氮化硅陶瓷球研磨去除方式*
2019-07-24 03:21:26王定文李頌華吳玉厚
金剛石與磨料磨具工程 2019年3期
關(guān)鍵詞:裂紋
張 珂, 王定文, 李頌華, , 孫 健, 吳玉厚
(1. 沈陽建筑大學(xué) 機械工程學(xué)院, 沈陽 110168)(2. 沈陽建筑大學(xué), 高檔石材數(shù)控加工裝備與技術(shù)國家地方聯(lián)合工程實驗室, 沈陽 110168)
氮化硅陶瓷材料具有良好的耐腐蝕性、耐磨性、自潤滑性及優(yōu)良的熱穩(wěn)定性等,被認為是最適合制造軸承滾動體的材料[1-4]。目前,采用氮化硅陶瓷球作為滾動體的軸承已被廣泛使用于各種場合,如航空航天、軍事、高精密機床主軸及一些鋼軸承無法使用的食品和化工等行業(yè)。但目前國內(nèi)對高精度氮化硅軸承球的加工工藝還不成熟,國內(nèi)高端軸承球多依賴進口[5]。
國內(nèi)外學(xué)者對氮化硅陶瓷球研磨加工進行了大量試驗研究,提出了V形槽研磨法、錐形研磨法、自旋回轉(zhuǎn)角控制研磨法等多種研磨方法[6-10]。針對游離磨料研磨過程中材料的去除方式,提出了三體斷裂去除和二體斷裂去除2種材料去除方式[11-12]。
目前,在氮化硅陶瓷球研磨加工中,表面質(zhì)量研究較少,研磨工藝參數(shù)對材料去除方式的影響還不十分明確,且仿真中磨粒形狀與實際形狀差異較大。為進一步分析和研究這些問題,采用研球機進行研磨加工試驗,分析氮化硅陶瓷球在研磨過程中的表面材料去除方式及研磨后的表面質(zhì)量與表面形貌,同時選用截角八面體模擬單顆粒金剛石,在ABAQUS有限元分析軟件中對二體斷裂去除和三體斷裂去除2種材料去除情況進行仿真,分析研磨過程中陶瓷球表面材料去除方式及亞表面裂紋情況。
1 陶瓷材料斷裂力學(xué)分析
研磨加工中陶瓷球表面材料去除方式取決于工件與研磨盤接觸區(qū)域內(nèi)磨粒的運動方式。當(dāng)磨粒在工件與研磨盤之間旋轉(zhuǎn)滾動,陶瓷球表面受擠壓作用;當(dāng)磨粒受壓嵌入研磨盤表面,磨粒在工件與研磨盤之間不再發(fā)生滾動,陶瓷球表面受切削擠壓作用。根據(jù)國內(nèi)外眾多學(xué)者對陶瓷材料脆性斷裂力學(xué)理論的深入研究,脆性陶瓷材料表面壓痕裂紋可分為錐形裂紋、表面徑向裂紋、截面中位裂紋、半餅狀裂紋、側(cè)向裂紋等5類。脆性陶瓷材料表面形成壓痕裂紋是一個十分復(fù)雜的彈塑性應(yīng)力場問題,目前,脆性陶瓷材料內(nèi)部應(yīng)力場由2個相互獨立的彈性應(yīng)力場Boussinesq解和Yoffe解疊加組成[13-14]。
