鉆磨復合橋塞磨鞋的應用現狀
2019-07-25 09:59:58席仲琛左挺姜海龍
石油鉆采工藝 2019年2期
席仲琛 左挺 姜海龍
1.川慶鉆探工程有限公司長慶井下技術作業公司;2.西安石油大學機械工程學院
復合橋塞封隔分段多簇壓裂技術迄今已累計應用超過15年,已成為國內外非常規油氣藏開發的主體技術之一,在北美非常規油氣開發中占據著80%以上的市場[1]。該工藝實施后期,需鉆除復合橋塞(以下簡稱鉆塞),恢復井筒暢通,便于后期其他井筒作業。以美國為例,僅2013年就約有14萬~20萬個復合橋塞被鉆除[2]。目前形成2種鉆塞技術:連續油管鉆磨和有節箍管柱鉆磨。大量的鉆塞作業不僅豐富和完善了鉆磨技術,也促進了磨鞋設計制造技術的發展。
2015年以來,國內自主研制的和Halliburton等國外公司[3]推出的可溶橋塞先后在吐哈油田、新疆油田、長慶油田等進行了試驗和推廣[4]。因壓裂結束時間遠早于全井橋塞徹底溶解完成時間,另外受井溫和礦化度等因素影響而導致的溶解慢和溶解不徹底等問題,壓后需下入鉆磨管柱鉆除井筒殘余的可溶橋塞。可溶橋塞主體材料硬度約為HB100,結構與復合橋塞類似,長慶油田目前主要使用復合橋塞專用磨鞋進行可溶橋塞的鉆磨,平均效率為 5~6 塞/d。
國外主導了鉆塞磨鞋的設計、開發、應用及改進,國內在2010年后隨著分段多簇壓裂技術的規模應用才開始研發鉆塞專用磨鞋。國內外鉆塞作業普遍使用硬質合金磨鞋[5-6],其本身不含可動部分,結構簡單,加工容易,經濟耐用;國外也曾使用過三牙輪鉆頭[7],國內則應用很少,如美國鷹灘地區曾應用57井次[8],雖然其成屑尺寸較小,反扭矩也較小[9],但需要較大鉆壓,尤其在水平井趾部作業時加鉆壓較難,另外牙輪部分易斷脫落井;PDC鉆頭在國外應用越來越多[10],國內未見應用,Jesus Barraza等建議一趟鉆鉆塞數量大于70個時應采用PDC鉆頭[11],其優點是鉆進速度快,耐磨性好,但價格高;刮刀鉆頭[12]等其他類型的鉆頭未見使用。
復合橋塞作為壓裂過程中臨時性封堵已壓層段和待壓層段的井筒封隔工具,由丁腈橡膠、球墨鑄鐵、強化的玻璃纖維等材料[9]通過纏繞成型、模壓成型等工藝[13]加工制造而成,其特定的材質和結構、通常多個布放的特點、鉆除時對鉆磨效率和成屑尺寸的要求都對磨鞋的選擇提出了更高的要求。如今硬質合金磨鞋已成為鉆塞的主流磨鞋,筆者主要討論各種類型的硬質合金磨鞋在使用過程中存在的問題,為其改進完善提供建議。
