CeO2和Y2O3對Ti-Al/WC金屬陶瓷復合涂層摩擦學性能的影響*
2019-08-02 07:06:10
潤滑與密封 2019年7期
關鍵詞:裂紋
(1.江西理工大學機電工程學院 江西贛州 341000;2.河南科技大學高端軸承摩擦學技術與應用國家地方聯合工程實驗室 河南洛陽 471000)
近年來,Ti-Al材料已在航空航天、汽車制造等領域廣泛運用,被認為是極具前景的材料之一。但由于復雜且苛刻的服役環境,必須不斷提高其機械性能,才能滿足不同工況的需要。金屬合金化手段常被用來提高金屬的總體性能,使其可以兼顧不同類型金屬的優異性能。然而當熔合過多的其他金屬時,會使得合金的性能弱于單一金屬的性能,不能達到理想效果。
表面涂覆技術能夠有機地結合基材和表面涂層的特性,充分發揮兩種材料的綜合優勢,因而利用表面涂覆技術所得到的部件,往往可以應對不同的工況,并且發揮出更大的作用[1-2]。劉邦武等[3]研究發現,在鋁基上通過等離子噴涂方式制備的Y2O3涂層,相對未加稀土的等離子噴涂涂層,涂層表面結構得到極大改善,裂紋消失,孔隙率降低,致密性增加。邱明等人[4]在MoS2涂層中加入CeO2后,涂層的組織晶粒得到細化,摩擦力減小,硬度提高;當加入質量分數2%的CeO2時,涂層由嚴重的磨損剝離變為輕微的磨粒磨損,且涂層的磨損和摩擦性得到明顯提高。曹慧等人[5]研究了納米CeO2對ZrO2-Y2O3陶瓷涂層耐蝕性和結合強度的影響。結果表明,加入納米CeO2后,涂層的顯微組織得到了很大改善,孔隙率降低,致密性提高,并且耐磨蝕性隨加入CeO2質量分數的增加呈現出先增強后減弱的變化規律;當加入質量分數3%的CeO2時,涂層的耐腐蝕性能最強,且結合力強度也達到最大。
