淺談低溫罐焊接工藝評定的選定
2019-07-31 06:09:00
石油化工建設 2019年3期
南京揚子石油化工設計工程有限責任公司 江蘇南京 210000
1 低溫罐典型結構及焊接形式
南京揚子石油化工設計工程有限責任公司承擔的某一5萬立方低溫乙烯儲罐EPC項目,設計溫度為-105℃,儲罐主體用材為鞍鋼06Ni9DR鋼。根據NB/T 47014要求對焊接工藝評定進行了編制,評定中各項檢測及試驗數據均符合設計要求。
典型的低溫罐結構形式及焊接形式分別見圖1和表1。
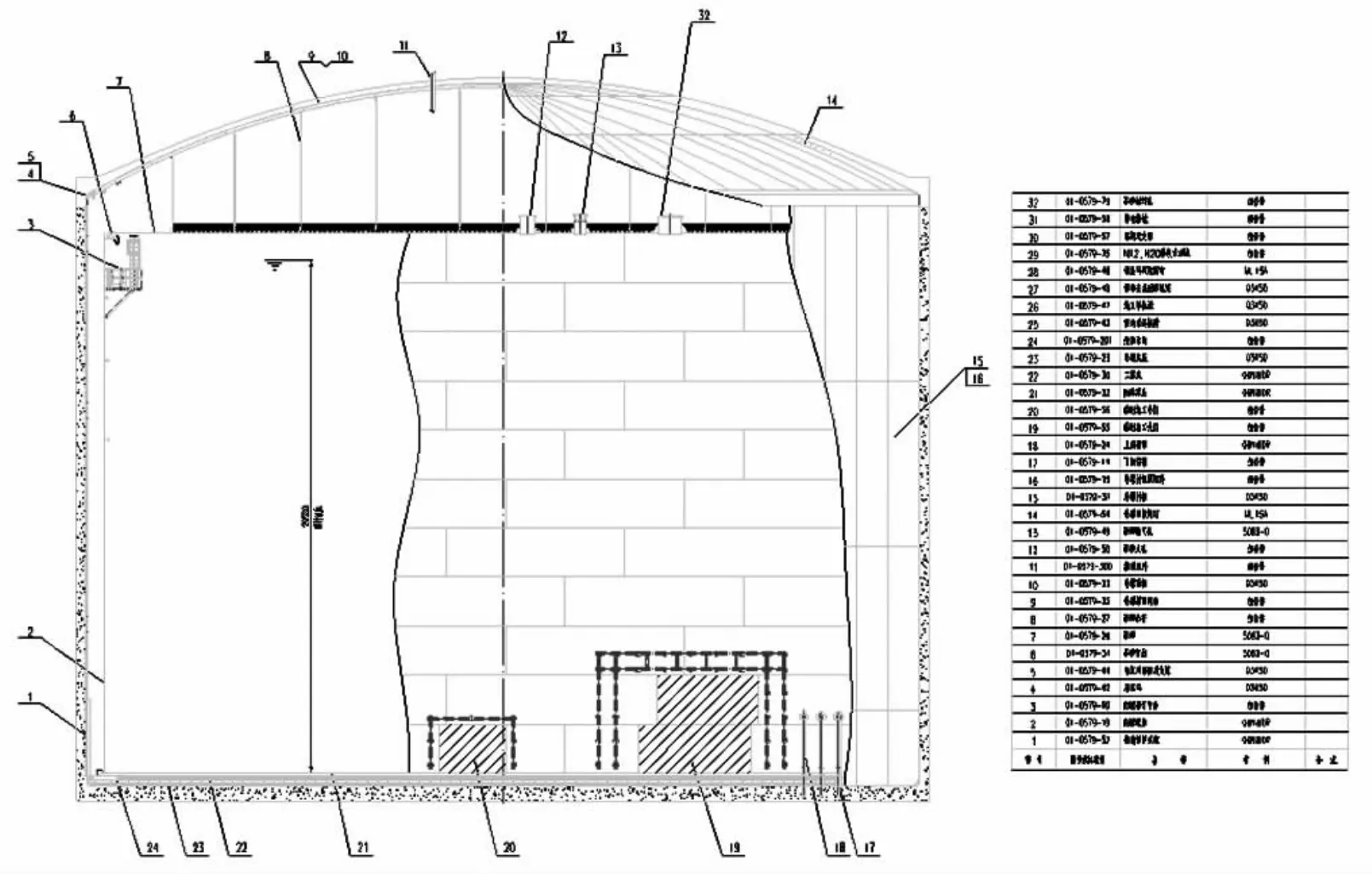
圖1 典型的低溫罐結構形式

表1 低溫罐典型焊接形式(僅列舉06Ni9DR鋼部分)
2 設計文件要求
2.1 母材要求
本項目5萬立方低溫乙烯儲罐母材采用鞍鋼生產的06Ni9DR鋼板,設計要求其主要性能指標見表2和表3。
鋼板按每熱處理張進行夏比V型沖擊試驗,試驗溫度為-196℃,沖擊吸收能量KV2不小于100J。沖擊試驗合格指標應符合GB/T 3531要求。
2.2 焊材要求
本項目所用焊材為ESAB生產的產品,焊條牌號為ENiCrMo-6(OK 92.55),焊絲牌號為ERNiCrMo-4(OK Autrod 19.83),設計要求主要性能指標見表4—表8。

表2 06Ni9DR鋼板化學成分(質量分數)
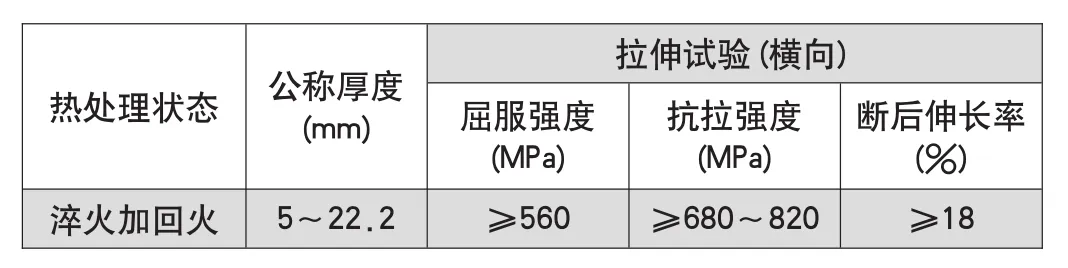