在球形極坐標(biāo)中,Boussinesq解的具體形式為:
(1)
在球形極坐標(biāo)中,Yoffe解的具體形式為:
(2)
式中:P為法向集中載荷;B為常數(shù),通常用于表征局部彈性應(yīng)力場的強度;σ為應(yīng)力場中任意一點處的應(yīng)力分量;r為該點到接觸點處的距離;ν為泊松比;θ為該點處的極角。通過分析發(fā)現(xiàn),B可由彈性模量E和壓痕體積δν確定,即:
(3)
對于泊松比ν=0.26的熱等靜壓氮化硅陶瓷球,其各種裂紋成核驅(qū)動力可由式(1)、(2)疊加給出:
(4)
式中:p=P/πr2,q=B/r3,上標(biāo)C、R、M和L分別表示環(huán)狀裂紋、表面徑向裂紋、截面中位裂紋和側(cè)向裂紋。
氮化硅陶瓷球研磨加工中,金剛石研磨顆粒可能為鈍壓頭,由于鈍壓頭與材料表面接觸不會產(chǎn)生明顯的塑性形變,即δV=0,根據(jù)式(3)、式(4)可知:4種裂紋成核驅(qū)動力中只有作用于接觸表面上的σC和作用于法向的σM,且σC=2σM。因此,研磨中氮化硅陶瓷球表面會產(chǎn)生環(huán)形裂紋和截面中位裂紋,且產(chǎn)生環(huán)狀裂紋的可能遠大于產(chǎn)生截面中位裂紋的可能。
同樣在研磨過程中,金剛石顆粒也可能為尖銳壓頭。由于尖銳壓頭殘余應(yīng)力場的作用顯著,根據(jù)式(3)、式(4)可知:這時環(huán)狀裂紋和截面中位裂紋不易出現(xiàn),出現(xiàn)側(cè)向裂紋的可能遠大于產(chǎn)生表面徑向裂紋的可能,側(cè)向裂紋向表面擴展極易形成凹坑。
氮化硅陶瓷球研磨加工表面質(zhì)量受材料性能、加工工藝參數(shù)、研磨加工設(shè)備和研磨加工方式等多種因素的影響。斷裂力學(xué)分析表明,降低研磨過程中的壓力和研磨盤轉(zhuǎn)速,有助于提高陶瓷球表面質(zhì)量,減少表面裂紋與凹坑。
2 氮化硅陶瓷球研磨加工試驗
2.1 試驗條件