1 硬質合金切削元件的類型
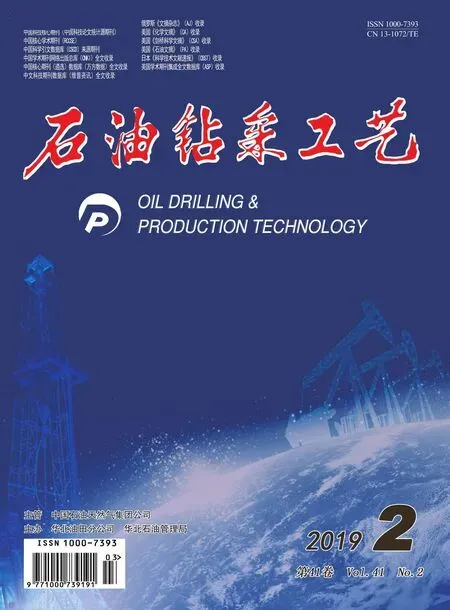
硬質合金磨鞋是在磨鞋基體上釬焊[14]硬質合金切削元件而成。硬質合金由難熔金屬的硬質化合物和粘結金屬(主要是鈷)通過粉末冶金工藝制成。磨鞋上使用的硬質合金以鎢鈷類(YG)為主,從外觀形狀上分為硬質合金顆粒和硬質合金柱兩種[15]。前者是將燒結碳化鎢合金壓碎成隨機形狀和隨機粒徑的顆粒,后者是將碳化鎢粉末放入成型溫度下的模具型腔中模壓成一定形狀的合金塊,也稱為硬質合金鈕。國外有對稱金字塔形、圓柱體形、星形、圓角長方體形、短四棱柱形、短六棱柱形等形狀的硬質合金柱,國內則普遍采用短圓柱體形硬質合金柱,部分模壓成形的硬質合金柱見圖1。
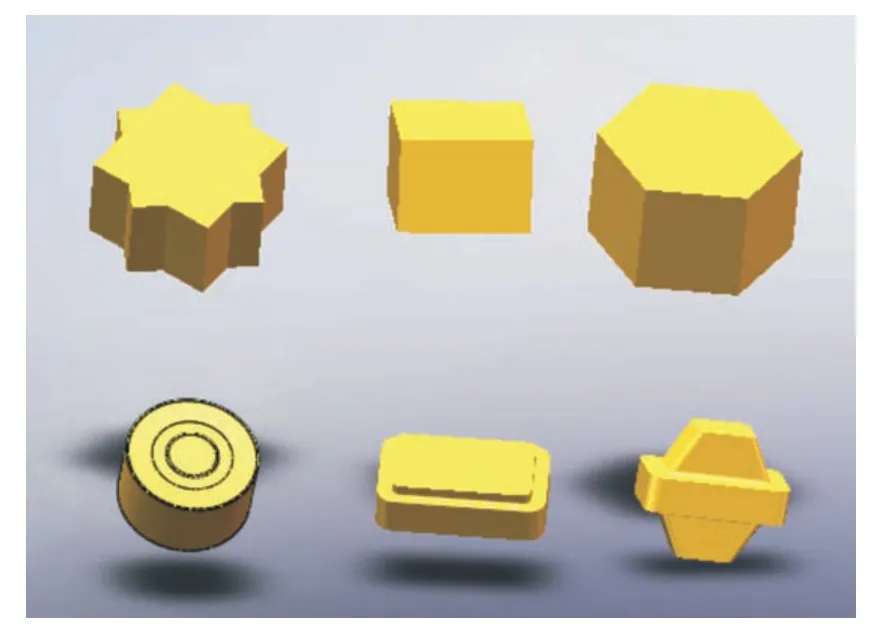
圖1 模壓成形的硬質合金柱Fig.1 Molded carbide column
隨機形狀的硬質合金顆粒和固定形狀的硬質合金柱可制成3類不同齒面結構的磨鞋。第1類是將硬質合金顆粒堆焊在磨鞋本體端面;第2類是將硬質合金柱按一定規律堆焊在磨鞋本體端面;第3類磨鞋,一般會有數個由本體延伸出來與其底面垂直的翼板[16],按磨鞋旋轉方向,在翼板前立面的本體端面孕鑲一部分硬質合金柱,在后立面堆焊一部分硬質合金顆粒,見圖2。國內學者指出[17],第1類磨鞋以磨蝕機理為主,第2類磨鞋以切削機理為主,第3類磨鞋兼有磨蝕和切削機理。
國內使用第1類磨鞋較少,近年來主要使用第3類磨鞋。如在套變水平井鉆塞中,為確保成屑尺寸小且均勻,采用了第1類磨鞋[18],又如硬質合金柱為圓柱體形的第3類磨鞋曾一趟鉆鉆塞13個[19],劉巨保等[20]以第3類磨鞋為研究對象建立了復合橋塞切削模型。
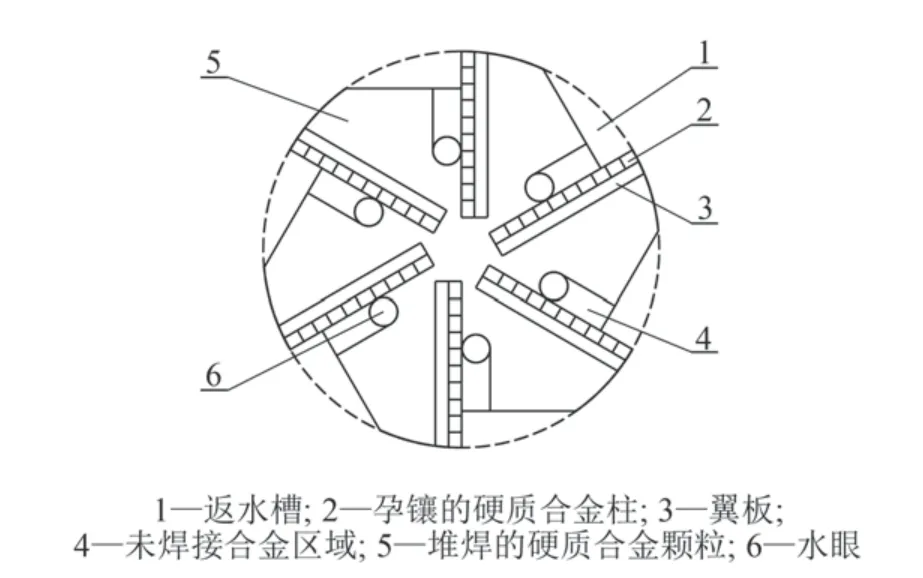
圖2 6刃磨鞋底面布局Fig.2 Arrangement of the bottom surface of six-blade milling shoe