表3 06Ni9DR鋼板拉伸性能(室溫)

表4 ENiCrMo-6拉伸試驗

表5 焊材的化學成分(單個值均表示最大值)
ENiCrMo-6沖擊試驗溫度ENiCrMo-6沖擊試驗溫度為-196℃,沖擊功指標符合表6規定。

表6 ENiCrMo-6沖擊功指標
每個試樣缺口側向膨脹值應不小于0.38mm(-196℃)。

表7 ERNiCrMo-4拉伸試驗
ERNiCrMo-4沖擊試驗溫度為-196℃,沖擊功指標符合表8規定。
任何事情的學習都來自于興趣,因為興趣是促進學生學習的最強動力,能夠有效地開發學生的思維能力和學習欲望,以此達到高效的學習質量。因此,在教學過程中,教師要學會用語言去贊美和鼓勵學生,以此來激發學生的學習興趣。但是教師和學生之間也是存在一定差異的,因為他們的審美和思維方式有著極大的不同,所以,這時就需要教師認真傾聽學生的想法,并且要鼓勵學生表達出自己內心的想法。

表8 ERNiCrMo-4沖擊功指標
每個試樣缺口側向膨脹值應不小于0.38mm(-196℃)。
由上述各項數據可以看出,焊材要求的Ni含量要比母材的Ni含量高很多,而焊材的屈服強度要低于母材的屈服強度。這是因為對于9%Ni鋼這類材料,國外經過理論研究和大量的焊接試驗,得出與其最佳匹配的是高Ni基、低屈服強、度高韌性的焊接材料,只有這樣才能滿足工程建設的要求。
3 拉伸試驗