試件為經(jīng)過粗磨后的熱等靜壓氮化硅毛坯球,粗糙度值為0.528 7 μm,其力學(xué)性能參數(shù)如表1所示[15]。研磨液中的磨粒為尺寸5~10 μm的金剛石,濃度為20%;采用煤油作為研磨基液,并加入適量機油調(diào)節(jié)黏稠度。
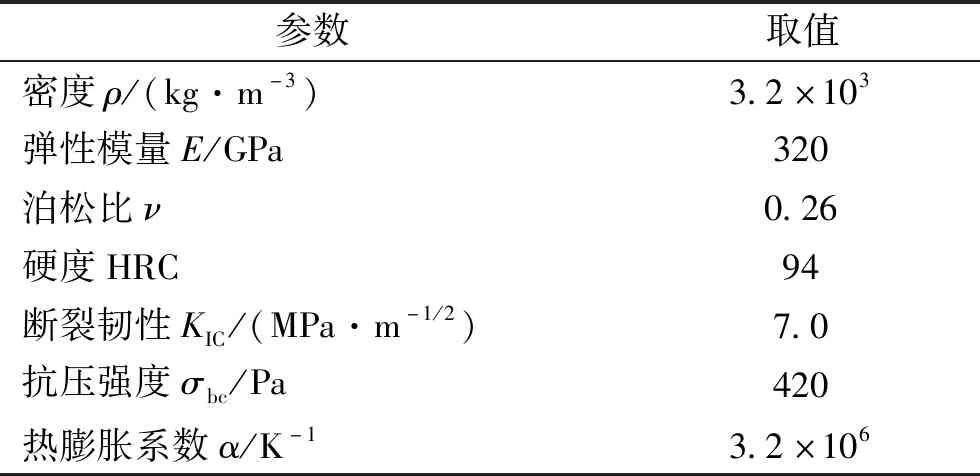
表1 氮化硅陶瓷球力學(xué)性能
試驗采用傳統(tǒng)V形槽立式研球機,其結(jié)構(gòu)示意圖如圖1所示。轉(zhuǎn)盤V形槽直徑為492~786 mm,陶瓷球與上、下研磨盤呈三點接觸[16]。研磨過程中,陶瓷球隨研磨盤公轉(zhuǎn)的同時自轉(zhuǎn),并通過研磨盤、磨粒及球坯之間的相互作用來實現(xiàn)其表面材料的去除,達到降低表面粗糙度、提高圓度和減小球徑的目的[17-18]。
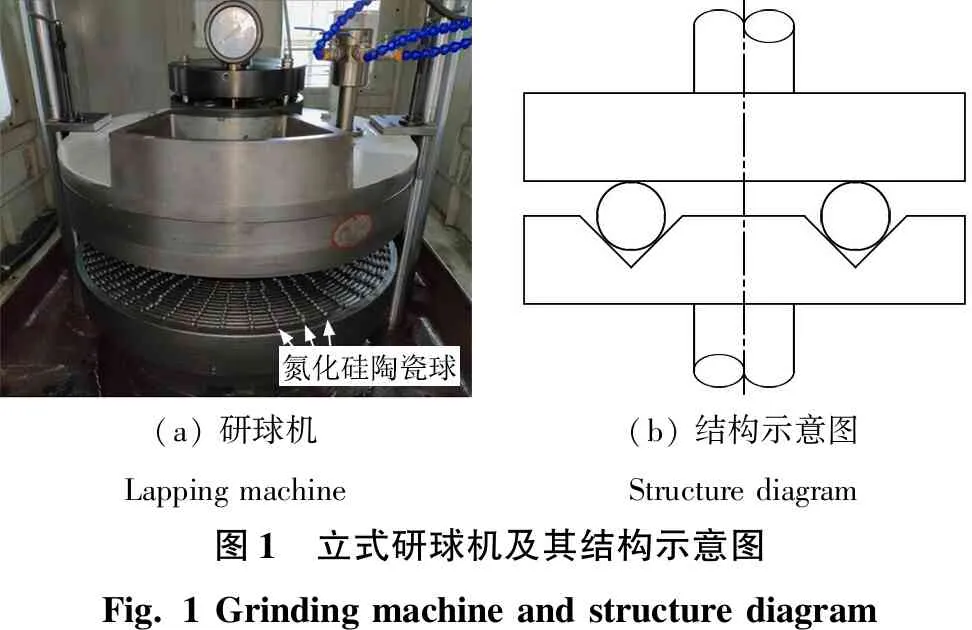
(a)研球機Lappingmachine(b)結(jié)構(gòu)示意圖Structurediagram圖1 立式研球機及其結(jié)構(gòu)示意圖Fig.1Grindingmachineandstructurediagram
2.2 試驗方案及檢測儀器
氮化硅陶瓷球研磨加工試驗中,通過對研磨盤轉(zhuǎn)速、磨粒粒度和壓力等因素的調(diào)節(jié),可使球坯表面獲得均勻研磨,進而達到研磨成球的條件。現(xiàn)通過改變研磨盤轉(zhuǎn)速和壓力設(shè)計研磨試驗,每組試驗時間為12 h,試驗方案如表2所示。研磨加工后,采用VHX-1000E超景深三維顯微鏡、HITACHI S-4800掃描電鏡(SEM)觀察氮化硅陶瓷球表面形貌。
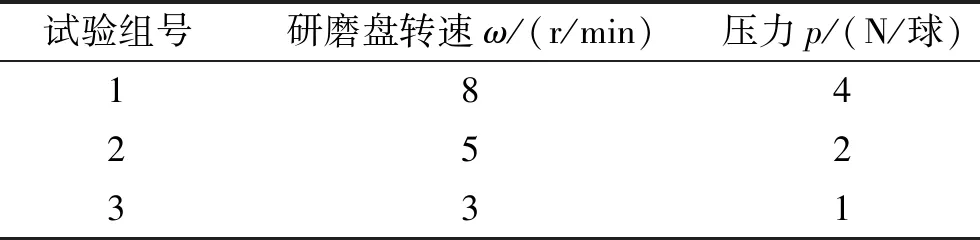
表2 試驗方案
2.3 試驗結(jié)果與分析
圖2為各組參數(shù)陶瓷球表面形貌SEM照片。從圖2a可見:毛坯球表面極不光整,有明顯凹坑,后續(xù)研磨過程中應(yīng)致力于消除表面凹坑,提高其表面的光整度。由圖2b~圖2d可以發(fā)現(xiàn):隨著壓力減小和轉(zhuǎn)速降低,陶瓷球表面的質(zhì)量逐漸提高,表面劃傷與凹坑也隨之減少。因此,在研磨過程中減小壓力和降低研磨盤轉(zhuǎn)速,對提高研磨球表面的加工質(zhì)量和減少表面缺陷有很大幫助。
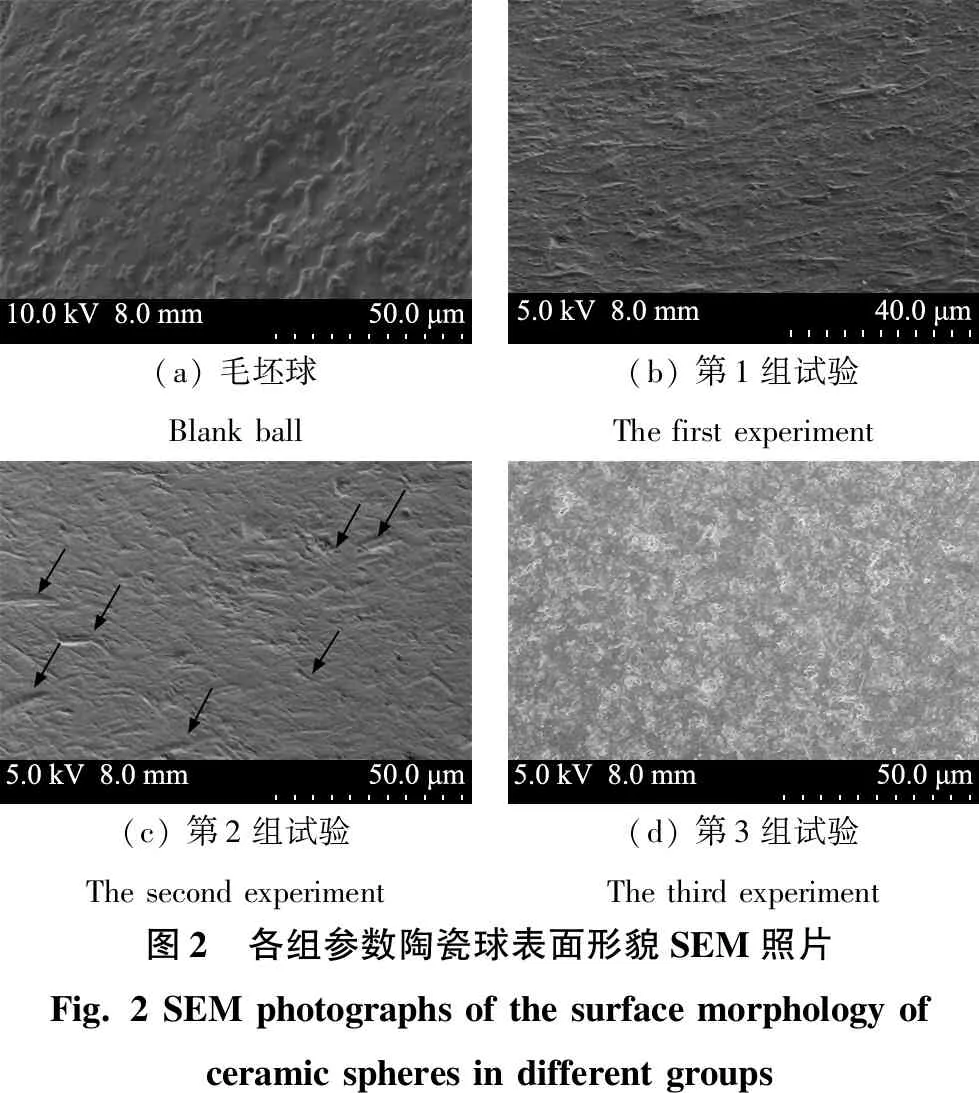