國外主要使用后兩類磨鞋,美國巴肯地區曾使用1只第2類磨鞋(?95.25 mm鑲焊對稱金字塔形硬質合金柱的磨鞋)以一趟鉆的作業方式在2口井中鉆塞79個,刷新了單只磨鞋鉆塞數量的記錄[15]。Steven Craig 等[5]和 Adam Larsen 等[15]介紹的鑲焊星形硬質合金柱的磨鞋屬于第2類磨鞋。Darren Huynh等[9]介紹的是焊接圓柱形硬質合金柱和硬質合金顆粒的第3類磨鞋。國外Baker Hughes,Weatherford等公司在國內提供鉆塞技術服務所用的或面向國內市場出售的磨鞋普遍也是第3類。
另外,在接頭體與大端部分過渡的斜臺肩處堆焊硬質合金顆粒是國內外磨鞋普遍做法,用于回拖管柱時磨削管路中未及時上返的碎屑[6],這也是鉆塞專用磨鞋區別于其他磨鞋的顯著特征。國內的硬質合金磨鞋在整體結構和齒面布局方面同國外差距不大,但硬質合金綜合性能和焊接工藝方面稍顯不足,尤其是在特定形狀的硬質合金柱的開發方面更為明顯[21]。
2 水眼和刃數的類型
磨鞋一般設置有若干個與其本體中心管連通的水眼,水眼通常在以磨鞋底面中心為圓心的圓上均布,其直徑8~14 mm。底部中心和相鄰2個水眼中心的連線與底面外輪廓線所圍成的扇形區域為一個獨立的磨削單元,稱為刃。最優刃數的選擇主要考慮成屑尺寸、鉆磨速度、加工難度等因素。Gabriel Zanelleto等[22]開展了不同刃數PDC鉆頭鉆塞現場試驗后指出,鉆頭刃數越多,馬達失速的幾率越小,5~6 刃性能優于 3 刃。B.Perry 等[23]以最快鉆磨速度為目標進行了刃數的優化設計,指出5刃磨鞋同4刃磨鞋相比,鉆磨進程明顯減緩,設計的4刃磨鞋可一趟鉆 24 h 內鉆塞 22 個。Ryan Lewis等[24]針對性地設計了一種短小緊湊的6刃磨鞋用于鉆磨鋁質橋塞,磨鞋底面交替均布鋸齒狀切削刃和平板式切屑刃,并指出鋸齒狀切削刃用于撕裂橋塞,隨后再被平板式切削刃切割成較小尺寸。國內外鉆塞磨鞋刃數為2刃至7刃不等,以5~6刃的第3類和第2類磨鞋最為普遍,其他刃數的磨鞋也有不同程度的應用。圖3中上左為2刃合金顆粒平面磨鞋,上中為5刃合金顆粒+短四棱柱形合金柱平面磨鞋,上右為6刃合金顆粒+短圓柱體合金柱平面磨鞋,下左為3刃合金顆粒+短六棱柱形合金柱異面磨鞋,下中為7刃合金顆粒平面磨鞋,下右為5刃合金顆粒凹面磨鞋。
