提高膨脹波紋管在彎曲井眼中應用可靠性研究
2019-07-25 09:59:56劉鵬陶興華胡彥峰涂玉林
石油鉆采工藝 2019年2期
關鍵詞:焊縫
劉鵬 陶興華 胡彥峰 涂玉林
中國石化石油工程技術研究院
鉆井過程中為了能夠快速有效地封隔易坍塌等復雜地層,安全順利鉆至目的層,國內外研發了膨脹波紋管技術。膨脹波紋管是將圓管加工成型為異型管,在井下利用液壓和膨脹工具將其恢復至圓管,管體通過與井壁間的摩擦力直接固定在井壁上,作為臨時套管封隔復雜地層,而且封隔段不減少原井眼尺寸[1]。膨脹波紋管技術在直井段的應用基本成熟,但在彎曲井眼中受井眼條件的影響,國內尚未有成功應用的案例,國外雖然成功進行過現場應用,但在應用規模和應用成功率等方面還有待提高[2]。
目前,膨脹波紋管在彎曲井眼中應用面臨的主要難題包括:(1)井眼對膨脹過程的影響規律不明確,井眼準備時間長,井眼質量難以保證;(2)水力膨脹過程中管串承壓能力不穩定;(3)配套工具強度和應對復雜情況的能力需要提高。
針對上述難題開展了相關研究,為提高現場應用的可靠性提供解決思路,擴大膨脹波紋管的應用范圍,解決地層漏失、坍塌等復雜情況,縮短處理復雜情況時間,保障后續鉆進順利進行,并為膨脹波紋管實現單一井徑技術奠定基礎。
1 關鍵技術
與直井段相比,膨脹波紋管在彎曲井段中應用,除了受井徑影響外,還受井斜角變化率、方位角變化率等多因素制約,對應用段的井眼條件要求更高;膨脹過程中管串受井眼約束更大,對管串性能要求更高;管串在井下的膨脹狀態更難以掌控,要求配套工具的可靠性更高、功能更齊全;應對彎曲井眼中的復雜情況,施工工藝應具有針對性。因此,膨脹波紋管在彎曲井眼中應用的關鍵是明確井眼條件對膨脹性能的影響規律,提高應用段的井眼質量,增強管串整體承壓能力,研發新型配套工具,完善施工工藝等。
目前國內應用較廣泛的膨脹波紋管為?241 mm、?216 mm 和?149 mm 這 3 種型號,其中?149 mm膨脹波紋管尺寸小,膨脹困難,應用難度更大。國內大部分定向井和水平井的井眼軌跡設計中,井斜角變化率小于 30(°)/30 m,方位角變化率小于 20(°)/30 m[3],本研究主要針對此井眼條件和?149 mm膨脹波紋管。為方便研究,將膨脹波紋管的端面分成凹槽處、凸棱處和圓弧端面3個部分,如圖1所示。
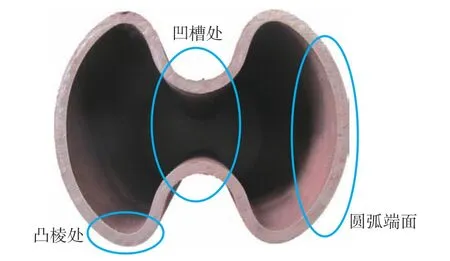
圖1 膨脹波紋管端面Fig.1 End of expandable bellow
1.1 井眼準備
1.1.1 井眼條件對膨脹性能的影響
