耐蒸煮雙組份聚氨酯粘合劑的制備與試驗(yàn)
2019-07-30 12:17:04李昳董云哲李明森
應(yīng)用化工 2019年7期
李昳,董云哲,李明森
(吉林省農(nóng)業(yè)機(jī)械研究院,吉林 長春 130022)
耐蒸煮鋁塑復(fù)合袋因其易定量、易開啟、阻隔性好、避光、運(yùn)輸攜帶方便等特點(diǎn),得到了廣泛使用[1-2]。此復(fù)合膜一般由粘合劑將鋁箔與聚丙烯、聚酯及尼龍等不同塑料薄膜復(fù)合粘接而成。耐蒸煮鋁塑復(fù)合膜需滿足在121 ℃條件下蒸煮40 min,包裝袋無明顯變形,鋁箔與塑料薄膜無分層、剝離現(xiàn)象,鋁塑復(fù)合膜的質(zhì)量主要取決于復(fù)合所使用的膠粘劑的性能[3-4]。
本粘合劑采用由多種二元醇、二元酸縮聚制得聚酯多元醇(主劑)與TMP(三羥基甲基丙烷)與TDI(甲苯二異氰酸酯)加成反應(yīng)制得PU(聚氨酯)預(yù)聚體固化劑。并對制備的粘合劑進(jìn)行了使用性能試驗(yàn)。
1 實(shí)驗(yàn)部分
1.1 材料與儀器
乙二醇、新戊二醇、對苯二甲酸二甲酯、間苯二甲酸、癸二酸、三羥基甲基丙烷、甲苯二異氰酸酯、乙酸乙酯均為工業(yè)級;PET(12 μm×580 mm),上海孚眾實(shí)業(yè)有限公司;AL(7 μm×600 mm),深圳市億興金屬材料有限公司;CPP(70 μm×610 mm),溫州華夏包裝材料有限公司。
500 L真空反應(yīng)釜,吉林省農(nóng)業(yè)機(jī)械研究院研制;GF600型干法復(fù)合機(jī);WZD350型微機(jī)控制全自動(dòng)制袋機(jī);NDJ-5s旋轉(zhuǎn)粘度計(jì);TG328A分析天平;KN-100剝離力試驗(yàn)機(jī);DR2-4電熱干燥箱;YXQ SG41-280壓力蒸汽消毒鍋;CP3102電子天平。
1.2 制備方法
1.2.1 制備機(jī)理 雙組份聚氨酯耐蒸煮鋁塑復(fù)合粘合劑,主劑采用經(jīng)過酯交換反應(yīng)、酯化反應(yīng)和縮聚反應(yīng)的原理制得聚氨酯多元醇。固化劑采用異氰酸酯與醇的加成反應(yīng)制得的PU(聚氨酯)預(yù)聚體。
1.2.2 制備過程
1.2.2.1 主劑制備 將48.6 kg乙二醇與對苯二甲酸二甲酯混合加熱至200 ℃在催化劑的作用下持續(xù)攪拌反應(yīng)2 h,蒸餾出14.6 kg甲醇,降溫至120 ℃,然后加入52.3 kg新戊二醇、41.6 kg間苯二甲酸、50.6 kg癸二酸加熱至220 ℃在催化劑的作用下持續(xù)攪拌,反應(yīng)8 h。將前道工序繼續(xù)加熱至(245±5)℃,同時(shí)減壓至133 Pa持續(xù)攪拌3 h,生成聚酯多元醇164 kg及廢水、廢醇共69 kg,然后降溫至90 ℃。將生成的聚酯多元醇加入乙酸乙酯164 kg,升溫至80~90 ℃持續(xù)攪動(dòng)8 h制成主劑328 kg。
1.2.2.2 固化劑制備 將25.6 kg甲苯二異氰酸酯與乙酸乙酯10.8 kg混合加熱至60 ℃,滴加三羥基甲基丙烷6.5 kg,反應(yīng)3 h后降溫至25 ℃,制得固化劑42 kg。
1.3 鋁塑包裝袋制備
1.3.1 粘合劑制備 將粘合劑主劑、固化劑按10∶1比例混合,加入乙酸乙酯進(jìn)行稀釋,將膠液固含量調(diào)整至28%備用。
1.3.2 制備工藝 鋁塑復(fù)合膜制備工藝見表1。

表1 復(fù)合工藝參數(shù)
先將聚酯薄膜(PET)掛膠與AL復(fù)合,再將PET/AL 復(fù)合膜中的AL掛膠與聚丙薄膜(CPP)復(fù)合,制得PET/AL/CPP三層復(fù)合膜,送至固化間(50~60 ℃),經(jīng)72 h固化后,制袋備用。
1.4 測定方法
1.4.1 粘度 按照GB/T 2794—2013標(biāo)準(zhǔn)[5],采用旋轉(zhuǎn)粘度計(jì)進(jìn)行測定,測試3次,取平均值。
1.4.2 固含量 按GB/T 2793—1995膠粘劑不揮發(fā)物含量的測定[6],進(jìn)行測試3次,取平均值。
