一種交織鋪層結構層合板性能
2019-07-23 09:32:36孫文文張建寶孫宏杰劉永佼孫建波
宇航材料工藝 2019年3期
關鍵詞:復合材料
孫文文 張建寶 孫宏杰 劉永佼 孫建波
(航天材料及工藝研究所,北京 100076)
文 摘 結合復合材料自動纖維鋪放(AFP)技術,提出了一種交織鋪層結構層合板成型方法,制備了非交織、交織正交層合板、非交織、兩向交織和四向交織準各向同性層合板復合材料,并對交織鋪層結構復合材料的層間結構和性能進行了分析研究。結果表明:交織正交層合板的拉伸、壓縮、彎曲性能較非交織板性能均有所下降,但其層間剪切性能有明顯提高,提高幅度約為16%;隨著交織鋪層組厚度的增加,交織層合板的拉伸性能呈下降趨勢;交織層合板的開孔后拉伸、開孔后壓縮和沖擊后壓縮強度保持率均高于非交織板,且沖擊后分層損傷面積明顯低于非交織板。交織鋪層結構層合板相對于普通非交織層合板具有更好的損傷容限能力。
0 引言
先進纖維增強樹脂基復合材料由于具有高比強度和比模量、良好的可設計性等[1]優點,被廣泛應用于航空航天、汽車、船舶、土木等工程領域[2-5]。傳統的纖維增強樹脂基復合材料層合板,采用預浸料無緯布按一定的鋪層順序及角度進行鋪放,加溫加壓固化。然而,由于纖維的強度遠高于樹脂基體的強度,層合板層間性能弱、抗沖擊性能差,層合板的低層間強度和高層間應力會導致層合板分層失效。分層損傷會明顯降低層合板的強度與剛度,嚴重時甚至引起整個結構的失效。如何解決或提升復合材料結構層合結構的弱層間性能、低抗沖擊損傷容限等問題,一直是樹脂基結構復合材料研究的熱點問題。
我只能說你們都out啦!本期給大家推薦的是熱巴同款的小喬Q2跑步機,一鍵折疊不占地兒,不怕沒時間去健身房,不怕雨雪、霧霾,不怕寒冬臘月和驕陽似火,還不怕夜里路上有壞人!在家就能跑出好身材。
通過在樹脂基復合材料結構厚度方向的加強,如3D 編織、縫合和Z-pin 技術[6-10]等,可提高復合材料層間性能。但是3D 編織技術費用高,設計和分析較為復雜,應用有一定的局限性,縫合技術過程工藝質量較難控制。Z-pin 技術借鑒了縫合復合材料技術中不連續縫線方法,在層合板的預成型體中直接嵌入固化好的纖維短棒或金屬短棒,然后再固化形成層合板。但是制備Z-pin 預成型體耗時、費力及高昂的價格,也限制了它的應用。
經計算,其平均地震影響系數曲線與振型分解反應譜法所采用的地震影響系數曲線在統計意義上相符。每條時程曲線計算所得結構底部剪力均大于振型分解反應譜法計算結果的65%,且3條時程曲線計算所得結構底部剪力的平均值大于振型分解反應譜法計算結果的80%。
目前國內南京航空航天大學、中航工業復合材料技術中心、西安交通大學、哈爾濱工業大學和航天材料及工藝研究所等分別開展了復合材料自動鋪絲技術研究工作,在自動鋪絲的原材料制備技術、工藝技術、裝備技術、軟件技術等各個方面皆有一定研究進展[11-15],研制出了擁有自主知識產權的自動鋪絲技術體系,并在航天領域某型號艙段上實現工程應用。但在交織鋪層結構層合板制作和性能研究方面自動鋪絲的相關研究工作尚未見諸報道。
將國產T800 級碳纖維/603B 熱熔法預浸料分切成寬度為6.35 mm 的預浸絲(圖1)備用,寬度精度±0.15 mm。
本文采用AFP 技術、熱壓罐固化工藝制備了非交織、交織正交層合板及非交織、兩向交織和四向交織準各向同性層合板復合材料,對非交織、交織正交層合板的拉伸、壓縮、彎曲及層間剪切等性能進行了對比分析,最后針對非交織、兩向交織和四向交織準各向同性層合板的開孔拉伸、開孔壓縮和沖擊后壓縮(CAI)性能進行對比分析研究。
1 實驗
1.1 材料
國產T800級碳纖維/603B熱熔法預浸料,預浸料面密度165 g/m2,樹脂質量分數34%±2%,單層厚度0.15 mm,自制。表1為國產T800 級碳纖維/603B 復合材料單向板的力學性能。