在涂層中添加單一稀土氧化物,可以在一定程度上增強噴涂涂層的組織性能和機械性能,但由于其稀土元素的單一性,添加到涂層后只能提高涂層的單一性能。例如:添加單一的稀土CeO2,涂層的摩擦學性能有了極大的改善,涂層摩擦力有了很大的提高,但涂層的抗氧化性能和抗腐蝕性能并沒有很大的提升,依然不能適應高溫、高壓的工作環境。同樣地,添加單一的稀土Y2O3,涂層的抗氧化性能和抗腐蝕性能得到了極大的提高,但涂層的摩擦學性能提高并不明顯。因此,為了提高涂層的復合性能,本文作者在等離子噴涂時加入二元稀土氧化物CeO2和Y2O3,制備WC/Fe復合陶瓷涂層,通過與加入單一稀土氧化物CeO2或Y2O3復合陶瓷涂層的比較,探究同時添加CeO2和Y2O3對涂層的組織結構以及摩擦學性能的影響,為今后的實際應用提供了實驗數據和理論依據。
1 實驗部分
1.1 涂層的制備
試樣的基體材料為45鋼,試樣呈圓環狀,規格為26 mm×20 mm×10 mm。在噴涂前,試樣需用丙酮酸除油、砂紙打磨、噴砂粗化等預處理。
等離子噴涂粉末采用的是北京冠金利新材料科技有限公司生產的粒度為150目,產品純度99.9%,原子比50∶50的Ti-Al粉末。陶瓷相采用成都振興金屬粉末有限公司生產的牌號為ZX.Ni60+35WC的Ni包WC粉末,其粒度范圍為150~320目,硬度為HRC60~70,粒徑為53 μm,化學成分及含量如表1所示。稀土粉末采用湖南稀土金屬材料研究院生產的CeO2、Y2O3,產品純度均大于99.99%,粒度為20~400目。

表1 Ni包WC陶瓷粉末的化學成分及質量分數
將3種粉末按表2所示比例進行混合,采用METCO9M型等離子自動噴涂設備進行噴涂,在空氣中自然冷卻。噴涂工藝參數如表3所示,制備的涂層厚度為0.3 mm。
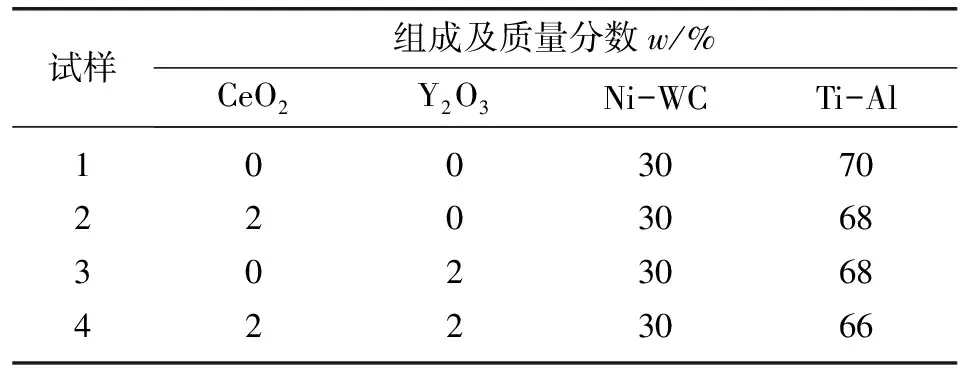
表2 等離子噴涂試樣組成

表3 等離子噴涂工藝參數
1.2 試驗方法
在MMG-10型高溫摩擦磨損試驗機上進行試樣耐磨試驗,試驗采用大銷盤式摩擦方式。對摩副為尺寸φ4 mm×12 mm的GH21高溫合金鋼,硬度為HRC50~55。摩擦磨損試驗參數為:載荷80 N,轉速100 r/min,溫度為室溫(25 ℃),試驗時間25 min。
摩擦因數計算公式為
(1)