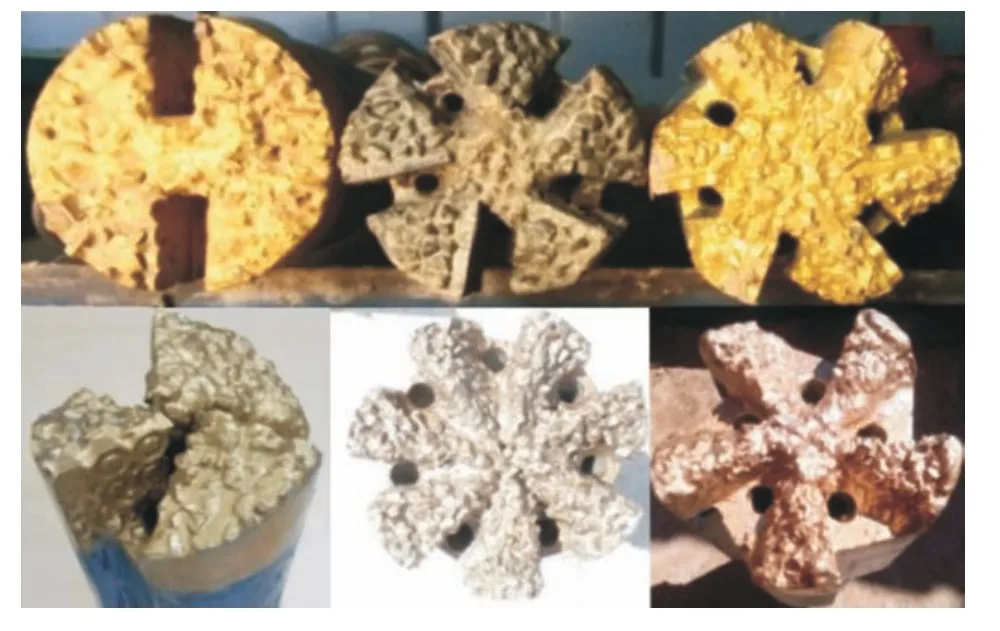
圖3 磨鞋實物圖Fig.3 Real picture of milling shoe
水眼也有非對稱設置的情況,胡相君等[25]公布了一種鉆塞專用磨鞋,布置了一條偏心的沖洗水眼,目的在于提高沖洗排量;盧秀德等[26]公布了一種磨鞋,布置了與磨鞋軸線成一定角度斜向上的側水眼,以達到影響井底流態、提高攜屑效果的目的。上述2種磨鞋水眼設置的合理性還有待驗證。B.Perry 等[23]設計了一款?93.7 mm 磨鞋,磨鞋底面中心設置有1個?12.7 mm水眼,底面邊緣均布3個?9.525 mm水眼。上述幾種類型的水眼設置均不常見。水眼布置型式可具有針對性,但水眼尺寸決定鉆頭水眼壓降,鉆頭水眼壓降進而顯著影響馬達推力軸承壽命和軸承潤滑效果[27]。
3 返水槽的類型
返水槽也是磨鞋設計的一個重要方面。國外青睞等深窄底寬頂的錐進式返水槽,理由如B.Perry等[23]所述,磨屑如能通過磨鞋返水槽底部的較窄部分,也就自然能通過其頂部的較寬部分而順利上返。B.Perry 等[23]曾設計一款?93.7 mm 磨鞋,設置有 4 個深 10.36 mm、底寬 15.88 mm、頂寬 19.05 mm的錐進式返水槽,但此磨鞋在鉆塞施工中曾發生鉆具阻卡而后斷脫造成落魚的事故。錐進式返水槽的磨鞋在國內也曾試驗過,起鉆后發現返水槽中夾持有若干膠皮和卡瓦牙碎塊(見圖4),正是這些膠皮和卡瓦牙碎塊在磨鞋旋轉過程中不斷刮擦套管內壁造成了井下異常工況。國外相當一部分磨鞋也采用等深等寬的返水槽[28],其弊端都如前所述。

圖4 錐進式返水槽夾持橋塞碎屑實物圖Fig.4 Real picture of bridge plug debris retained by coning water returning channel
Jose Ramon Ortiz 等[29]為增加“渦流”效應,在磨鞋上設計了數條等距布置的螺旋式返水槽。John Yeung等[10]使用5刃帶螺旋式返水槽的硬質合金磨鞋進行了室內試驗。鑒于返水槽易夾持大塊磨屑的情況,國內磨鞋的返水槽多采用開放式,如擬三角形返水槽(見圖2)。
4 平面、凹面和異面磨鞋及其磨損方式