通過模擬計算和室內實驗相結合的方法,模擬膨脹波紋管在不同井眼條件下的受力情況和膨脹狀態。利用有限元計算軟件建立井眼、膨脹波紋管和焊縫模型,分析井徑、井斜角變化率、方位角變化率等變化時,管串外徑隨膨脹壓力的變化規律,求取管體最大應力和最大應變的變化情況[4]。地面采用彎曲鋼管模擬彎曲井眼,驗證膨脹波紋管在彎曲井眼中的膨脹狀態。
通過模擬分析得出:井徑和方位角變化率對膨脹過程的影響較大,井斜角變化率的影響較小(見圖2)。井徑越小、井斜角變化率越大、方位角變化率越大對膨脹過程的約束越大;在相同壓力條件下,膨脹外徑越小,越不利于進行機械膨脹和后續的鉆進作業。因此,在井眼準備過程中,要重點控制井徑和方位的變化,井眼盡量保持圓滑。
?149 mm膨脹波紋管未成型前圓管的外徑為168 mm,通過模擬膨脹波紋管在彎曲井眼中的膨脹試驗(見圖3)得出:井徑小于168 mm時,膨脹過程應力集中明顯,管串容易失效,與空氣中自由膨脹狀態相比,膨脹外徑明顯減小,增大了后續機械膨脹的難度;井徑大于178 mm后,管體與井壁間的摩擦力明顯降低,不利于管體在井壁的固定;井徑位于168~178 mm時,管體的膨脹外徑滿足機械膨脹的要求,管體與井壁間的摩擦力滿足管串懸掛的要求。井斜角變化率小于30(°)/30 m,方位角變化率小于20(°)/30 m時,管體膨脹時的受力情況均低于管體的強度。

圖2 井眼條件對膨脹外徑的影響Fig.2 The influence of well conditions on expansion diameter
1.1.2 膨脹波紋管應用井段井眼準備
膨脹波紋管施工前需要對應用井段進行擴眼作業,擴眼作業本身存在風險,在復雜地層中,更容易造成漏失、掉塊、卡鉆等復雜情況,而且處理時間越長井下風險越大[5]。為了減少井眼準備時間,提高井眼質量,對于復雜情況基本明確的地層,可采用隨鉆擴眼方式。目前此類擴眼工具主要有2類:一類為基于雙心擴眼理論的隨鉆定向擴眼鉆頭,例如CSDR鉆頭[6],針對復雜地層明確的井段,鉆進過程中同時實現井眼軌跡和井徑的控制;另一類為可控式隨鉆擴眼工具,例如RipTide擴眼工具,可在鉆頭鉆穿復雜地層后,通過地面信號控制,進行隨鉆擴眼作業。對于其他突發復雜情況,可在鉆穿復雜地層后,進行鉆后擴眼。

圖3 模擬彎曲井眼中的膨脹波紋管膨脹試驗Fig.3 Expansion test of expansion bellows in simulated bending well
隨鉆定向擴眼鉆頭可以實現一趟鉆完成定向和擴眼作業,鉆頭在設計過程中主要面臨的難題是減小或消除鉆頭的不平衡力,提高井眼軌跡和井徑精度的控制能力。為此,在鉆頭設計過程中形成了一系列提高鉆頭穩定性的方法,包括:增加了預擴段,減少了主擴段和總的雙心載荷;優化布齒方式,將相鄰切削齒對稱分布,布置在接觸弧尖滅位置,使不平衡力最小;將預擴段的刀翼與已擴井眼的接觸范圍擴大至180°以上,平衡擴眼作業時的受力;采用階梯擴眼結構,使不同空間的不平衡力互相平衡。根據上述方法,設計和加工出了?146 mm/?170 mm 隨鉆定向擴眼鉆頭,如圖4所示。