(a)毛坯球Blankball(b)第1組試驗Thefirstexperiment(c)第2組試驗Thesecondexperiment(d)第3組試驗Thethirdexperiment圖2 各組參數(shù)陶瓷球表面形貌SEM照片F(xiàn)ig.2SEMphotographsofthesurfacemorphologyofceramicspheresindifferentgroups
進一步觀察可知:當(dāng)施加壓力較大和研磨盤轉(zhuǎn)速較高時,陶瓷球表面劃傷比較嚴重;當(dāng)施加壓力較小和研磨盤轉(zhuǎn)速較低時,陶瓷球表面劃傷減輕,但可見較多的微斷裂。原因是當(dāng)壓力較大、轉(zhuǎn)速較高時,在研磨盤與球坯接觸區(qū)域內(nèi)單顆磨粒所受的載荷較大,磨粒較容易嵌入研磨盤內(nèi)部,此時磨粒主要以刻劃的方式在陶瓷球表面運動,表現(xiàn)為二體斷裂去除;當(dāng)壓力較小、研磨盤轉(zhuǎn)速較低時,在研磨盤與球坯接觸區(qū)域內(nèi)單顆磨粒受到的載荷較小、約束較少,磨粒運動方式以滾動為主,表現(xiàn)為三體脆性斷裂去除。
隨后采用超景深三維顯微鏡和掃描電鏡對研磨過程中出現(xiàn)的表面缺陷進行觀察。圖3為陶瓷球表面缺陷超景深照片,圖4為陶瓷球表面缺陷SEM照片。由圖3、圖4可知:研磨過程中,陶瓷球表面會出現(xiàn)雪花、劃傷和凹坑等缺陷。雪花缺陷是由于研磨過程中研磨液中金剛石磨粒分布不均勻,從而對陶瓷球表面研磨不均勻形成的。劃傷缺陷一方面是由于研磨初期金剛石磨粒比較尖銳,容易在陶瓷球表面形成劃傷缺陷;另一方面是由于研磨過程中當(dāng)研磨壓力較大時,部分金剛石磨粒被嵌入研磨盤表面,從而對陶瓷球表面進行滑擦而形成劃傷缺陷。觀察劃傷缺陷可發(fā)現(xiàn):金剛石磨粒在滑擦過程中不僅會引起磨粒前方工件破碎,還會引起橫向斷裂與破裂鏟除。凹坑缺陷是由于研磨過程中金剛石磨粒的擠壓作用使陶瓷球表面產(chǎn)生裂紋,隨著研磨過程的繼續(xù)進行,裂紋逐漸擴展導(dǎo)致表面材料脫離球體進而形成的。
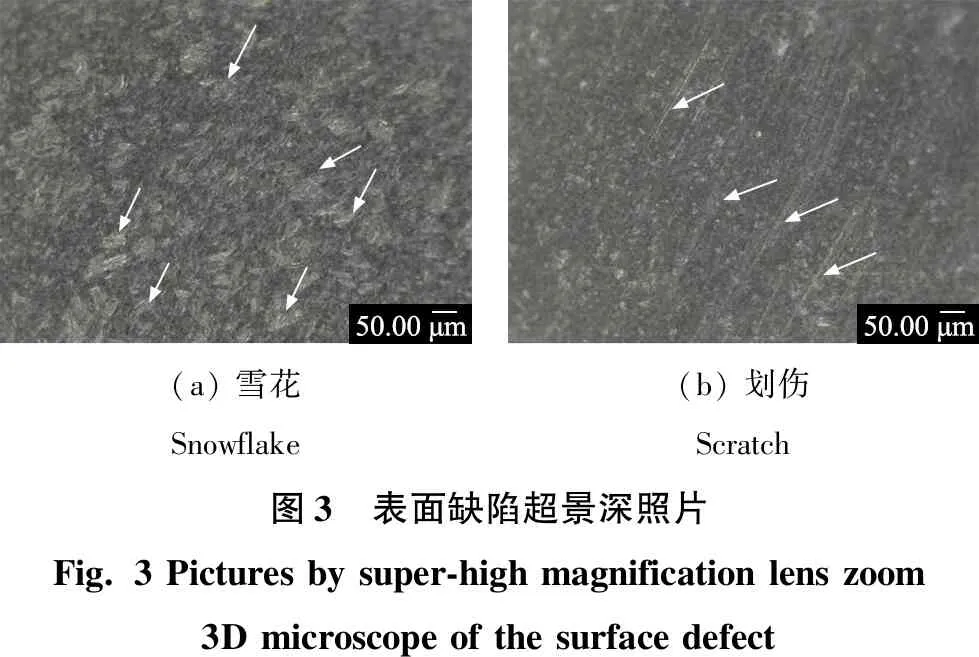
(a)雪花Snowflake(b)劃傷Scratch圖3 表面缺陷超景深照片F(xiàn)ig.3Picturesbysuper-highmagnificationlenszoom3Dmicroscopeofthesurfacedefect