式中:μ為動摩擦因數;M為摩擦力矩(N·mm);Fr試樣圓環的法向載荷(N);Ff為試樣圓環受到的摩擦力(N);r為試樣圓環的半徑(mm);T為扭轉力矩。
摩擦磨損試驗前后,采用FA2104型分析電子天平測量試樣的質量,計算磨損量。最終磨損量取3次試驗的平均值。采用自帶能譜儀(EDS)的MLA650F型場發射掃描電鏡(SEM)對涂層表面和截面形貌以及組織和結構特性進行分析;利用X射線衍射儀(XRD)分析并計算出涂層的殘余應力。
2 試驗結果與討論
2.1 稀土氧化物對涂層微觀組織結構的影響
從圖1可知:在涂層中添加單一稀土CeO2和Y2O3時,涂層的表面和截面由凹凸不平逐漸變得平整,裂紋的尺寸由大變小,孔隙數量也由多變少,同時致密性也提升,說明在涂層中添加CeO2和Y2O3均可以改善涂層的表面和截面性能;當同時加入CeO2和Y2O3時可以最大程度上細化晶粒,提高涂層的組織和結構性能。
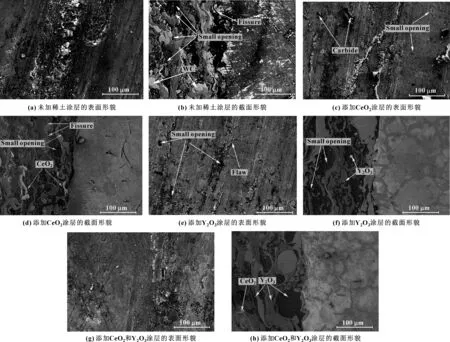
圖1 添加不同稀土涂層的表面和截面形貌
圖1(a)所示為未添加稀土涂層表面形貌,涂層表面呈現出凹凸不平的層狀結構和大小不一的顆粒堆積結構。層狀結構是因為陶瓷WC材料在高溫熔融后瞬間噴涂在基體的表面時層層堆積形成;顆粒堆積結構由噴涂的陶瓷材料快速地冷凝而成。圖1(b)所示是涂層的橫截面形貌。分層結構明顯,且涂層中有很多細小的孔隙和大小不一的裂紋。圖中的銀灰色區域是未熔融的WC顆粒,它們均勻地分布在涂層中,其中涂層和基體間有一道明顯的裂痕,這是由于WC陶瓷材料噴涂后有較高的抗韌性,導致其內部有較大的殘余應力,在應力作用下WC陶瓷材料與基體輕微分離,形成一道明顯的裂痕。此時涂層元素不能滲入到基體,涂層和基體之間的結合力較小,涂層材料和基體間為機械力結合。