在NB/T 47014中,拉伸試驗要求為橫向拉伸,試樣數量為2組,合格指標為大于設計要求的抗拉強度最低值(圖2和圖3)。針對低溫罐焊接工藝評定是否要做全焊縫拉伸的討論一直存在:有的人認為9Ni鋼焊縫的強度明顯低于母材,所以全焊縫的拉伸是沒有意義的,可以不做;有的人認為結構設計計算時的許用應力取值應按焊縫的強度來選取,因此焊接工藝評定的拉伸試驗只能以全焊縫的拉伸數值來判斷焊接工藝是否合格。
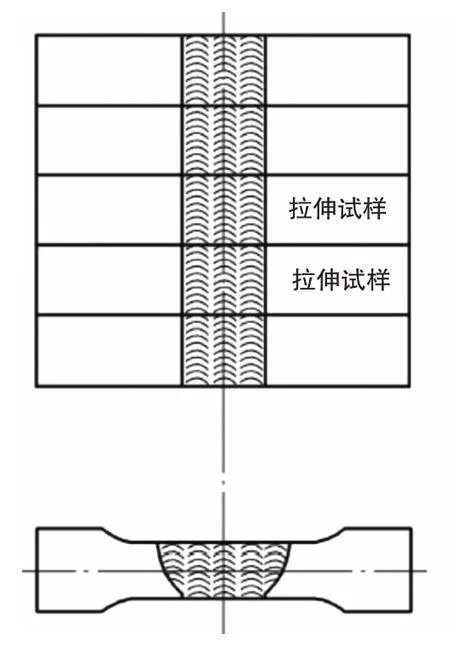
圖2 橫向拉伸試樣
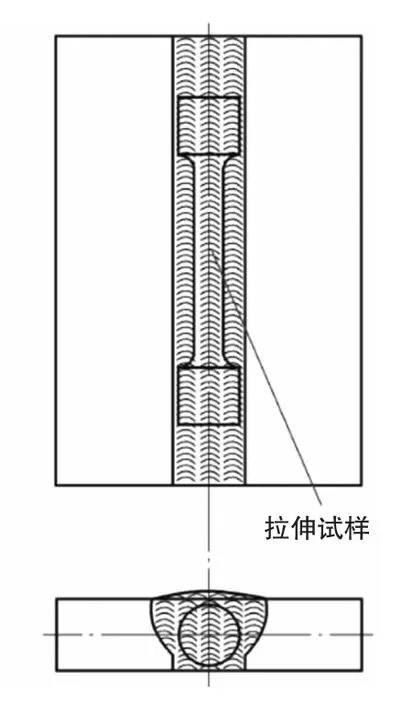
圖3 縱向拉伸試樣
首先,應該明確焊接工藝評定的目的,焊接工藝評定是為了驗證所擬定的焊件焊接工藝的正確性而進行的試驗過程及結果評價,其最終的目的是要得到一個在設定范圍內的焊接接頭。從設計角度考慮,結構強度計算時用到的許用應力為屈服強度(Rel)除以其相應的安全系數。以我們做的橫向拉伸試驗來看,試樣的斷裂部位并不是百分之百的在焊縫區。由于焊接接頭包括母材和焊縫兩部分,9Ni鋼焊接接頭成分及性能也極不均勻,橫向拉伸過程中無法確定哪部分先屈服,即使測到屈服點也無任何意義。又因為9Ni鋼焊材的屈服強度小于母材的屈服強度,所以進行全焊縫的拉伸試驗得到屈服強度是有必要的。
4 彎曲試驗
對接接頭彎曲試驗項目和數量應符合NB/T 47014表11的規定,如下:
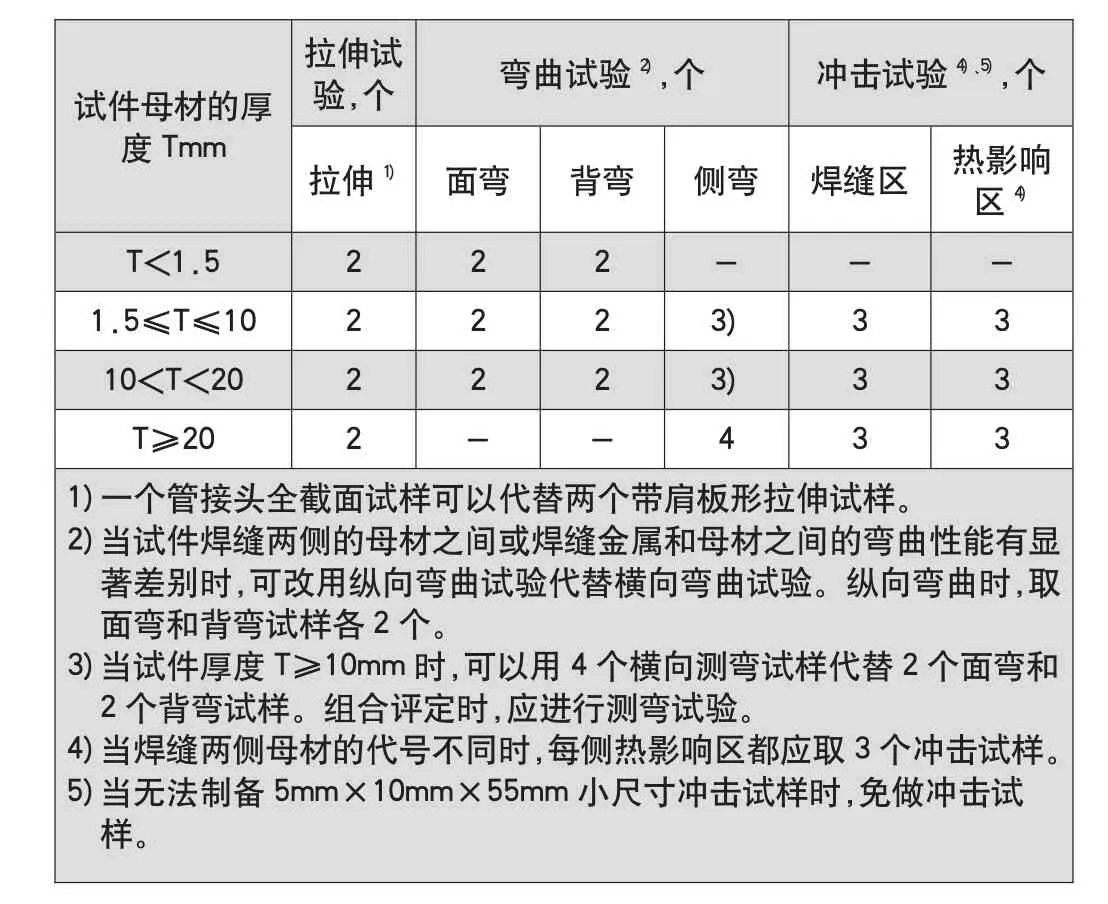