鉆塞作業中使用最多的硬質合金磨鞋是平面磨鞋,其各刃共面。凹面磨鞋的各刃共一凹面,主要用于鉆磨井下小件落物和不穩定落物,可在一定程度上扶正被鉆物;5刃和2刃凹面磨鞋曾分別在川渝和長慶地區進行過鉆塞試驗,但其鉆磨效率較平面磨鞋未見優勢。異面磨鞋各分刃不共面,主要用于鉆除鑄鐵橋塞、套管滑套閥[30]等。
磨銑刃的磨損原因[17]有黏結磨損、磨料磨損、脆性磨損、塑性變形等。研究表明[17],不同的磨銑工況和被鉆物材料條件下,其占主導地位的磨損機理不同。盡管磨損具體機理仍需探討,但數量眾多的鉆塞實踐表明,無論刃數多少、硬質合金類型及質量、平面或凹面,硬質合金磨鞋的磨損特征普遍以底面和周面交接線為中心的整體性均勻缺失為主,除此之外,可見整體剝落、崩斷、鈍化、裂紋等其他磨損形式,見圖5(圖中上左為5刃合金顆粒凹面磨鞋,上右為5刃合金顆粒+合金柱平面磨鞋,下左為6刃合金顆粒+合金柱平面磨鞋,下右為7刃合金顆粒平面磨鞋)。并非如 Steven Craig 等[5]和 B.Perry等[23]所指出的那樣,磨鞋底面中心易被磨蝕掏空。相反,從大量出井磨鞋的外觀來看,磨鞋底面中心的硬質合金新度相對最高,磨損量最小。

圖5 磨鞋磨損實物圖Fig.5 Real picture of the wear of milling shoe
研究表明[17],磨銑工具在井底有3種運動形式,即繞其軸線的旋轉運動、向井底的鉆進平動、磨銑工具軸線和井筒軸線不重合時的回旋運動。從磨鞋底面外緣至中心逐漸減小的磨損特征及鉆塞作業間歇式送鉆的作業特征來判斷,磨鞋在井底的運動形式以旋轉運動為主,磨鞋底面邊緣的線速度最大,因而其磨損量最大。同時,磨鞋在井筒中必然存在一定的回旋運動,則磨鞋周面與套管內壁的碰撞摩擦在所難免,這也在一定程度上加劇了磨鞋底面外緣的磨損。因此,磨鞋加工時也應對易磨損部位加以強化。
5 磨鞋尺寸的選擇
國外多按套管內徑的95%~98%選擇磨鞋的外徑[5,9,31-32],通過限定磨鞋外徑從而控制可以上返的碎屑尺寸[6]。Thomas Lyndsey等按套管內徑的98%[32]選用磨鞋,也有按92%~95% 選用[28],如國外作業者曾在?121.08 mm的套管中選用?114.3 mm的5刃磨鞋鉆塞,平均單塞鉆磨時間約20 min;美國科羅拉多州西北部超過60口井的?98.425 mm井筒中使用?91.52 mm的5刃平底磨鞋鉆塞[33]。