圖1(c)所示為添加稀土CeO2后涂層的表面形貌,可以看出涂層的組織得到了細化,表面的堆積物得到極大改善,但還有較大的層狀堆積物,其中涂層中有較大的黑色塊狀物,這是在噴涂過程中WC由于高溫而形成的碳化物[6]。從圖1(d)中可以看出,添加稀土CeO2后涂層的層狀結構得到改善,裂紋和空洞明顯減少,涂層與基體之間的結合更加緊密。這是由于稀土元素在基體上處于熔融態時,經過浸透進入基體的亞表層,形成了更加穩定的化學結合鍵,進一步增強了涂層與基體之間結合力。如圖2所示,稀土元素在噴涂時,通過滲透進入到基體中,從而使涂層更加不易與基體分離和脫落。可見,在涂層中添加稀土氧化物CeO2,不僅可以細化涂層組織,而且使涂層的表面更加平滑和致密,同時可以增強涂層在熔融狀態時元素的流動性,使其在基體表面時浸透性加強,增強了涂層與基體之間的附著性。
圖1(e)所示為加入稀土Y2O3后涂層的表面形貌,可以看出涂層表面存在尺寸較大的孔隙和許多不規則微孔隙,這是由于在形成較大孔隙時熔融的陶瓷顆粒不完全重疊,而在噴涂后涂層的冷卻速率非常快,溶解在陶瓷材料顆粒內部的氣體和顆粒之間的氣體在沉積時來不及排出而形成不規則的微孔隙[7];另外,涂層仍存在大量裂紋,但相對于未加稀土的涂層,涂層表面得到極大的改善,這是主要是由于稀土元素極具活性,可以降低陶瓷顆粒之間的表面張力,提高其流動性能,降低了涂層的熱膨脹系數,從而降低了涂層的內應力。如圖1(f)所示,涂層的截面比較平滑,有分布不均勻的孔隙出現,其中白色的球狀物為未熔融完全的Y2O3顆粒,涂層和基體結合處可以清晰地看出浸透現象,涂層和基體之間的結合強度得到進一步加強。
圖1(g)、(h)示出了同時加入了CeO2和Y2O3時涂層的表面和截面形貌。相對于圖1(a)、(c)、(e)所示的涂層表面,圖1(g)所示的表面十分平滑,孔隙少,涂層致密性高,層狀結構基本消失。而圖1(h)相對于圖1(b)、(d)、(f)所示截面,平滑度和致密性有了顯著的提高,涂層和基體結合處相互浸透形成互為鑲嵌狀,使涂層和基體之間的結合力更加牢固。