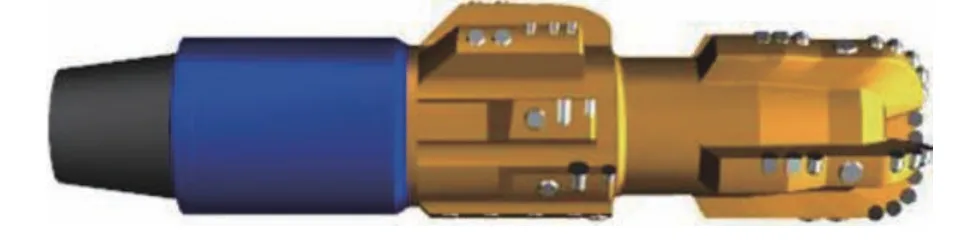
圖4 隨鉆定向擴眼鉆頭Fig.4 Directional reaming bit while drilling
可控式隨鉆擴眼工具通過地面控制擴眼部分的伸出和縮回,對已鉆井眼進行擴眼作業[7]。RipTide擴眼工具與鉆頭同時入井,正常鉆進時,擴眼部分充當鉆桿的功能,鉆遇復雜地層時,首先用鉆頭鉆穿復雜層段,然后利用射頻識別標簽(RFID)傳輸地面指令,通過電機驅動液壓泵伸出切削齒翼并鎖定[8]進行擴眼作業,擴眼完成后再通過地面指令將切削齒翼收回。
1.2 提高膨脹波紋管焊縫可靠性
由于膨脹波紋管特殊的斷面形狀,管體間主要采用焊接方式連接。經過前期大量實驗和改進,管體性能已經穩定,而焊縫受端頭形狀、現場環境和焊接水平等因素的影響一直是管串中的薄弱環節[9],所以焊縫的可靠性和穩定性決定了管串的整體承壓能力。在前期焊接工藝滿足應用要求的前提下,提高膨脹波紋管焊縫質量主要措施為:減少焊口間的錯邊量、減少人為因素的影響、形成焊縫質量檢測和評價方法等。
1.2.1 端頭整形裝置
膨脹波紋管采用冷壓成型工藝,成型后管體間的形狀差異大,特別是凹槽處和凸棱處形狀差異更大,焊縫在膨脹過程中受力集中,容易失效。在不改變膨脹波紋管成型工藝的前提下,可以通過端頭整形方式,提高端頭形狀的一致性。但現有的整形工具基本只適用于圓形管,整形過程中容易出現模具卡死情況[10],整形后的管體強度還會降低[11],不滿足膨脹波紋管端頭整形的要求。
膨脹波紋管壁厚一般小于8 mm,成型后管體間平均錯邊量為 2~3 mm,甚至達到 4~5 mm,嚴重影響了焊縫性能的穩定性[12]。要實現錯邊量基本不影響焊縫性能的目的,每個端頭間形狀差異應小于1 mm,為此,研制了三瓣楔型整形裝置。
整形裝置主要由外模具、內模具、液壓機構、加熱裝置4部分組成,如圖5所示。內模具分為上瓣、下瓣和楔型瓣,楔型瓣一端尺寸小,利于內模具的進入;另一端尺寸大,保證端頭整形的效果。端頭整形過程中,首先將端頭加熱至750~800 ℃,放入外模具內,利用外模具夾緊和固定端頭,將楔形瓣尺寸小的一端與上、下瓣前端對齊,利用液壓機構將內模具緩慢推入。當上、下瓣完全進入端頭后,再推動楔形瓣完全進入端頭內。整形結束后,先抽取楔形瓣,當楔形瓣與上、下瓣產生相對位移后,取出內模具。三瓣楔型結構和楔形瓣后入先出的整形工藝,可極大降低模具被卡風險,對200多個端頭整形未出現模具被卡情況,每個端頭的形狀誤差均小于1 mm。隨機抽取10個整形后端頭兩兩對焊后,進行水力膨脹試驗,膨脹壓力35 MPa時,管體和焊縫均保持密封完整性,表明焊縫的承壓能力穩定,整形部位的管體性能也未受影響。
