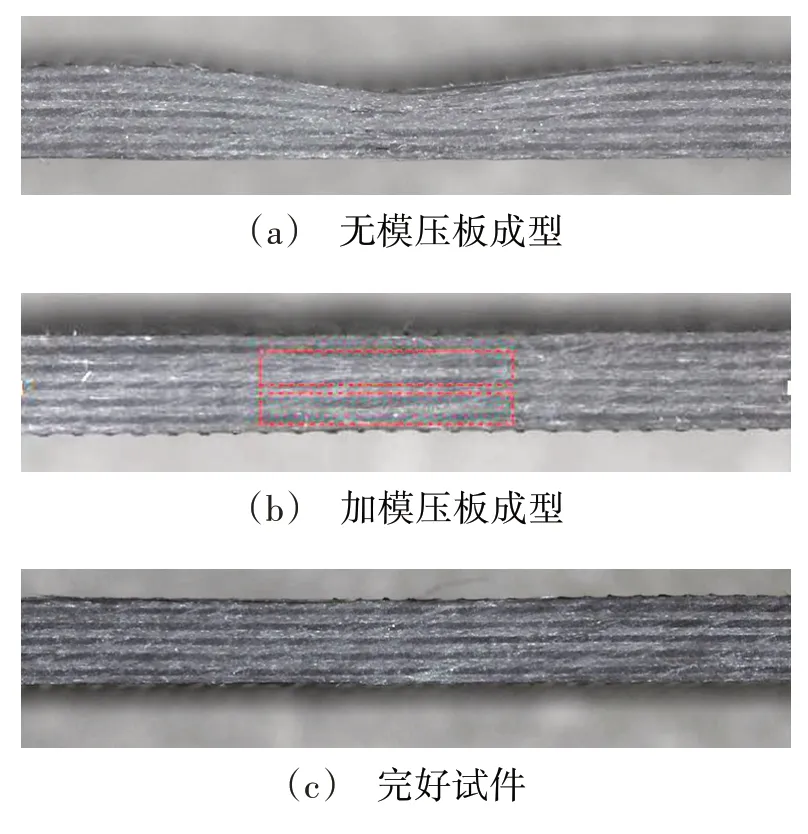
圖11 90°鋪層內(nèi)嵌空隙缺陷成型試件Fig.11 Embedded gap defect with 90°direction fiber

圖12 90°鋪層內(nèi)嵌空隙缺陷典型試件拉伸載荷-位移曲線Fig.12 Load-displacement curves of the tensile test of embedded gap defect with 90°direction fiber
圖13為該組試件的拉伸強(qiáng)度變化情況。可看出,不加模壓板成型的試件的拉伸強(qiáng)度為907.25 MPa,加模壓板成型的為936.28 MPa,加模壓板的試件拉伸強(qiáng)度比無模壓板的提高了3.2%。由于0°纖維鋪層是主要的承力鋪層,因此缺陷設(shè)置在90°纖維鋪層時,模壓板對試件拉伸強(qiáng)度影響并不顯著。
圖14為90°鋪層重疊缺陷成型試件側(cè)面微觀圖,在不加模壓板成型的試件中,重疊缺陷區(qū)域呈現(xiàn)明顯的凸起形貌,而在加模壓板成型的試件中,可以發(fā)現(xiàn)內(nèi)部重疊現(xiàn)象的存在。

圖13 90°鋪層內(nèi)嵌空隙缺陷試件拉伸強(qiáng)度Fig.13 Tensile strength of embedded gap defect with 90°direction fiber
90°纖維方向重疊缺陷典型試件的載荷-位移曲線如圖15所示。圖16為該組試件的拉伸強(qiáng)度,不加模壓板的重疊缺陷試件拉伸強(qiáng)度為737.83 MPa,加模壓板成型的為852.93 MPa,兩者相比,加模壓板的試件拉伸強(qiáng)度比無模壓板成型的增加了15.6%。
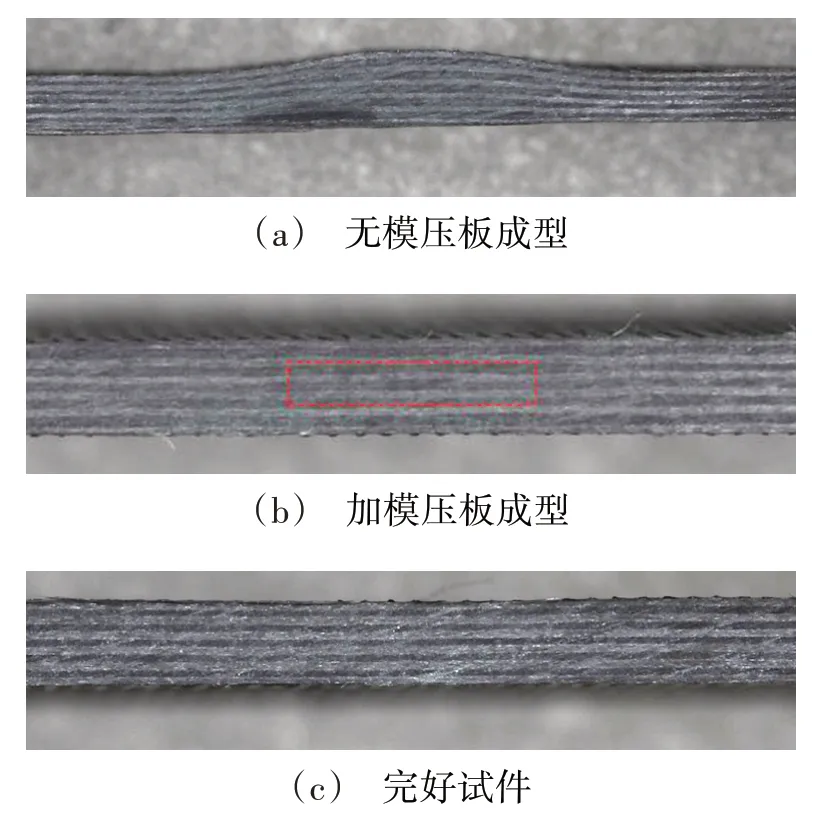
圖14 90°鋪層內(nèi)嵌重疊缺陷成型試件Fig.14 Embedded overlap defect with 90°direction fiber