綜上可知:在CeO2和Y2O3的共同作用下,可以使正在結晶的噴涂涂層的結晶數量增加,同時抑制晶粒的成長,從而使涂層的組織結構得到細化,變得更加均勻致密。在這種細化效應下,涂層原本的缺陷得到了極大的改善,因此顯現出較好的形貌特征[8-10]。同時涂層中的CeO2和Y2O3也加快了熔滴的流動性,提高了涂層材料對基體的浸透性,提高了涂層在凝固時的收縮力,從而使涂層與基體結合得更加緊密[11-13]。
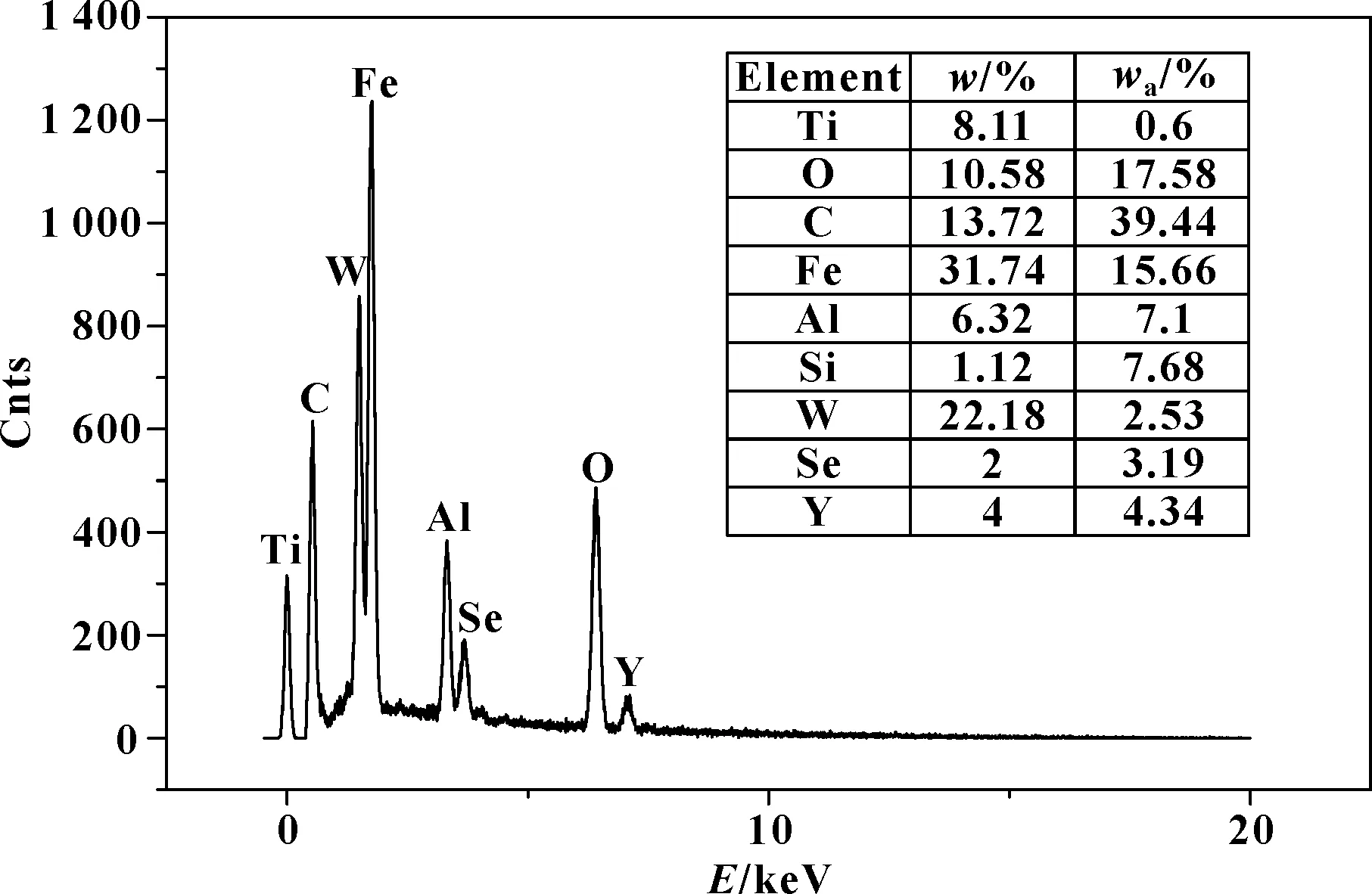
圖2 圖1(h)中涂層與基體結合處點1的能譜圖
2.2 涂層殘余應力計算
等離子噴涂后,涂層會產生極高的熱應力,冷卻后涂層的內部會殘留一部分應力形成內應力(或殘余應力)。為了探究內應力對涂層機械性能的影響,利用X射線衍射儀以及MDI Jade6.5計算軟件,計算各涂層內的殘余應力,并對其計算值進行比較,主要采用MCEARAUCH提出sin2Ψ法[14]對應力進行測量:
(2)
式中:σ為殘余應力;K為應力常數(K的值通常與涂層噴涂的材料有密切關系);θ為X射線的衍射角;Ψ為入射角。
由此可以得出2θ和2sin2Ψ的斜率,從而計算出涂層的殘余應力。由圖3所示的計算結果可知,未添加稀土的涂層殘余應力為363.4 MPa,單獨添CeO2和Y2O3的涂層殘余應力分別為320.6、314.7 MPa,而同時添加CeO2和Y2O3的涂層殘余應力為225.3 MPa,相對于未加稀土涂層的應力降幅達38%。4種等離子涂層的殘余應力全為正值,可知拉應力是涂層殘余應力的主要存在形式。分析認為:在等離子噴涂涂層中出現的不同缺陷(如裂紋、孔隙、材料在涂層表層堆積引起的凸起與凹坑等),主要是涂層材料在噴涂時,由于熱脹冷縮原理使涂層存在大量殘余應力,在其作用下使涂層表面出現了裂紋;另外,涂層材料的流動性能較差,使材料不能及時地填補缺陷,從而形成凹凸狀。加入稀土后涂層的殘余應力明顯降低,特別是同時加入2種稀土后,涂層總的殘余應力降幅極大,從而說明了同時加入CeO2和Y2O3可以更大限度地降低涂層在冷凝時的熱膨脹系數,提高涂層在凝固時的收縮能力,極大地降低涂層殘余應力,提高涂層的機械性能。