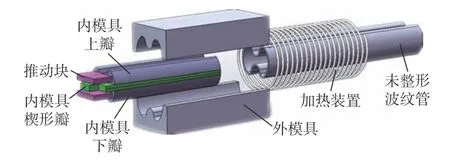
圖5 整形裝置的整體結構Fig.5 Overall structure of the shaping device
1.2.2 自動焊接裝置
為了減少人為因素對焊縫性能的影響,提高焊接效率和焊縫質量的穩定性,研發了三維自動焊接裝置。整個裝置由對管機構、自動控制機構、自動焊接機構3部分組成[13]。其中對管機構主要用于管體的固定和旋轉,保證坡口間距滿足焊接要求。自動控制機構控制對管機構配合焊接機構共同運動,始終保持焊槍垂直焊口,水平焊接時,還要保持焊槍位于焊口的上部。自動焊接機構控制焊槍的運動軌跡、焊接速度等,實現自動焊接,保證焊縫質量穩定。
自動焊接機構由焊接電源、微型焊槍、焊接小車、高低調整機構等組成[14],如圖6所示,特制微型焊槍,可以在凹槽狹小的空間內完成焊接作業;焊接小車作為驅動裝置,負載能力不低于40 kg,自動調整位置和速度,始終保持勻速焊接;高低調整機構可以根據焊接位置,自動調節焊槍,保持焊絲與焊縫之間距離一致。
人工焊接一道焊縫需要2 h以上,而自動焊接裝置僅需15 min,焊接效率極大提高;自動焊接裝置焊接操作簡單,受人為因素影響低,焊縫外形均勻,過渡平滑,承壓能力穩定。
1.2.3 焊縫缺陷檢測和評價方法
受膨脹波紋管特殊斷面形狀和井場條件的限制,常用的無損檢測方法無法滿足現場進行焊縫缺陷檢測的要求[15],現場應用時一直缺少有效的焊縫質量檢測手段。為此,引入數字化X射線平板成像技術,結合圖像處理軟件可快速識別焊縫缺陷的類型、大小和位置,檢測精度可達0.01 mm。為評價不同缺陷對焊縫承壓能力的影響,通過模擬分析與實驗相結合,確定了5種常見缺陷類型在管體不同位置時缺陷尺寸變化對膨脹性能的影響規律。
研究過程中參考了GB 19624—2004《在用含缺陷壓力容器安全評定》的相關規定:當缺陷尺寸小于壁厚10%和超過壁厚80%的體積型缺陷不進行評定[16],因此,將缺陷徑向尺寸范圍限定在0.8~6.4 mm。密封失效壓力設定參考現場施工壓力,3種型號膨脹管的現場施工壓力均小于30 MPa,采用逼近法[17],求取30 MPa壓力下單個不同缺陷的臨界失效尺寸(見表1)。

表1 不同缺陷在不同位置的臨界失效尺寸Table 1 Critical failure size of different defects at different positions
1.3 配套工具