國內在?124.26 mm正常井筒中通常使用的磨鞋直徑為114~116 mm。非正常井筒鉆塞時磨鞋尺寸較小,如川渝地區頁巖氣套變水平井鉆塞時采用的磨鞋尺寸為套管內徑的75%~85%[18],青海油田在?114.3 mm的微變形套管內采用?90 mm磨鞋進行了鉆塞。較常規尺寸磨鞋而言,小尺寸磨鞋鉆進速度快,鉆磨用時短,但碎屑尺寸明顯偏大,鉆磨過程不平穩,憋泵及泵壓和懸重不能適時恢復[19]等井下異常工況較多,特別是上提掃屑過程中遇阻明顯。較小尺寸磨鞋易將橋塞鉆磨成環形殘余物套在磨鞋上而后被攜帶出井,這種情況在國內多次出現;國外Gabriel Zanelleto等也在地面捕集到典型的環狀橋塞殘余物[22]。如磨鞋尺寸過大,其大端與套管內壁間的環空面積就會減小,碎屑上返空間就會被壓縮,一部分大尺寸碎屑不能及時上返而被重復磨銑,從而加劇了磨銑刃的磨損;另一部分大尺寸碎屑會夾持在磨鞋大端周側與套管內壁之間,造成憋泵。國內外的鉆塞作業多次證實,磨鞋尺寸與鉆進速度反相關,因此選擇磨鞋尺寸時綜合考慮鉆進速度、成屑尺寸、鉆磨進尺與返屑效率之間的關系,盡量做到平穩施工,減少劃眼掃屑。
6 結論
(1)組合焊接合金顆粒和合金柱的多刃平面磨鞋具有結構合理、齒型豐富、經濟耐用、適合鉆磨復合橋塞作業等特點。其大端外徑按套管內徑的95%~98%進行選擇,底面面型為平面,布置5~6刃;不推薦在磨鞋底面中心布置水眼或布置非對稱的水眼;每刃或每個切削單元上應組合使用隨機形狀的合金顆粒和特定形狀的合金柱;采用開放性的返水槽,如返水槽截面應為擬三角形或半圓形,而非矩形或梯形;推薦在磨鞋接頭體與大端部分過渡的斜臺肩處堆焊合金顆粒。鑒于實踐證實了各類型硬質合金磨鞋的磨損特征普遍以磨鞋底面和周面交接線為中心的整體性缺失為主,磨鞋加工時應強化相應部位耐磨性能。
(2)延長磨鞋使用壽命,避免剝落、崩斷等非正常磨損,主要依靠提高合金柱的設計制造水平和焊接工藝水平。
(3)組合焊接合金顆粒和合金柱的多刃平面磨鞋可用于可溶橋塞的鉆磨,其他鉆磨作業用磨鞋應綜合考慮被鉆物材質、磨鞋結構、合金類型等因素進行設計加工。