表1 復合材料單向板力學性能Tab.1 Mechanical properties of unidirectional laminate
推進兩化融合發展能夠帶動信息技術對激發創新潛能、重構生產體系、引領組織變革、高效配置資源等作用的充分發揮,促進生產要素的高效流動和優化配置,引導制造業朝著分工細化、協作緊密的方向發展,更好地解決供需錯配矛盾和供需結構性失衡問題,推動經濟穩健發展[14-16],同時,兩化融合能夠催生服務型制造、個性化定制等各種滿足消費升級需求的新模式、新業態,創造更加多樣化、更具性價比、更高質量的產品和服務供給。工業是實體經濟的核心主題,是建設現代化經濟體系的主要著力點,因此,本文針對兩化融合在提升第二產業發展質量方面的績效情況,提出假設H3a~H3c。
圖1 預浸絲Fig.1 Prepreg tows
1.2 試樣制備
1.2.1 正交層合板制備
不同地質因素對煤礦掘進的影響各異,煤礦掘進過程中支護措施是保證煤礦安全生產的根本策略。在操作過程中,須針對具體地質條件采用合適的支護措施,確保安全可靠掘進。在前期勘測設計時就應該避開斷層構造,并將其優先布置在煤層傾角較小的采區,并根據地質中頂底板的具體巖性狀況選擇科學合理的支護方案,及時調整掘進方式,并做好瓦斯清除方面工作,避免由于對機械化采煤中對復雜地質條件處理不當,而影響正常采煤生產。
首先進行第一層0°預浸絲鋪放(采用雙絲束預浸絲,帶寬12.7 mm),在相鄰預浸絲束間留有一定寬度的間隙(預留間隙為一個預浸絲束寬度),完成一層后,進行另外一個方向(90°)層的鋪放,鋪放過程中也預留一定寬度的間隙,第三、四層鋪層時分別把第一、二鋪層時預留的間隙填滿,此時完成[(0/90)交]兩層完整的同一厚度的鋪層,然后依照此四個步驟的鋪放方式,重復以上步驟,完成后續鋪層,得到[(0/90)交]6S交織正交層合板。其鋪放過程如圖3所示。

圖2 交織正交層合板構型Fig.2 Pattern of crossing intersection ply laminate
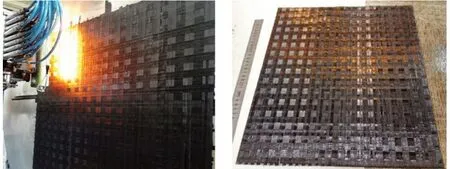
圖3 交織正交層合板鋪放過程Fig.3 AFP processing of crossing intersection ply laminate
從表4中可以看出,四向交織準各向同性層合板開孔后壓縮性能在三者中最高,為401 MPa,比非交織板339 MPa高18.3%,且四向交織準各向同性層合板開孔后壓縮強度保持率為81.0%,兩向交織板71.2%,皆高于非交織板的63.0%,表明交織鋪層組厚度對壓縮強度的影響仍然存在。開孔后壓縮強度保持率測試結果表明交織準各向同性層合板有利于提高復合材料層合結構的開孔損傷容限。與交織正交層合板相似,交織準各向同性層合板層間樹脂界面有纖維穿過,層間裂紋擴展至纖維彎折處,不再像普通層合板的層間裂紋僅在平面內擴展,而是向相鄰鋪層進行拓展,交織層合板層間韌性得以提高,減緩了開孔附近的損傷擴展。
纖維體積分數測試如1.3.1所述。