膨脹波紋管水力膨脹后,還需要通過機械工具將管串的通徑擴大至可通過原尺寸鉆頭,前期研制了端頭脹管器和球形脹管器,對于尺寸大于?216 mm的膨脹波紋管,現有脹管器的強度和膨脹效果滿足在彎曲井眼中的應用要求[18],但在?149 mm小尺寸井眼中,膨脹工具受空間尺寸限制,端頭脹管器軸承尺寸小,承載能力低;同時小尺寸膨脹波紋管膨脹變形載荷增加,對脹管器的強度提出了更高要求,現有結構的滾壓型脹管器無法滿足應用要求,需要將滾壓型向擠壓型轉換。
雖然膨脹波紋管的性能得到極大的提升,性能也越來越穩定,但水力膨脹不充分或者管體出現破損的風險仍然存在,也存在著局部井眼條件不滿足應用要求,導致機械膨脹困難等突發情況,為了應對這些復雜情況,研制了磨銑膨脹一體化工具,用于提高現場應用可靠性。
1.3.1 螺旋式脹管器
擠壓型脹管器以滑動摩擦的形式擠壓膨脹波紋管,脹管作業時扭矩較大,而且也容易對管體形成切削作用。為此,設計螺旋式脹管器(圖7),減少接觸面積,降低膨脹扭矩,防止脹管器與管體抱死;選擇摩擦因數低的金剛石材料作為脹管器表面(采用粉末冶金液相燒結中無壓浸漬法將聚晶金剛石固定到脹管器表面),降低摩擦阻力。

圖7 螺旋式脹管器Fig.7 Spiral tube expander
為了減小扭矩,提高膨脹效果,降低工具壓降,對螺旋結構進行了優化設計,如表2所示。3螺旋結構脹管器具有較好的滿眼和修圓效果,但周向總接觸弧長較小,膨脹效果受影響大。4螺旋和5螺旋結構水道當量直徑相近,但5螺旋結構周向總接觸弧長較大,摩擦力也較大。因此,選取4螺旋結構脹管器,兼顧膨脹效果和摩擦力。
1.3.2 膨脹和修復一體化工具
現有的膨脹工具和磨銑工具一般只具有機械膨脹或磨銑的單一功能。膨脹工具在遇到破損段或尺寸小的管段難以通過;磨銑工具可以修整破損部分,但會損傷管壁,降低管體的強度。
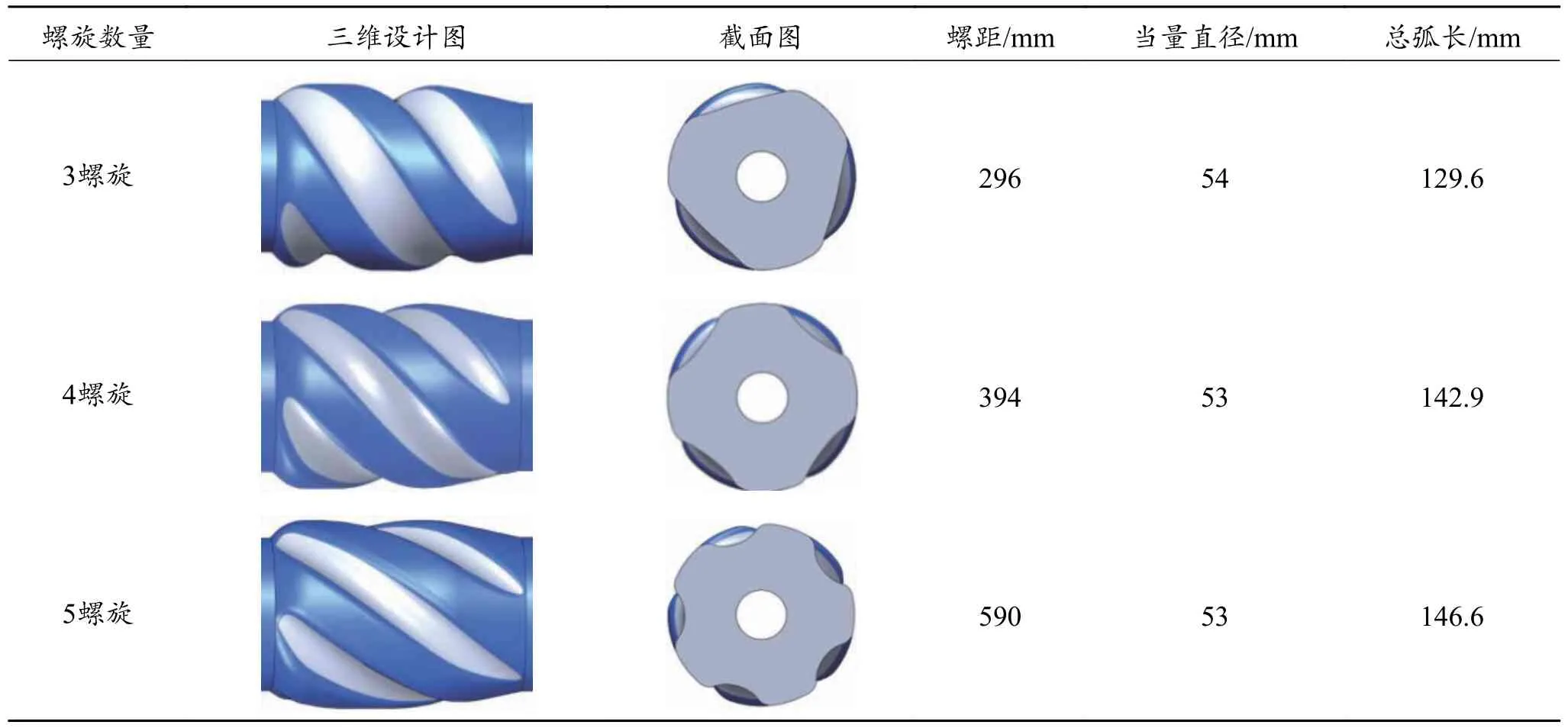
表2 不同螺旋結構脹管器結構參數Table 2 Structural parameters of tube expanders with different spiral structures
一體化工具由本體、合金帶、水槽、水眼等部分構成,如圖8所示。其結構特征為:膨脹錐為整體式結構,主要分為圓弧段、保徑段和接頭段3部分。本體位于同一圓弧面上,本體軸向上間隔分布n個環向合金帶,合金帶位于同一直線上,本體的圓弧面外徑大于合金面外徑,圓弧面還減少了工具與管體的接觸面積,減少了旋轉扭矩,防止黏卡。對于管體完整,有膨脹空間的部分,本體對其進行膨脹為主;對于管體破損或膨脹空間受井眼限制的部分,合金帶對其部分磨銑后,本體再進行膨脹,從而實現了以膨脹為主,磨銑為輔的目的。
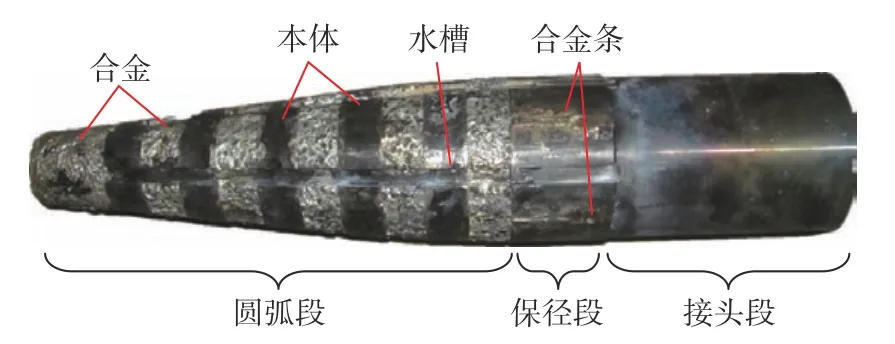