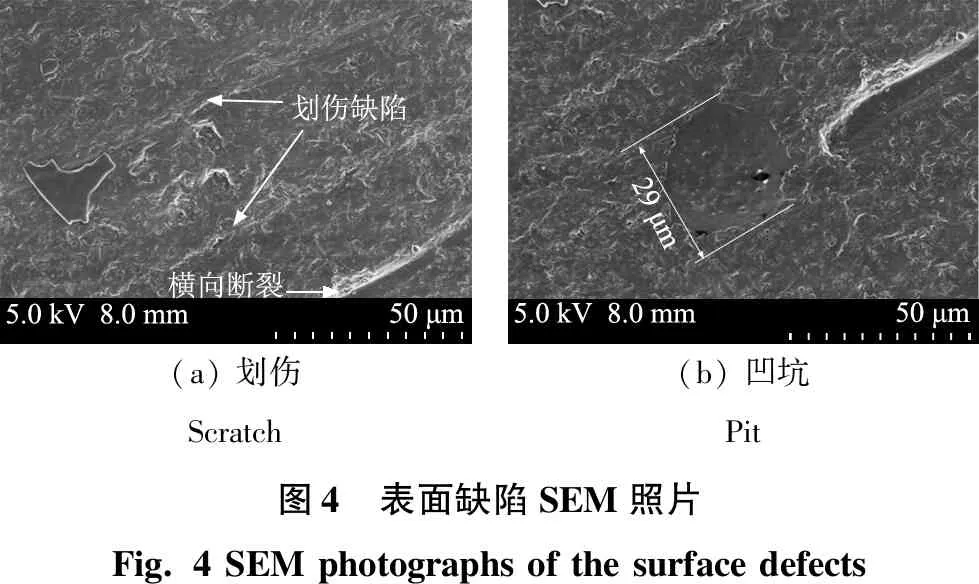
(a)劃傷Scratch(b)凹坑Pit圖4 表面缺陷SEM照片F(xiàn)ig.4SEMphotographsofthesurfacedefects
3 氮化硅陶瓷球研磨加工仿真
3.1 建立仿真模型
由于金剛石磨粒在形成過程中受晶體類型、施加壓力及溫度等物理、化學(xué)作用的影響,故其在形狀上并不是完全一致的,形狀差異較大,一般可以分為近八面體、近六-八面體、近四-八面體、近二-八面體、近立方體和其他一些不規(guī)則的形狀[19]。仿真中采用如圖5所示的截角八面體模擬金剛石磨粒。該截角八面體的表面由8個正六邊形面和6個正方形面組成,邊長均為a。根據(jù)金剛石磨粒基本粒徑可算出邊長a為3.2 μm。
相對于氮化硅陶瓷而言,金剛石具有較大的屈服強度和彈性模量,其材料屬性如表4所示,且金剛石磨粒在磨削過程中幾乎不會產(chǎn)生變形。為提高仿真效率,減少仿真工作量,將金剛石磨粒視為剛體。
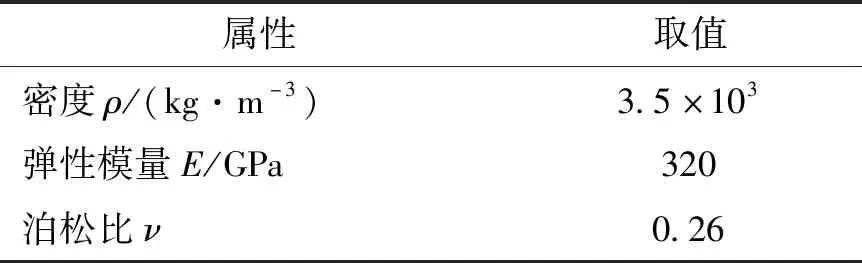
表4 金剛石磨粒的材料屬性
研磨加工過程中,游離金剛石磨粒對氮化硅陶瓷球表面材料的去除是一種局部材料去除方式。根據(jù)圣維南原理可知:在加工過程中,應(yīng)力和應(yīng)變只集中在被加工材料的局部區(qū)域內(nèi),在離載荷作用的較遠區(qū)域,應(yīng)力和應(yīng)變幾乎等于零。同時根據(jù)局部近似原則,可以將局部的氮化硅陶瓷球面近似為平面,因而建立長方體的氮化硅陶瓷模型,其仿真尺寸為27 μm×18 μm×9 μm。采用有限元網(wǎng)格法(Finite element meshing)對工件進行網(wǎng)格劃分。
由于氮化硅陶瓷熱膨脹系數(shù)小,在高溫條件下力學(xué)性能穩(wěn)定,而且研磨過程中,單顆金剛石顆粒與工件的接觸面積較小,同時研磨液也會起到一定的降溫作用,散熱條件較好,因此可以不考慮溫度對氮化硅陶瓷球研磨加工的影響。
游離磨粒在研磨過程中存在三體脆性斷裂去除和二體斷裂去除2種材料去除方式,其中以三體脆性去除為主。對游離磨料研磨過程中存在的2種去除方式進行仿真模擬研究,三體脆性斷裂去除有限元模型如圖6a所示,二體斷裂去除有限元模型如圖6b所示。