圖4 交織準各向同性層合板Fig.4 Intersection ply quasi-isotropic laminates
1.3 試驗方法及儀器
1.3.1 正交層合板試驗
[0/90]6S非交織和[(0/90)交]6S交織正交層合板分別制作成縱向拉伸、壓縮、彎曲及層間剪切試樣,試樣制作及測試依據分別為GB/T 1447—2005、GB/T 1448—2005、GB/T 1449—2005 及Q/Dq 281—96,其中縱向層間剪切試樣尺寸為20 mm×10 mm×δ(試樣厚度)。所用試驗機為AG-X3000 數控電子萬能試驗機。
纖維體積分數按GB/T 3366—2004 進行,纖維體積分數和橫截面微觀觀察皆采用Nikon Eclipse L150顯微鏡,數字照片通過顯微鏡附帶的數字相機獲得。
硫磺回收單元生成的有機硫主要是COS,目前此方面開展的研究較少,在選擇該催化劑時加以適當關注即可。無論如何,選擇良好的催化劑及其組合至關重要。
1.3.2 準各向同性層合板試驗
將[+45/0/-45/90]2S非交織、[(+45/0)交/(-45/90)交]2S兩向交織、[(+45/0/-45/90)交]2S四向交織準各向同性層合板制作拉伸和開孔拉伸試樣,拉伸試樣制作及測試依據為GB/T 1447—2005,開孔拉伸試樣制作及測試依據為ASTMD5766—2007,試樣尺寸為300 mm×36 mm×δ(試樣厚度2.4 mm,在試樣正中間制孔,孔徑Φ6 mm)。
表4是非交織、兩向交織和四向交織準各向同性層合板壓縮和開孔壓縮性能數據。可以看出,兩向交織和四向交織準各向同性層合板壓縮性能分別下降11.0%、8.0%,四向交織準各向同性層合板壓縮性能略高于兩向。交織準各向同性層合板壓縮性能低于非交織板,這主要是由于交織層合板鋪層纖維取直度相對于普通板明顯下降,從而致使其壓縮性能有所下降。雖然四向交織層合板節點處鋪層內纖維的彎曲程度明顯高于兩向交織板(圖6),理應四向交織層合板壓縮性能低于兩向交織板,但試驗結果正好相反,可能是由于層合板壓縮試樣破壞模式以失穩屈曲為主,四向交織層合板交織鋪層組厚度為0.15 mm×4 層=0.6 mm[圖6(b)],相對于兩向交織的0.15 mm×2 層=0.3 mm[圖6(a)]具備更高的抗屈曲失穩的能力。
將[+45/0/-45/90]4S非交織、[(+45/0)交/(-45/90)交]4S兩向交織、[(+45/0/-45/90)交]4S四向交織準各向同性層合板制作沖擊后的壓縮試樣,試樣制作及測試依據為GB/T21239—2007,沖擊后壓縮試樣尺寸為150 mm×100 mm×δ(試樣厚度4.8 mm),沖擊能量為6.67 J。試樣沖擊后按GJB1038.1A—2004進行超聲C掃描缺陷分析,最后進行沖擊后壓縮試驗測試。所用試驗機為AG-X3000數控電子萬能試驗機。
利用國產T800級碳纖維/603B預浸絲,采用自動鋪絲系統,制備[+45/0/-45/90]nS(n=2、3、4)準各向同性層合板和[+45/0/-45/90]nS(n=2、3、4)交織準各向同性層合板若干,用于后續試驗分析。圖4(a)所示的鋪層為[(+45/0)交/(-45/90)交]nS(n=2、3、4);圖4(b)所示的鋪層為[(+45/0/-45/90)交]nS(n=2、3、4)。
2 結果與討論
2.1 正交層合板力學性能對比
表2中列出了非交織及交織正交層合板試樣力學性能,兩種層合板的纖維體積分數基本相同,分別為56.7%、56.9%。可以看出,交織正交層合板縱向拉伸、壓縮、彎曲性能較非交織板的均有所降低,其中交織正交層合板縱向拉伸強度及模量較非交織板分別下降約12.6%、5.3%;縱向壓縮強度及模量分別下降約11.6%、10.0%;縱向彎曲強度及模量分別下降約12.7%、7.4%。但交織正交層合板層間剪切性能較非交織板有明顯提高,幅度約為16.0%。