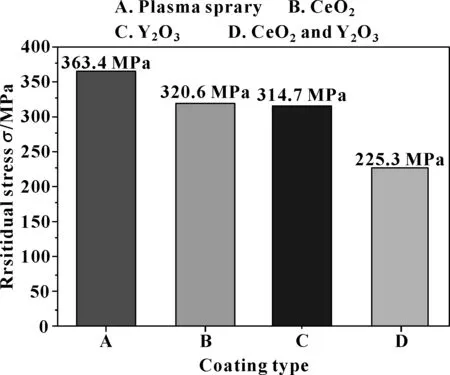
圖3 涂層表面的殘余應力
Fig 3 Residual stress on the surface of the coating
3 稀土對涂層摩擦學性能的影響
3.1 涂層磨損形貌及磨損機制
圖4所示為添加不同稀土氧化物的涂層在相同徑向載荷和作用時間下的摩擦磨損表面形貌。
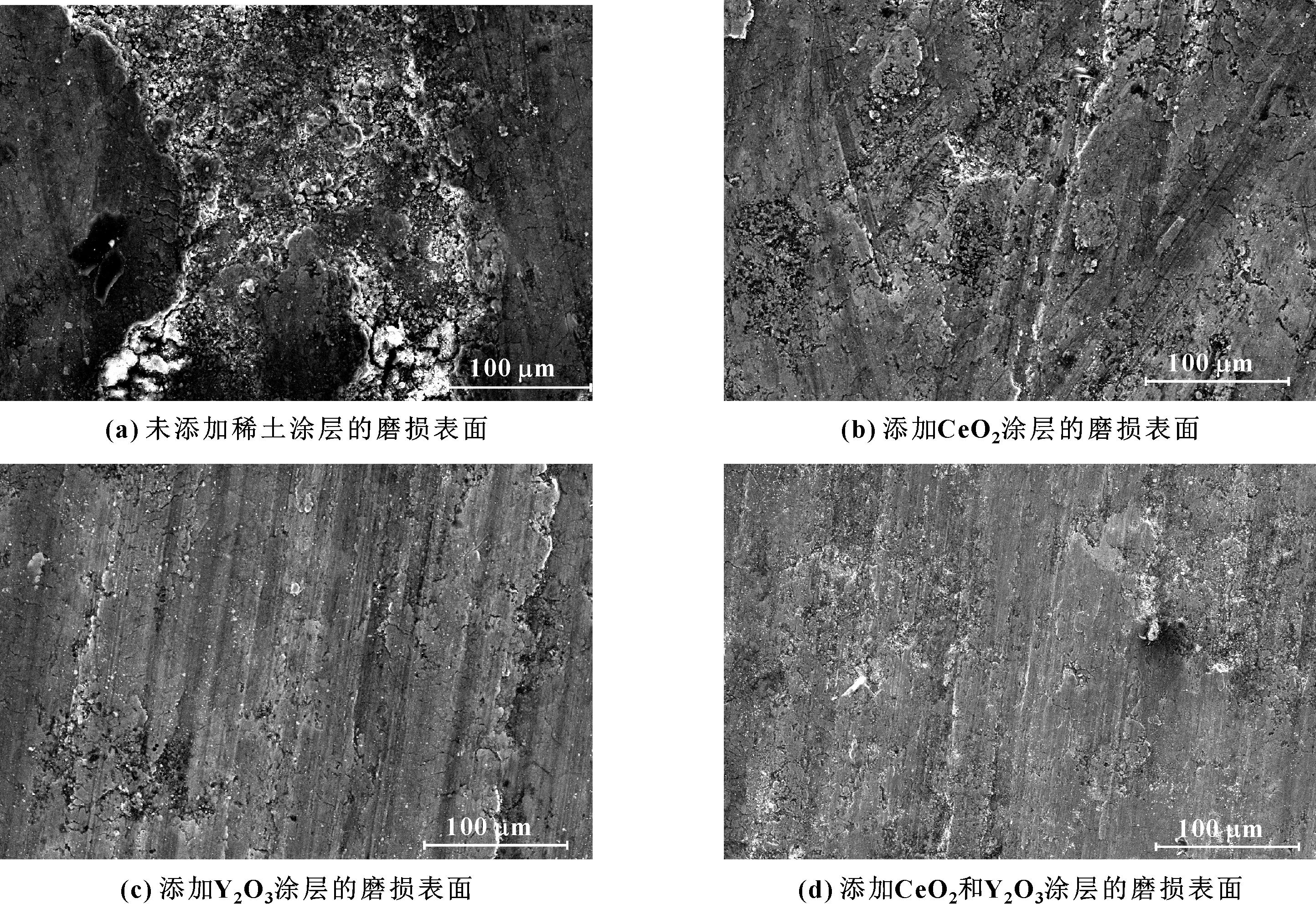
圖4 添加不同稀土氧化物的涂層的磨損表面形貌
圖4(a)所示為未添加稀土涂層的磨損形貌,可以看出,涂層表面出現一條較大的剝落溝,表面凹凸不平且十分粗糙,并且在脫落溝邊有大量的裂痕向外延伸,涂層內分布著許多大小不一的孔隙。圖4(a)表明,未添加稀土的涂層發生了嚴重的黏著磨損,其形成機制為在等離子噴涂后,噴涂到基體上的涂層顆粒由于缺乏流動性,涂層顆粒迅速冷卻后層層堆積而形成噴涂涂層,其致密度低、內聚強度低,因而顆粒間結合強度較低。在載荷的作用下,該涂層表面會發生彈塑性變形,同時在摩擦力的作用下,一些尺寸較大的顆粒堆積物會逐漸脫離涂層。脫落顆粒與涂層相互黏連,使磨損面積不斷增大形成較大的剝落溝以及大小不等的顆粒堆積凸起。由于摩擦力的作用使得溝邊的涂層產生裂痕,并延伸向四周。
圖4(b)所示為添加CeO2涂層的摩擦磨損表面形貌,可見涂層表面較為平坦,沒有較大的堆積物,存在較為明顯的劃痕,這主要是因為加入CeO2后可以細化晶粒,使得晶粒間的相互結合力更強,從而提高了涂層的耐磨強度。圖4(c)所示為添加Y2O3涂層的摩擦磨損表面形貌,可見涂層表面有少量的剝落坑和較小的剝落溝,并存在大量的擦痕,涂層磨損機制為黏著磨損和磨粒磨損。這主要是因為在涂層中加入Y2O3可以增強處于熔融態下涂層材料的流動性,降低涂層的內應力和增強顆粒間的結合強度,從而提高了涂層的致密性,降低了涂層的孔隙率和裂紋。圖4(d)所示為同時加入CeO2和Y2O3涂層的摩擦磨損表面形貌,可以看出磨損后的涂層表面十分均勻,沒有出現剝落坑以及較為密集的裂紋、空隙,只出現輕微的劃紋。