NB/T 47014表11 力學性能試驗和彎曲試驗項目和取樣數量
由于06Ni9DR鋼板性能和焊材性能的明顯差異,根據上表注釋2),可改用縱向彎曲試驗代替橫向彎曲試驗。縱向彎曲時,取面彎和背彎試樣各2個。合格指標為:對接焊縫試件的彎曲試樣彎曲到規定的角度后,其拉伸面上的焊縫和熱影響區內,沿任何方向不得有單條長度大于3mm的開口缺陷。
從試樣的選取形式及彎曲方向可明顯看出橫向彎曲和縱向彎曲的差別,詳見圖4—圖7。
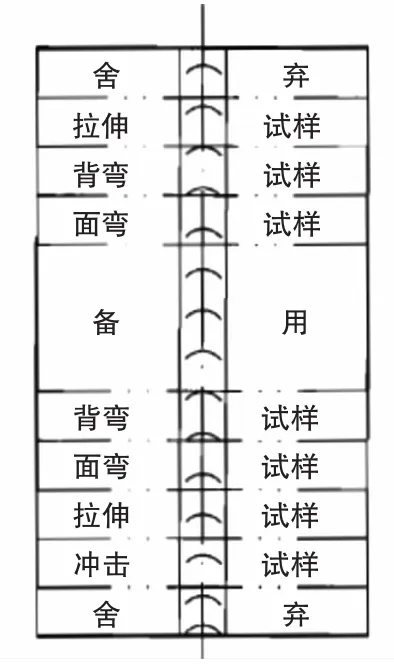
圖4 橫向彎曲取樣示意圖
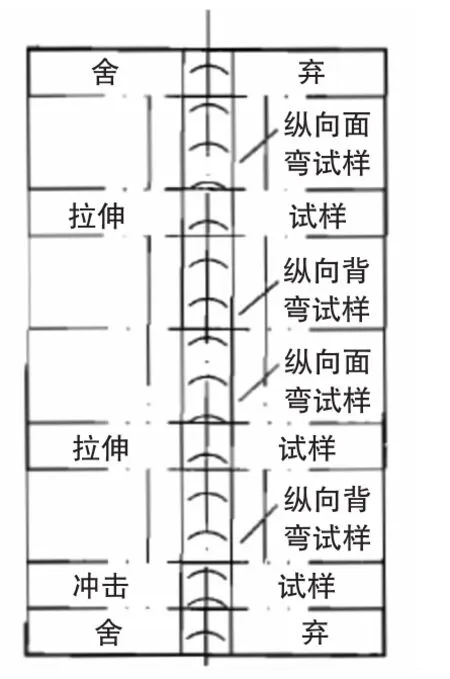
圖5 縱向彎曲取樣示意圖
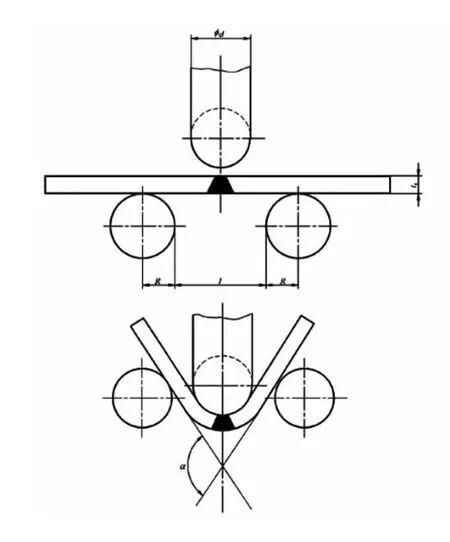
圖6 橫向彎曲試驗
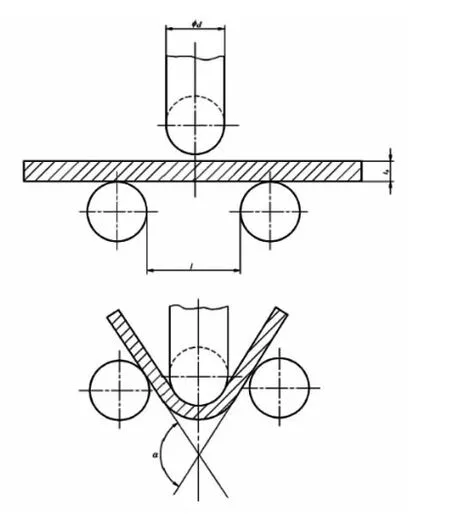
圖7 縱向彎曲試驗
對于06Ni9DR鋼的焊接而言,采取縱向彎曲試驗主要是為了消除因母材和焊材之間的顯著性差異而造成對工藝評定的影響,這一點在ASME Ⅸ中的說明要比NB/T 47014更加明確。
罐壁板與罐底板之間角焊縫工藝評定的彎曲試驗應符合GB 50128附錄A的規定。
5 沖擊試驗