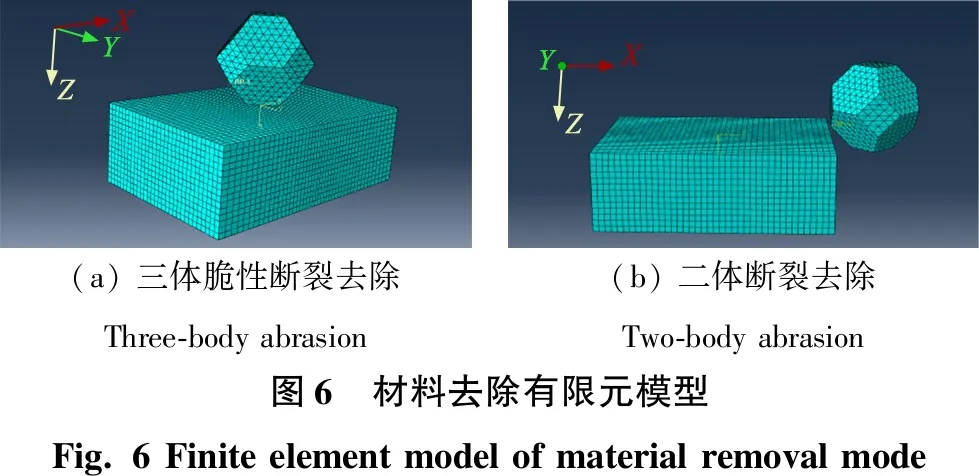
(a)三體脆性斷裂去除Three-bodyabrasion(b)二體斷裂去除Two-bodyabrasion圖6 材料去除有限元模型Fig.6Finiteelementmodelofmaterialremovalmode
仿真過程中,對于三體脆性斷裂去除模型,金剛石磨粒沿Z軸正方向直線運動,參考點上的載荷方向沿Z軸正方向向下;對于二體斷裂去除模型,金剛石磨粒沿X軸負方向直線運動,磨粒切削深度方向為Z軸正方向。對金剛石磨粒在不同速度載荷(0.01 m/s,0.02 m/s,0.03 m/s)條件下三體脆性斷裂去除過程進行仿真;同時仿真了金剛石磨粒在相同切削深度(1.4 μm)、不同切削速度(0.1 m/s,0.2 m/s,0.3 m/s)條件下的二體斷裂去除過程。
3.2 仿真結(jié)果與分析
3.2.1 三體脆性斷裂去除仿真結(jié)果與分析
圖7為速度載荷為0.02 m/s時,三體脆性斷裂方式去除的結(jié)果剖視圖。圖7a為金剛石磨料與工件剛發(fā)生接觸時,工件表面的應(yīng)力分布圖。從圖7a可以看到:工件上的等效應(yīng)力由接觸區(qū)域向Z軸方向(徑向)和Y軸方向(橫向)擴散分布,并且等效應(yīng)力由接觸區(qū)域向四周依次減小。隨著載荷的不斷增加,Z軸方向的
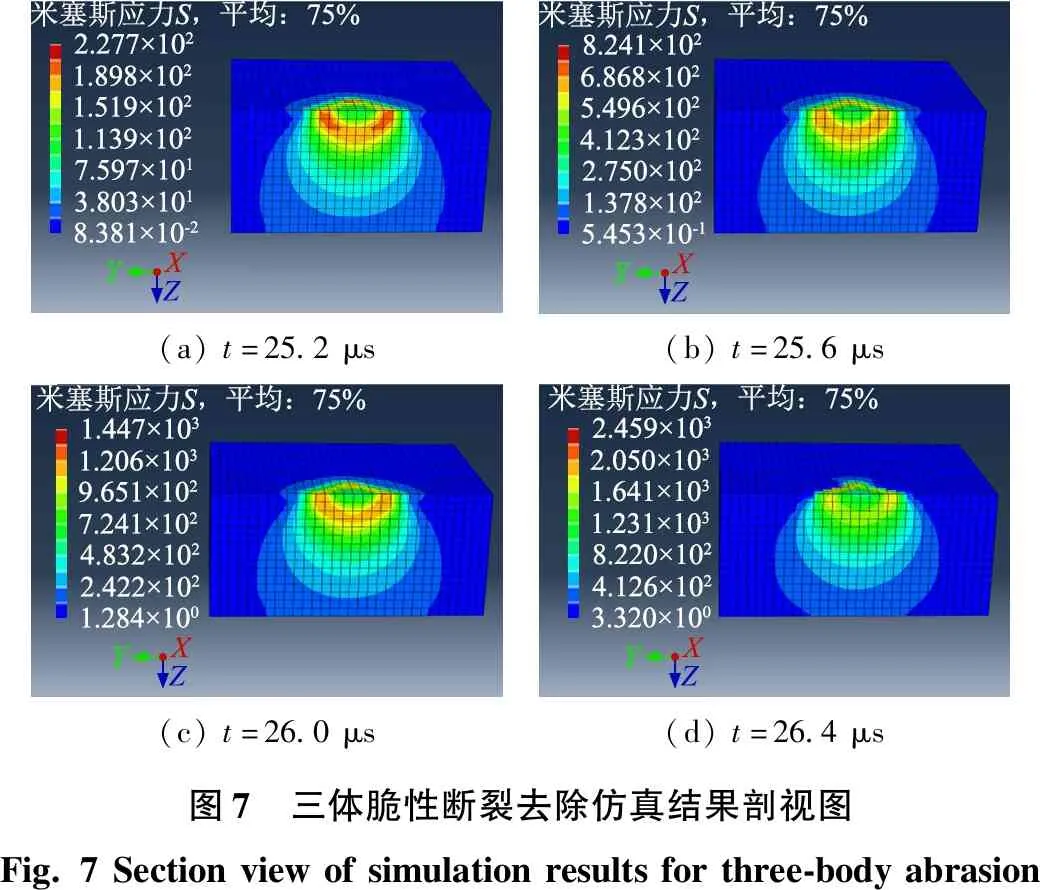
(a)t=25.2μs(b)t=25.6μs(c)t=26.0μs(d)t=26.4μs圖7 三體脆性斷裂去除仿真結(jié)果剖視圖Fig.7Sectionviewofsimulationresultsforthree-bodyabrasion
等效應(yīng)力逐漸增大(圖7a~7d)。通過分析,當(dāng)金剛石游離磨粒開始加載時,在接觸區(qū)域的正下方產(chǎn)生了一個弧形等效應(yīng)力聚集區(qū),該區(qū)域為氮化硅陶瓷工件的塑性變形區(qū),工件在該區(qū)域產(chǎn)生的變形不可恢復(fù)。
進一步觀察三體脆性斷裂去除,其剖視圖如圖8所示。通過圖8可以觀察到:當(dāng)金剛石磨粒接觸工件并繼續(xù)沿Z軸正方向移動時,工件表面開始產(chǎn)生裂紋,且裂紋隨著磨粒的不斷運動而逐漸向工件外側(cè)擴展,當(dāng)裂紋擴展到一定程度后,工件表面產(chǎn)生破碎,即引起工件表面材料的去除。通過分析表明,工件表面破碎是由磨粒下方連續(xù)裂紋分支形成交匯所引起的。