1.4.3 羥值 按HG/T 2709—1995聚酯多元醇羥值方法測定[7]。
1.4.4 酸值 按HG/T 2708—1995聚酯多元醇中酸值的測定[8]。
1.4.5 復(fù)合膜層間剝離力 按GB/T 2793—1995膠粘劑T剝離強(qiáng)度試驗(yàn)方法[9],測試PET與AL及AL與CPP之間的剝離力。
1.4.6 復(fù)合膜耐熱性 按GB/T 1004—2008耐蒸煮膜、袋標(biāo)準(zhǔn)耐熱性進(jìn)行測試[10],即在鋁塑袋中加入140 mL的水,然后排氣封口,在反壓保護(hù)的蒸氣消毒鍋內(nèi)135 ℃高壓滅菌30 min,在鍋內(nèi)壓力保持不變的條件下,降溫至40 ℃取出測試。
1.4.7 涂布量的測定 采用涂膠樣塊稱重法,即在已涂膠(未復(fù)合)薄膜上橫向的左、中、右3個(gè)區(qū)域分別取3個(gè)等尺寸的樣塊(100 mm×100 mm),在電子天平上稱其質(zhì)量,再用溶劑清除其表面的膠液并擦拭干凈,再分別在電子秤上測量各樣塊的重量,計(jì)算其質(zhì)量差的平均值。
2 結(jié)果與討論
為提高粘合劑的耐蒸煮性,采用聚酯多元醇作為主劑,主劑原料中使用含苯環(huán)的間苯二甲酸、對苯二甲酸二甲酯;為提高粘合劑的流平性和粘接強(qiáng)度,主劑原料還使用癸二酸。在配方中使用新戊二醇,降低粘合劑的結(jié)晶現(xiàn)象的發(fā)生;同時(shí)在配方原料中使用過量的二元醇,進(jìn)而提高主劑的羥值,減少酸根與異氰酸根反應(yīng)幾率,以免在復(fù)合膜上有CO2氣泡的產(chǎn)生。采用負(fù)壓聚合,提高了縮聚反應(yīng)速度,同時(shí)降低了主劑氧化幾率,提高了主劑的色澤。生產(chǎn)固化劑時(shí),先將TDI與EA共混,主要是降低TDI與TMP的反應(yīng)速度,避免爆沸,使得反應(yīng)物溢出。粘合劑性能指標(biāo)測試結(jié)果見表2。
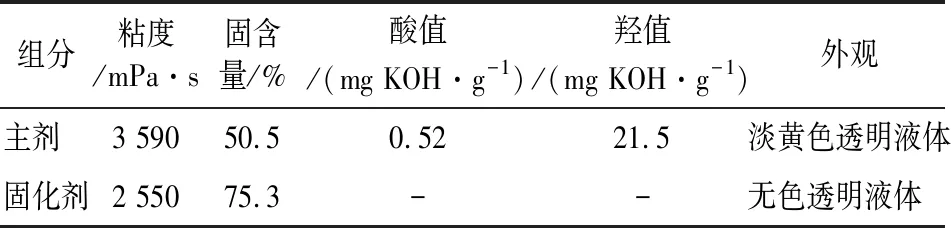
表2 耐蒸煮雙組份粘合劑主要性能測試數(shù)據(jù)
為了提高溶劑的揮發(fā)率,干法復(fù)合機(jī)的三段烘箱溫度分別設(shè)定為60,70,80 ℃,呈梯次增加。制得的PET/AL/CPP三層復(fù)合膜,表面平整,無分層、氣泡現(xiàn)象。經(jīng)測量復(fù)合膜PET/AL平均涂布量為4.01 g/m2,AL/CPP平均涂布量為3.85 g/m2,可見涂布量不僅取決于薄膜表面張力大小(AL表面張力為1 909達(dá)因[11],PET表面張力為52達(dá)因),還取決于材料表面光潔度等其它因素;AL與CPP間剝離力隨時(shí)間變化見圖1,而PET與AL無法剝離,蒸煮后AL與CPP層間剝離力下降至4.1 N,鋁塑包裝袋無明顯變形,鋁箔與塑料薄膜無分層、剝離現(xiàn)象。

圖1 AL/CPP層間剝離力與固化時(shí)間關(guān)系Fig.1 Relationship between stripping force and curing time of aluminum foil and polypropylene film
3 結(jié)論
(1)通過使用試驗(yàn)表明,使用該配方和工藝制得的聚氨酯粘合劑主劑和固化劑為淡黃色和無色透明液體,主劑固含量為50.5%,固化劑固含量為75.3%。
(2)PET掛該粘合劑的涂布量略大于AL掛該粘合劑涂布量,但二者涂布量均<5 g/m2。
(3)制成的PET/AL/CPP復(fù)合膜,AL與CPP間剝離力隨著固化時(shí)間的增加而增加,但增加趨勢逐步趨緩,固化48 h,達(dá)到5.5 N,滿足分切制袋要求。
(4)蒸煮后,AL與CPP層間剝離力下降明顯,鋁塑包裝袋無明顯變形,鋁箔與塑料薄膜無分層、剝離現(xiàn)象,制得的鋁塑包裝袋復(fù)合國標(biāo)GB/T 10004—2008耐蒸煮膜、袋標(biāo)準(zhǔn)耐熱性要求。