表2 非交織及交織正交層合板力學性能Tab.2 Mechanical properties of cross-ply and crossing intersection ply laminates
交織正交層合板各鋪層內纖維在交叉節點處纖維呈周期性的彎曲現象[圖5(a)],彎曲坡角大約9.5°[圖5(b)],致使纖維取直度相對于普通正交層合板明顯下降,從而致使交織正交層合板的拉伸、壓縮、彎曲性能較普通層合板有所下降。盡管交織正交層合板鋪層纖維呈周期性彎曲,但如圖5(a)所示,交織正交層合板無論纖維方向平行于斷面的鋪層,還是垂直于斷面的鋪層皆呈現連續狀態,即相鄰層間樹脂界面有纖維穿過。層間裂紋擴展至纖維彎折處,不再像普通層合板層間裂紋僅在平面內擴展,而是向相鄰鋪層進行拓展,如此不僅增加了裂紋擴展的行程,而且其裂紋擴展方向亦隨之轉變,交織正交層合板層間界面性能得到改善,層間剪切強度有較為明顯的提高。
據了解,中海油總公司在惠州大亞灣除惠州煉化公司外、還有惠州物流公司和惠州環保基地,在南海東部水域有“惠州油氣田”等7個油田和2個天然氣田投產,擁有26座固定平臺、6艘FPSO浮式生產儲油卸油裝置,離珠三角東部沿岸最近約90海里,最遠約160海里,年產石油1000多萬噸、天然氣61.7億方,每年往返平臺輔助船舶3400余艘次。

圖5 交織正交層合板橫截面Fig.5 Microstructures of cross section of crossing intersection ply laminates
2.2 開孔拉伸性能
非交織、兩向交織和四向交織準各向同性層合板拉伸和開孔拉伸性能如表3所示。

表3 準各向同性層合板拉伸性能Tab.3 Tensile mechanical properties of quasi-isotropic ply laminates
從表3中可以看出,兩向交織和四向交織準各向同性層合板拉伸強度較非交織板明顯下降,其中兩向交織和四向交織準各向同性層合板拉伸強度分別下降約12.3%和13.7%。四向交織準各向同性層合板拉伸性能下降幅度略高于兩向交織板,主要是由于四向交織準各向同性層合板鋪層中纖維在節點處需要分兩次穿越3層預浸料的厚度,其鋪層內纖維在節點處的彎曲程度比兩向交織板的更大一些(圖6),致使其拉伸性能更低一些。
利用上述分切的預浸絲,采用自動鋪絲系統,制備[0/90]6S非交織正交層合板(普通正交層合板)和[(0/90)交]6S交織正交層合板若干,用于后續試驗分析。其中交織正交層合板成型方法如圖2所示。
非交織準各向同性層合板開孔前后的拉伸強度分別為725 MPa、553 MPa,其開孔后拉伸強度保持率為76.3%,而兩向交織和四向交織準各向同性層合板較非交織板略有提高,分別為80.5%、79.1%。這可能是由于兩向交織和四向交織準各向同性層合板的鋪層結構實現了層間的交聯耦合,其可以有效阻滯層間裂紋擴展,致使層合板的開孔損傷容限有所提高。
2.3 開孔壓縮性能
將[+45/0/-45/90]3S非交織、[(+45/0)交/(-45/90)交]3S兩向交織、[(+45/0/-45/90)交]3S四向交織準各向同性層合板制作壓縮和開孔壓縮試樣,壓縮試樣制作及測試依據為GB/T 1448—2005,開孔壓縮試樣制作及測試依據為ASTMD6484—2004,試樣尺寸為300 mm×36 mm×δ(試樣厚度3.6 mm,在試樣正中間制孔,孔徑Φ6 mm)。