由NB/T 47014表11可以明顯看出,沖擊試樣取熱影響區3個、焊縫區3個,一共6個。試樣形式、尺寸和試驗方法可按GB/T 229進行,焊縫區的3個試樣或熱影響區的3個試樣的沖擊功平均值應符合設計文件要求(SMAW時為70J,SAW時為55J),至多允許有1個試樣的沖擊功低于規定值,此規定值在設計文件中已明確為平均值的70%(SMAW時為50J,SAW時為 39J)。
涉及到06Ni9DR鋼的焊接工藝評定都要在-196℃下進行沖擊試驗,所以工藝評定能覆蓋的母材最小值應按如下規定:當規定進行沖擊試驗時,焊接工藝評定合格后,若T≥6mm,適用于焊件母材厚度的有效范圍最小值為試件厚度T與16mm兩者中的較小者;當T<6mm時,適用于焊件母材厚度的最小值為T/2。評定能覆蓋的母材最大值仍按NB/T 47014表8規定,即為2T。由于界定了母材有效厚度的最小值和最大值,就可以根據已有母材的厚度進行評定中焊件的選擇,從而有效減少評定的數量,大大節約成本。
沖擊試驗時,根部開缺口的夏比試樣因抵抗應力斷裂而產生一定程度的壓縮變形,此變形量是材料沖擊韌性性能的體現。由于壓縮變形測量比較困難,因此用斷面相對側的膨脹量來代表壓縮量,此膨脹量即為側向膨脹量。沖擊試樣被沖斷時,沖擊功越大,側向膨脹量也大;沖擊功較小時,側向膨脹量就不明顯。每個沖擊試樣均要測量側向膨脹量,合格標準為不小于0.38mm。
6 選定評定項目
表9為本項目選定06Ni9DR鋼焊接工藝的評定項目。本表所列評定項目僅為06Ni9DR鋼部分,9個評定即可覆蓋本項目所有對接(8~22.2mm)接頭、角接頭的所有焊接位置。除此之外,考慮5m層墻襯板環向埋件、罐內管道支架墊板與罐壁的焊接,還應額外增加06Ni9DR鋼與Q345碳鋼、06Ni9DR鋼與304不銹鋼焊接的異種鋼焊接工藝評定。