圖8 膨脹和修復一體化工具結構圖Fig.8 Structural diagram of expansion and restoration integrated tool
1.4 配套施工工藝
在入井前的準備過程中,均采用端頭整形后的膨脹波紋管;每道焊縫均需要經過檢測,不存在影響焊縫性能的缺陷才可入井;封隔段井眼條件需滿足膨脹波紋管的適用條件。
與直井段相比,彎曲井段膨脹波紋管的施工過程要考慮其特殊性[19-20]。下入過程中應該增加循環次數,管串進入彎曲井眼后,小排量進行循環,防止球座被堵塞造成管柱內壓力遠小于環空內壓力,將管串擠壓失效;下入到預定位置前也需要小排量循環,防止沉砂對球座坐封產生影響。投球作業時,通過小排量將球泵送到球座。水力膨脹過程中,采用階梯式打壓方式,延長穩壓時間,使管串充分膨脹。機械膨脹時,在端頭位置增加短起下的次數,保證膨脹工具可以順利下入和起出。后續鉆進時,如果需要下入彎螺桿,根據模擬分析結果,1.5°以內的彎螺桿可以順利通過,更大角度的彎螺桿能否通過還需要進一步的現場驗證。如果彎螺桿下入過程中有遇阻現象,需上提變換方位后再緩慢下入。
2 現場應用
在大牛地氣田PG22井和DPT-112井彎曲井眼的易坍塌地層中成功進行應用,結果見表3。PG22井在定向鉆進過程中鉆遇100 m左右的煤及黑色泥巖地層,井眼坍塌嚴重無法后續鉆進,側鉆3次后仍無法避開此地層。采用109.1 m長的?149 mm膨脹波紋管成功封隔了井斜角為59.72~73.69°的易坍塌井段。DPT-112井的復雜情況與PG22井相似,利用132.7 m長的?149 mm膨脹波紋管封隔了10段易坍塌煤層[21]。

表3 膨脹波紋管在現場應用情況Table 3 Field application of expandable bellow
3 結論
(1)明確了井眼條件對膨脹性能的影響規律,井徑和方位角變化率對膨脹過程的影響較大,在井眼準備過程中重點控制井徑和方位的變化。
(2)利用隨鉆定向擴眼鉆頭或可控式隨鉆擴眼工具,可在鉆進時實現定向和擴眼目的,減少漏失、坍塌等復雜地層中進行擴眼作業的風險,縮短了井眼準備的時間。
(3)研制了端頭整形裝置和自動焊接裝置,形成了焊縫缺陷檢測及評價方法,將焊縫的承壓能力穩定在30 MPa以上,提高了管串在彎曲井眼中應用的可靠性。
(4)研發了螺旋式脹管器,具有高強度、低摩阻、高耐磨等特點,具備了單次膨脹100 m管串的能力,膨脹后管串通徑不小于原井眼尺寸。
(5)膨脹波紋管在彎曲井眼中成功進行了應用,單次封隔復雜地層的長度達到100 m以上,形成了膨脹波紋管封隔彎曲井眼復雜地層技術。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07