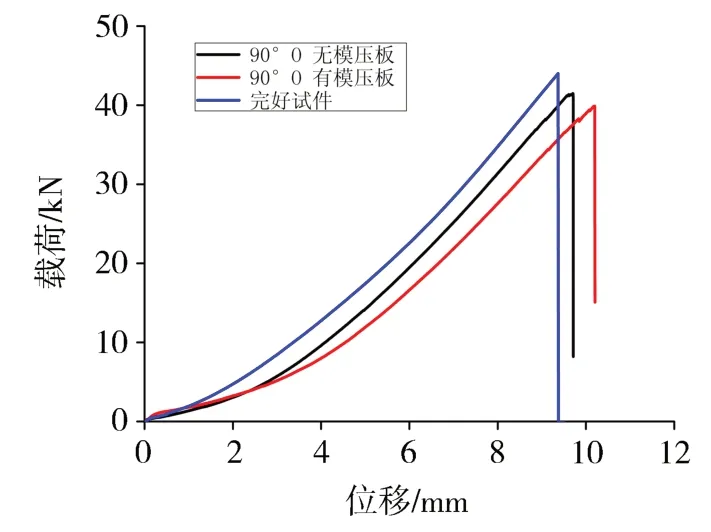
圖15 90°鋪層內(nèi)嵌重疊缺陷典型試件拉伸載荷-位移曲線Fig.15 Load-displacement curves of the tensile test of embedded overlap defect with 90°direction fiber
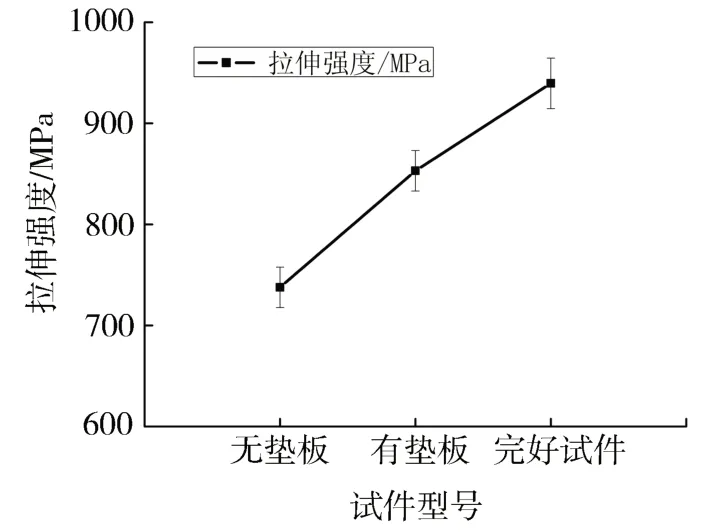
圖16 90°鋪層內(nèi)嵌重疊缺陷試件拉伸強(qiáng)度Fig.16 Tensile strength of embedded overlap defect with 90°direction fiber
由于90°纖維層垂直于外加載荷方向,拉伸試驗中拉力的主要承載層不是90°纖維方向缺陷層,因此模壓板對90°纖維層缺陷試件拉伸性能的影響并不明顯。而且90°與0°纖維缺陷試件的拉伸載荷呈現(xiàn)的現(xiàn)象是不同的,90°重疊缺陷試件拉伸強(qiáng)度均低于空隙缺陷試件。主要是由于90°方向鋪層重疊缺陷試件,在缺陷部位因90°纖維的疊加導(dǎo)致重疊缺陷區(qū)域的厚度增加,此時與90°纖維方向相鄰的0°纖維鋪層會產(chǎn)生面外褶皺缺陷現(xiàn)象,因此該部位會有應(yīng)力集中,從而導(dǎo)致試件的拉伸強(qiáng)度下降。
2.3 斷裂形貌分析
圖17(a)為0°纖維鋪層缺陷典型試件的斷裂形貌。由于0°方向鋪層平行于試驗拉力方向,是試件的主要承力鋪層,因此試件會在內(nèi)嵌缺陷附近斷裂。除此之外,圖中還可以發(fā)現(xiàn)明顯的纖維斷裂和分層損傷。在拉伸過程中,試件首先在空隙或者重疊缺陷處產(chǎn)生裂紋,隨著拉力加大,裂紋會在層內(nèi)延展,造成分層損傷,直至在內(nèi)嵌缺陷附近產(chǎn)生明顯的纖維斷裂。