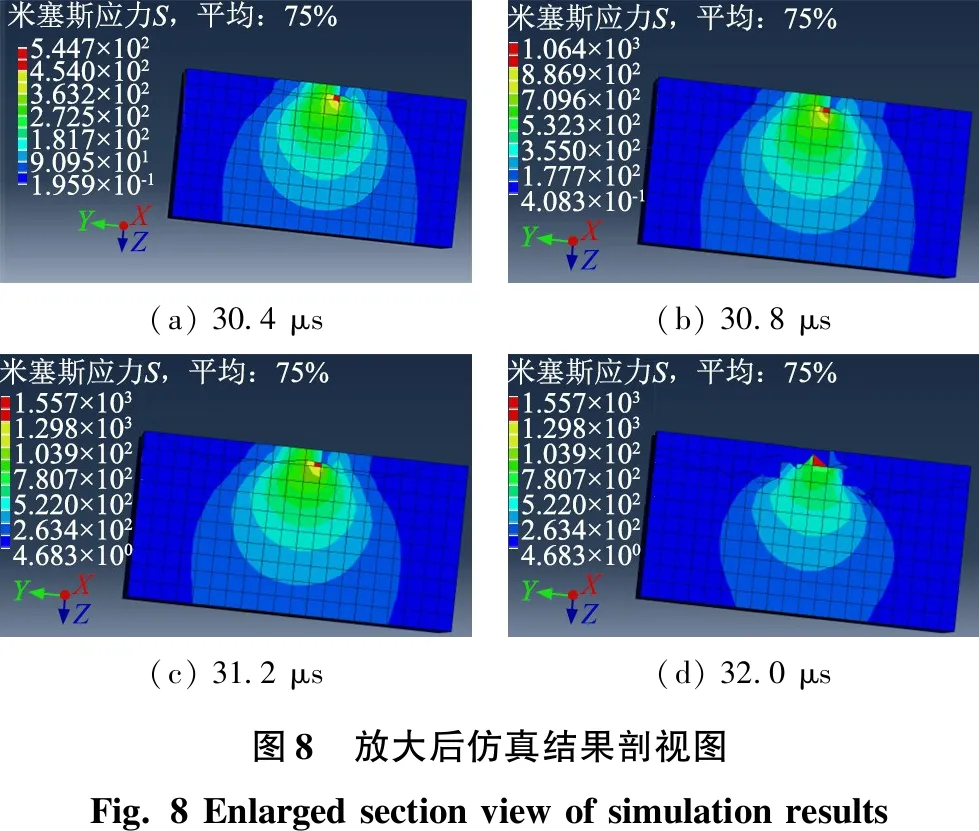
(a)30.4μs(b)30.8μs(c)31.2μs(d)32.0μs圖8 放大后仿真結(jié)果剖視圖Fig.8Enlargedsectionviewofsimulationresults
三體脆性斷裂去除中,工件上產(chǎn)生的最大等效應(yīng)力曲線如圖9所示:當(dāng)磨粒與工件接觸后,工件最大等效應(yīng)力開始出現(xiàn),并隨著磨粒的繼續(xù)運動而迅速增大;到27 μs時,等效應(yīng)力曲線開始出現(xiàn)波動,此時工件開始產(chǎn)生破碎和裂紋。圖9中各峰值為材料產(chǎn)生破碎和裂紋時的最大等效應(yīng)力,當(dāng)材料產(chǎn)生破碎和裂紋后,工件上的最大等效應(yīng)力開始迅速減小,因此在磨粒運動過程中,最大等效應(yīng)力曲線會產(chǎn)生明顯波動。
3.2.2 二體斷裂去除仿真結(jié)果與分析
游離金剛石磨粒研磨氮化硅陶瓷球過程中,應(yīng)力的作用區(qū)域隨著磨粒的切削運動而不斷變化。圖10為切削速度為0.2 m/s時,工件二體斷裂去除方式的應(yīng)力云圖。由于截角八面體金剛石磨粒的前角較大,在切削過程中,工件主要受壓應(yīng)力作用。圖10a為磨粒與工件在接觸瞬間形成的放射狀應(yīng)力云圖,其等效應(yīng)力由接觸區(qū)域向四周逐漸減小。隨著磨粒的繼續(xù)切入,工件接觸區(qū)域的等效應(yīng)力開始向磨粒前方、側(cè)面和底部擴展(圖10b~圖10d)。當(dāng)磨粒將要切出工件時,工件表面的應(yīng)力仍將繼續(xù)向磨粒前方、側(cè)面和底部擴展。當(dāng)磨粒完全切過工件后,磨粒與工件之間不再發(fā)生相互作用,工件左端面和劃痕處存在較為明顯的殘余應(yīng)力。二體斷裂去除仿真過程顯示了沿切削方向的磨粒前方工件破碎、橫向斷裂與破碎鏟除現(xiàn)象。
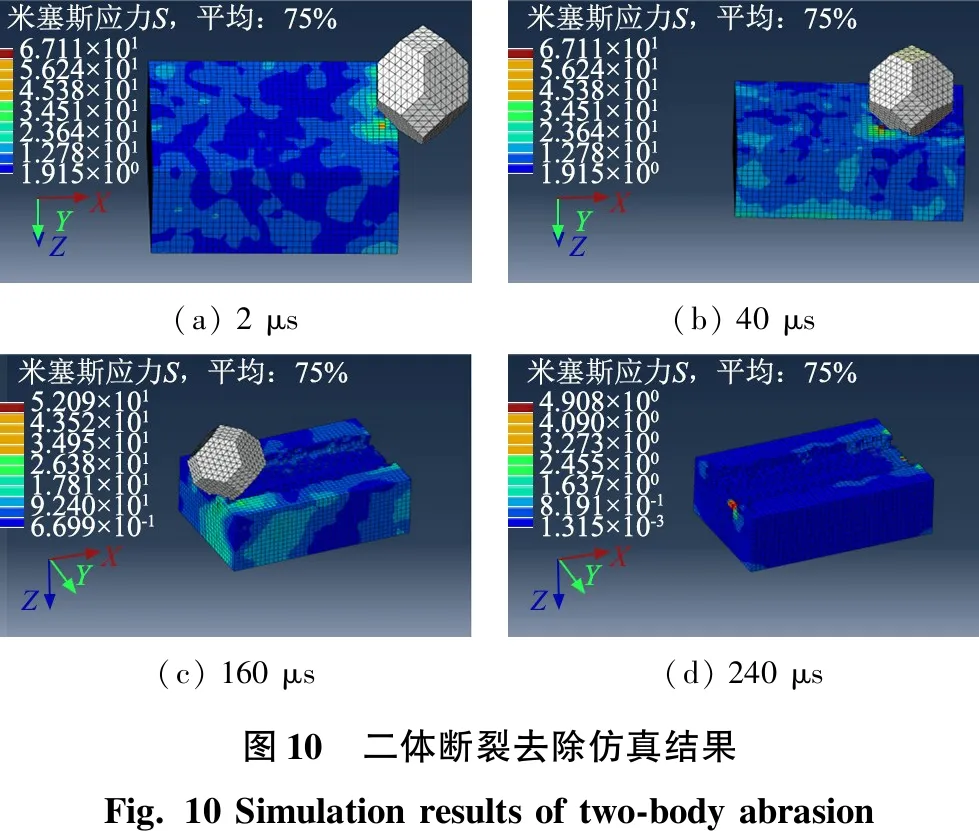