圖6 交織準各向同性層合板橫截面Fig.6 Microstructures of cross section of quasi-isotropic intersection ply laminates

表4 準各向同性層合板壓縮性能Tab.4 Compressive mechanical properties of quasi-isotropic ply laminates
1.2.2 準各向同性層合板制備
2.4 沖擊后壓縮性能
非交織、兩向交織和四向交織準各向同性層合板沖擊后壓縮試樣在6.67 J 能量沖擊后,經超聲探傷分析,層合板損傷情況如圖7所示。兩向交織和四向交織準各向同性層合板沖擊后分層損傷面積明顯低于非交織板,表明交織準各向同性層合板的抗沖擊損傷能力明顯高于非交織板。兩向交織準各向同性層合板的沖擊損傷面積略大于四向交織板,可能是由于四向交織板的鋪層為(+45/0/-45/90)交,其相對于兩向交織的鋪層(+45/0)交/(-45/90)交交織的層數更多,且交織鋪層組合趨于各向同性。

圖7 準各向同性層合板沖擊后的損傷情況Fig.7 Damage degree of quasi-isotropic intersection ply laminates after impact
表5列出了非交織、兩向交織和四向交織準各向同性層合板沖擊后壓縮性能。從表5中數據可知,與開孔后壓縮強度類似,四向交織準各向同性層合板沖擊后壓縮強度最高,為308 MPa,非交織和兩向交織層合板沖擊后壓縮強度大致相當,與四向交織板相比,分別降低11.4%和10.4%。該結果仍表明交織鋪層組厚度對壓縮強度影響較大。沖擊后壓縮強度保持率以四向交織板最高,為62.2%,兩向交織板沖擊后壓縮強度保持率次之,為57.6%,非交織板沖擊后壓縮強度保持率最低,50.7%。與開孔壓縮強度保持率降低趨勢是一致的。該結果再次表明交織鋪層結構對層間損傷具有一定的抵抗能力,有利于層合板的損傷容限。
在現代城市軌道交通列車運行控制過程中,列車通信網絡發揮著不可替代的作用,不但負責信息傳輸,而且還要執行某些重要的控制邏輯,因此,列車通信網絡通信質量的穩定性至關重要。本文結合現場普遍發生的列車通信網絡故障,進行深入分析,找到問題發生的根源,進而提出整改建議。

表5 準各向同性層合板沖擊后壓縮性能Tab.5 Compressive residual strength after impact of quasi-isotropic ply laminates
3 結論
(1)交織正交層合板縱向拉伸、壓縮和彎曲性能較非交織板的性能均有所下降,但交織板層間剪切性能較非交織板的有明顯提高,提高幅度約為16.0%。
(2)兩向交織和四向交織準各向同性層合板拉伸強度較非交織板明顯下降,且四向交織板拉伸強度下降幅度略高于兩向交織板,表明隨著交織鋪層組厚度的增加,層合板拉伸性能呈下降趨勢。
根據社會需要、行業需要 聯合企業共同制定“卓越計劃”下能動專業的培養目標;構建 “卓越計劃”校企聯合培養人才的新路徑,以保證“卓越計劃”的順利實施[5]。
(3)兩向交織和四向交織準各向同性層合板開孔后拉伸和開孔后壓縮強度保持率均高于非交織板,表明交織準各向同性層合板有利于提高復合材料層合結構的開孔損傷容限。
(4)兩向交織和四向交織準各向同性層合板沖擊后分層損傷面積明顯低于非交織板,且沖擊后壓縮強度保持率均高于非交織板,表明交織準各向同性層合板有利于提高復合材料層合結構的抗沖擊損傷能力。
2016年,電力開發公司宣布規制委完成評審的時間將進一步延后約2年時間。同時,該公司預計安全升級的建設工作將在2016年啟動,并在2023財年下半年完成。
(5)綜合以上結果,表明交織鋪層結構層合板相對于普通非交織層合板具有更好的損傷容限能力。
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