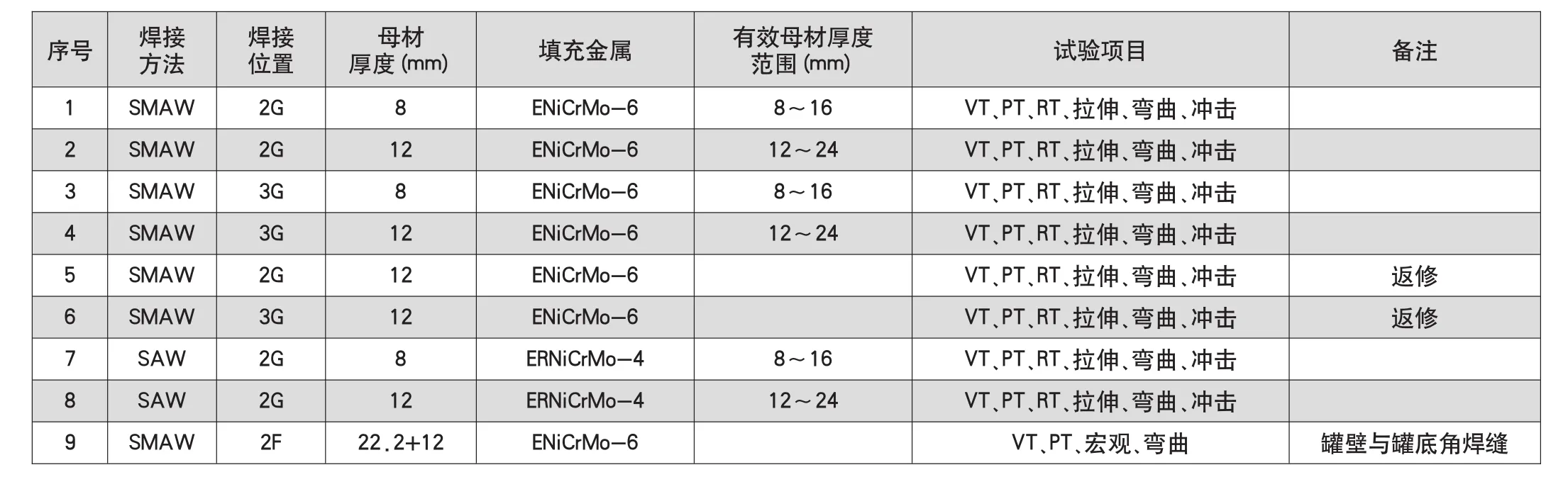
表9 本項目選定06Ni9DR鋼焊接工藝的評定項目
7 結束語
我國壓力容器的建造已有50余年的歷史了,在此期間,總結出了若干有用的規律,這些規律逐步用標準的形式固定下來作為今后使用的依據,而NB/T 47014是各專業人員結合我國實際并參照ASME Ⅸ進行修訂的。在低溫罐焊接工藝評定的編制過程中,還有一些問題值得思考:
(1)在焊接工藝評定試件焊接時,焊工往往比較謹慎,采用的電流、電壓等參數均小于PWPS中的極限值以減少線能量的熱輸入,這樣可以得到一種偏于理想化的焊接接頭,嚴格意義上無法驗證PWPS的適用性。
(2)低溫罐的設計、建造、罐體材料已實現國產化,但用于06Ni9DR鋼焊接的焊接材料還未實現國產化,還需科研人員進一步攻關。
(3)為提高焊接效率,罐體立焊縫、罐壁與罐底角焊縫是否可采取自動或半自動的焊接工藝?其實罐壁與罐底角焊縫也早有人進行過開發,即使用半自動焊機進行焊接,焊后彎曲試驗也能滿足要求,但考慮此位置的特殊性和重要性,暫時還沒有哪家施工單位做第一個吃螃蟹的人。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24