90°纖維鋪層典型缺陷試件的破壞形貌如17(b)所示。由于90°纖維層垂直于外加載荷方向,0°纖維層才是主要的承載層,因此,缺陷試件的斷裂并未完全發(fā)生在內(nèi)嵌缺陷附近。在試驗過程中,依舊是空隙或者重疊缺陷處首先發(fā)生斷裂,隨著拉力加大,裂紋逐漸擴(kuò)展,直至纖維斷裂。

圖17 內(nèi)嵌缺陷試件斷裂形貌Fig.17 Damage appearance of specimens with embedded defects
3 結(jié)論
(1)試件在成型過程中,若不加模壓板試件表面所受的壓力是均勻相同的,盡管成型后試件厚度上存在變化。不加模壓板成型的試件,在空隙缺陷處試件厚度減小,在重疊缺陷處試件厚度增加;與此相反,在試件表面加模壓板時,硬質(zhì)模壓板會改變試件表面所受壓力的分布,在重疊處給予較大的壓力,在空隙處給予較小的壓力,這一壓力的改變引起空隙和重疊缺陷處的樹脂流動。盡管試件內(nèi)部存在著空隙和重疊的區(qū)別,加模壓板成型的試件擁有基本一致的厚度,在一定程度上抑制了缺陷對試件拉伸強(qiáng)度的影響。
(2)研究了空隙和重疊兩種缺陷分別布置在0°和90°鋪層時,模壓板對缺陷的抑制作用。在試件成型的過程中,模壓板可以減小試件厚度的變化量,促進(jìn)樹脂流動。在0°鋪層設(shè)置缺陷時,空隙缺陷試件加模壓板后拉伸強(qiáng)度提升了218.5%,重疊缺陷試件增加了69%。缺陷在90°纖維鋪層時,模壓板對空隙和重疊缺陷試件拉伸強(qiáng)度的提升分別在3.2%和15.6%。
(3)在自動纖維鋪放過程中很容易引入空隙和重疊缺陷,這些缺陷不僅影響了試件局部的微觀結(jié)構(gòu)和幾何形狀,還對試件的力學(xué)性能產(chǎn)生影響,因此在復(fù)合材料試件成型時,利用模壓板不僅可以使試件表面更加平整,還能在一定范圍內(nèi)提高試件的性能。
猜你喜歡
計算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