這是因為同加入2種氧化物后,稀土CeO2使晶粒細化,增強了晶粒之間的相互作用力,Y2O3使得涂層在熔融態時的流動性增強,使晶粒內部和晶粒之間的氣體能即時排出,同時降低涂層內的熱膨脹系數,因而降低了涂層的內應力,極大地提高了涂層的致密度和減少了涂層的空隙和裂紋的生成。因此,在CeO2和Y2O3的共同作用下,涂層的表面得到極大的改善,使涂層的耐磨性能得到提高。
3.2 稀土對涂層耐磨性能影響
圖5示出了未加稀土和加入不同類型稀土的等離子噴涂涂層的磨損曲線。可以看出,各試樣的磨損量隨磨損時間呈正比例增加。其中未加稀土的涂層的磨損曲線的斜率最大,這說明其磨損最為劇烈,而添加稀土后涂層的耐磨性能均有所提高。對比4種不同涂層的磨損曲線可知,未加入稀土的涂層的磨損量和磨損時間的變化曲線符合摩擦磨損的時變規律[15]。在摩擦磨損初期階段,磨損量較小,持續時間短;中期階段,磨損量先劇增后逐漸降低;后期階段,磨損量相對穩定,且持續時間最長。而分別加入CeO2或Y2O3的涂層相對未加稀土的涂層在磨損的每階段中,涂層的磨損量明顯降低,且穩定后磨損量和磨損時間曲線斜率都約為1.1。同時加入CeO2和Y2O3的涂層總的磨損量達到最低為11 mg,該涂層的耐磨性能明顯優于以上3種。
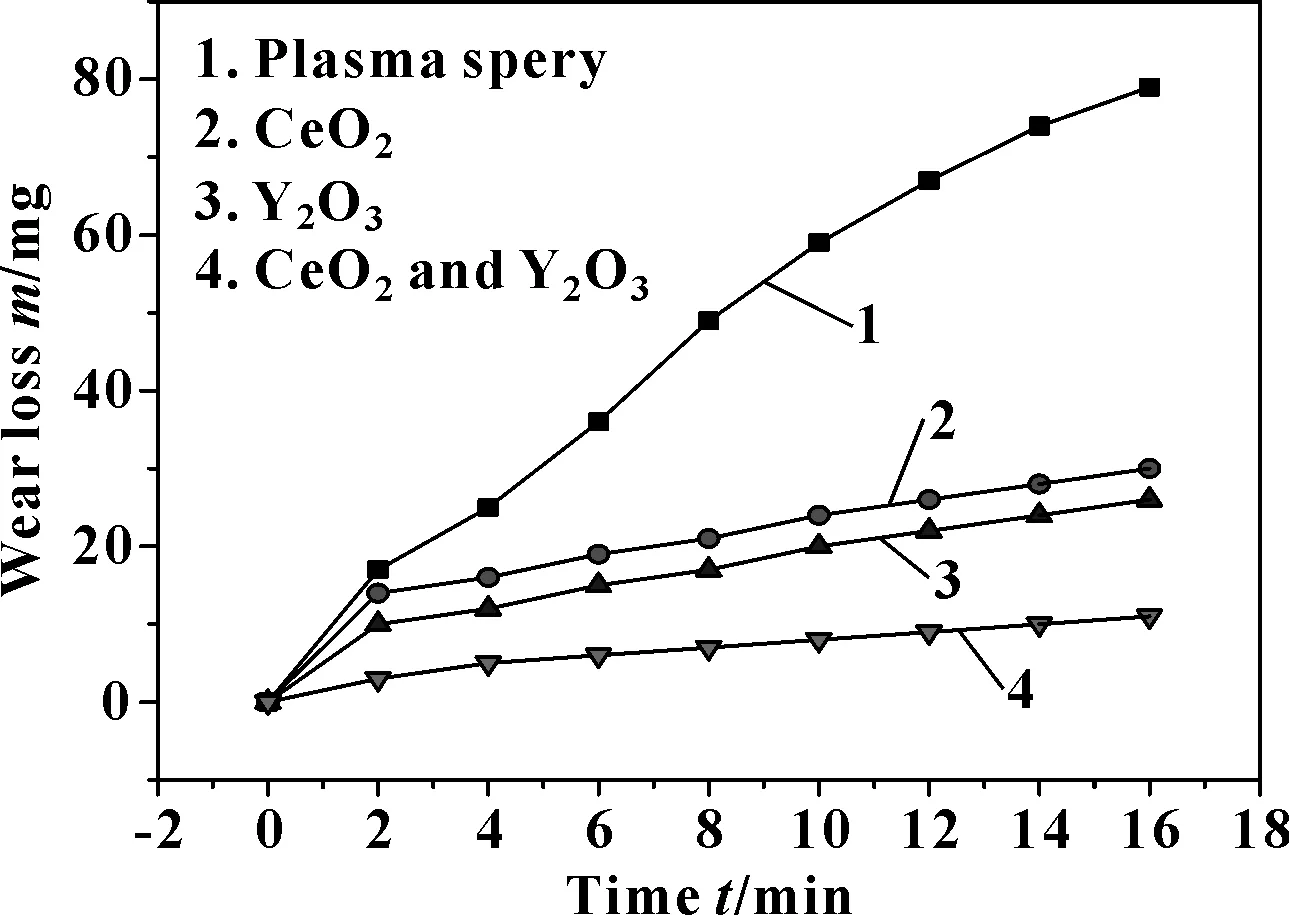
圖5 涂層磨損量隨時間的變化曲線
3.3 稀土氧化物對涂層摩擦性能的影響
圖6所示為未加稀土和添加不同類型稀土的等離子噴涂涂層在相同載荷下摩擦因數隨時間的變化曲線。計算得到的各涂層的平均摩擦因數分別為0.728、0.565、0.525、0.386。
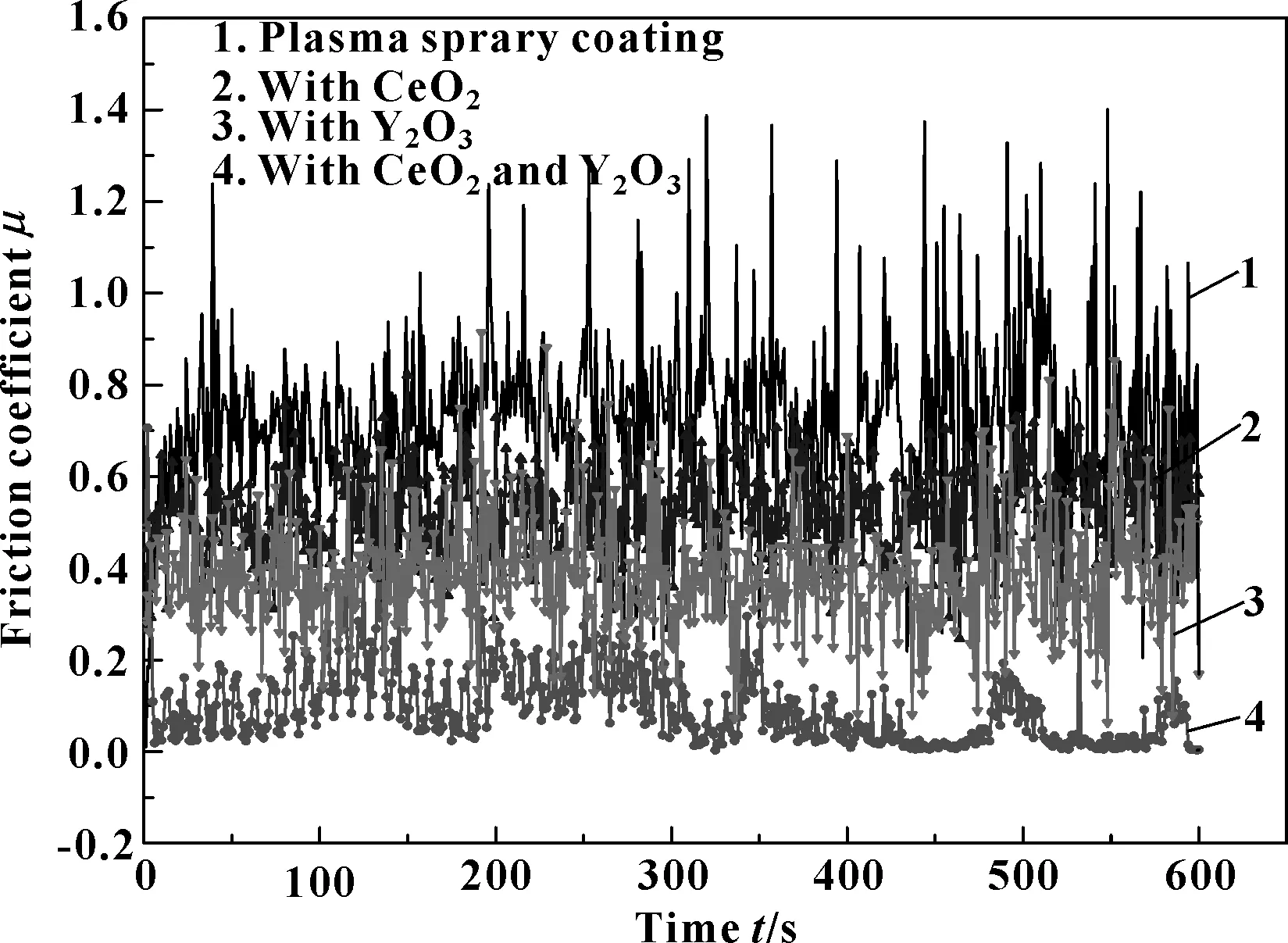
圖6 涂層摩擦因數隨時間的變化曲線