(a)2μs(b)40μs(c)160μs(d)240μs圖10 二體斷裂去除仿真結(jié)果Fig.10Simulationresultsoftwo-bodyabrasion
二體斷裂去除方式中,工件產(chǎn)生的最大等效應(yīng)力曲線如圖11所示:當(dāng)磨粒與工件開始接觸后,工件最大等效應(yīng)力開始出現(xiàn),并隨著磨粒的繼續(xù)運動而不斷增大;到5 μs時,等效應(yīng)力曲線開始出現(xiàn)波動,此時,工件材料被切除并產(chǎn)生切屑,隨后等效應(yīng)力曲線開始逐漸減小,直到保持恒定值。當(dāng)?shù)刃?yīng)力開始接近恒定值時,表明磨粒即將完全切出工件。當(dāng)?shù)刃?yīng)力保持不變時,表明切削完成后工件表面存在一定的殘余應(yīng)力。
3.3 仿真與試驗分析
亞表面裂紋的產(chǎn)生與最大等效應(yīng)力有關(guān),由圖9和圖11可知:研磨過程中,三體脆性斷裂去除產(chǎn)生的最大等效應(yīng)力較二體斷裂去除產(chǎn)生的更大,因此三體脆性斷裂去除產(chǎn)生的亞表面裂紋更深。三體脆性斷裂去除中,金剛石磨粒的持續(xù)擠壓使磨粒下方工件表面產(chǎn)生裂紋并不斷擴展,當(dāng)裂紋擴展到一定程度后,工件表面材料即被去除并形成凹坑;二體斷裂去除中,受金剛石磨粒切削力的作用,接觸區(qū)域前方工件產(chǎn)生破碎與鏟除,同時隨著橫向裂紋的擴展,工件表面產(chǎn)生橫向斷裂與破裂鏟除,與試驗觀察到的現(xiàn)象相近。
4 結(jié)論
(1)研磨過程中,隨著壓力和轉(zhuǎn)速的減小,陶瓷球表面質(zhì)量逐漸提高,表面劃傷與凹坑也隨之減少。因此,在精研過程中減小壓力和降低研磨盤轉(zhuǎn)速,對提高研磨加工質(zhì)量和減少表面缺陷有很大的幫助。
(2)氮化硅陶瓷球研磨過程中,當(dāng)壓力和轉(zhuǎn)速較高時,陶瓷球表面材料去除形式以二體斷裂去除為主;當(dāng)研磨壓力較小、研磨盤轉(zhuǎn)速較低時,陶瓷球表面材料去除形式以三體脆性斷裂去除為主。
(3)仿真中三體脆性斷裂去除及二體斷裂去除的材料去除方式與試驗結(jié)果相近。進一步研究表明,三體脆性斷裂去除產(chǎn)生的亞表面裂紋更深。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38