圖6中,未添加稀土的等離子噴涂涂層的摩擦因數波動幅度較大,在許多時刻涂層的摩擦因數大于1,這是由于涂層在摩擦時發生脫落,引起摩擦副之間產生裂紋、微切削或咬死等情況,使得試樣與摩擦副之間的摩擦力瞬間升高,從而使得該時刻的摩擦因數較大。添加稀土后涂層的平均摩擦因數明顯降低,而同時添加稀土CeO2和Y2O3的涂層的平均摩擦因數最小,且波動范圍也最小。這是因為加入稀土后,涂層材料在冷凝過程中的流動更加快速,結合更加致密,從而改善涂層表面的粗糙度,降低涂層的摩擦因數。而同時加入CeO2和Y2O3后,涂層的摩擦因數降至最低。這是因為,一方面Ce和Y 元素都有較強的化學性,在其共同作用下,可以使稀土與硬質陶瓷相WC可以更加均勻的分布在涂層中,提高涂層分子之間的結合力;另一方面Ce和Y元素可以減小涂層內部應力,改善涂層得組織結構性能,減少涂層的裂紋;此外,Ce和Y元素可以使噴涂的涂層材料,在冷凝過程中及時填補涂層因冷凝過快而產生的孔隙,使涂層更加致密,表面更加平整。
4 結論
(1)添加不同稀土后的涂層有著不同的摩擦磨損形式。未加稀土的涂層表面摩擦磨損后有較大的剝落溝以及大小不一的裂紋,涂層破壞嚴重,涂層發生了嚴重的黏著磨損;而單獨加入CeO2和Y2O3后的涂層表面得到很大的改善,摩擦磨損后僅有些許剝落坑和孔隙,涂層發生了黏著磨損和磨粒磨損;同時加入CeO2和Y2O3的涂層磨損表面均勻平滑,只有大量的輕微劃紋,涂層僅發生磨粒磨損,磨損表面形貌最好。
(2)在等離子噴涂涂層中加入CeO2或Y2O3后,涂層的組織和性能得到改善,但仍然存在大量的孔隙和裂紋。當同時加入CeO2和Y2O3后,涂層中出現的層狀結構、致密性不足、孔隙以及裂紋等缺陷基本消失;同時涂層的殘余應力也最低,大小為225.3 MPa,對于其他等離子噴涂涂層殘余應力有較大的降低。
(3)同時加入CeO2和Y2O3的等離子噴涂涂層,在相同磨損時間內總的磨損量最低,平均摩擦因數相對于未添加稀土的涂層降幅為46.98%。可見,同時加入CeO2和Y2O3所得涂層的摩擦學性能和耐磨性能均得到極大程度的提高。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
