UASB+A/O工藝在啤酒廢水處理中的工程應用
2019-08-06 00:39:36張薇薇
環境與發展 2019年6期

摘要:安徽某啤酒公司采用UASB+A/O工藝處理啤酒廢水,通過合理的工藝設計,出水達到《啤酒工業污染物排放標準》預處理標準和《污水排入城鎮下水道水質標準》B級標準。介紹了此啤酒廢水的分類收集情況、具體工藝流程、主要構筑物設施、工藝設備規格及運行費用,作為同類廢水處理及研究的參考。
關鍵詞:啤酒廢水;UASB厭氧;A/O工藝
中圖分類號:X703 文獻標識碼:A 文章編號:2095-672X(2019)06-00-02
DOI:10.16647/j.cnki.cn15-1369/X.2019.06.021
Abstract: Through reasonable process design, UASB+A/O process was used to treat beer wastewater for a beer company in Anhui, the effluent quality could meet pretreatment standard of “Discharge standard of pollutants for beer industry” and class B standard of “wastewater quality standards for discharge to municipal sewers”. This paper introduced the classification and collection condition, the specific process, the main structure facilities, the specifications of the process equipment and the operating costs of the beer wastewater, as a reference for similar wastewater treatment and research.
Key words: Brewery wastewater; UASB anaerobic; A/O process
啤酒是以麥芽為主要原料,加酒花,經酵母發酵釀制而成的,含有二氧化碳氣、起泡的低酒精度飲料。由于口感好且酒精度數低,成為國內外許多人日常飲品。就我國而言,十二五期間,啤酒的消費額度就增長了63%,成為全球啤酒消費的領先國之一[1]。啤酒的生產過程需要消耗大量的新鮮水,根據生產工藝的不同能產生5~12t廢水/t啤酒[2]。啤酒廢水的主要成分為糖化、發酵及灌裝車間產生的糖、醇類等有機物,若直接排入水體,易造成水體富營養化,并且直接污染地下水。因此,如何降低啤酒廢水中的有機物是許多研究者關注的熱點。目前,“厭氧+好氧”或“厭氧+缺氧+好氧”的組合處理工藝是啤酒廢水的主流工藝,因為相對于厭氧或好氧的單一工藝而言,組合處理工藝,其有機物的降解速率高,能夠有效縮短廢水的停留時間,且污泥的沉淀性能好可防止污泥膨脹,在達到處理要求的同時,更節約成本及節能[3,4]。安徽某啤酒生產公司即采用“UASB+A/O”的主體工藝處理啤酒廢水。
1 設計規模及進、出水水質
1.1 廢水分類收集系統
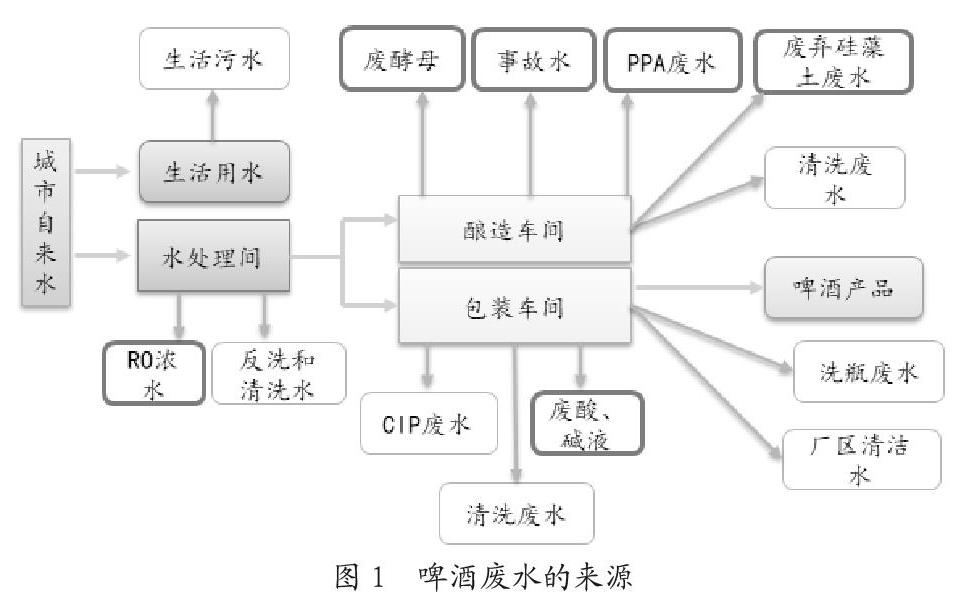
該企業的啤酒廢水主要來自釀造及包裝車間,如圖1所示。
為保障廢水處理系統的穩定達標運行,本方案采用分類收集各股廢水,并做相應的預處理后再合并進行處理。廢水分類收集設計如下:(1)水處理間RO濃水屬于含鹽含硬度清潔廢水,可以直接納管排放。(2)釀造車間PAA廢水,因其強氧化性對厭氧微生物的毒害作用太大,需在釀造車間進行收集處置,不再排放至廢水處理站。(3)釀造車間廢酵母,其COD濃度太高,對廢水處理系統沖擊很大,需在釀造車間單獨通過噸桶收集后,外運處置。(4)釀造車間廢棄硅藻土,應盡可能在釀造車間進行回收處置,或直接送廢水處理站污泥處理系統處理,避免大量泄漏排放至廢水處理系統。(5)包裝車間和釀造車間的廢堿液因堿濃度高、短時間沖擊排放的特點,對廢水pH影響太大,導致額外加酸,需在包裝車間單獨收集后,送至廢水站廢堿液儲存槽,再作為藥劑替代部分新鮮液堿調節厭氧處理系統的進水pH,既節省運行費用又使系統更穩定。
1.2 處理水量
企業計劃的啤酒生產規模為10萬t/a,計劃的廢水排放量平均為1200 m3/d,每小時平均處理量60m3/h,設計的最大處理量為80m3/h。
1.3 處理水質
本工程設計的進、出水水質如表1所示,其中出水水質要求達到當地的納管標準,設計出水水質嚴于要求水質。
2 工藝設計
2.1 工藝流程
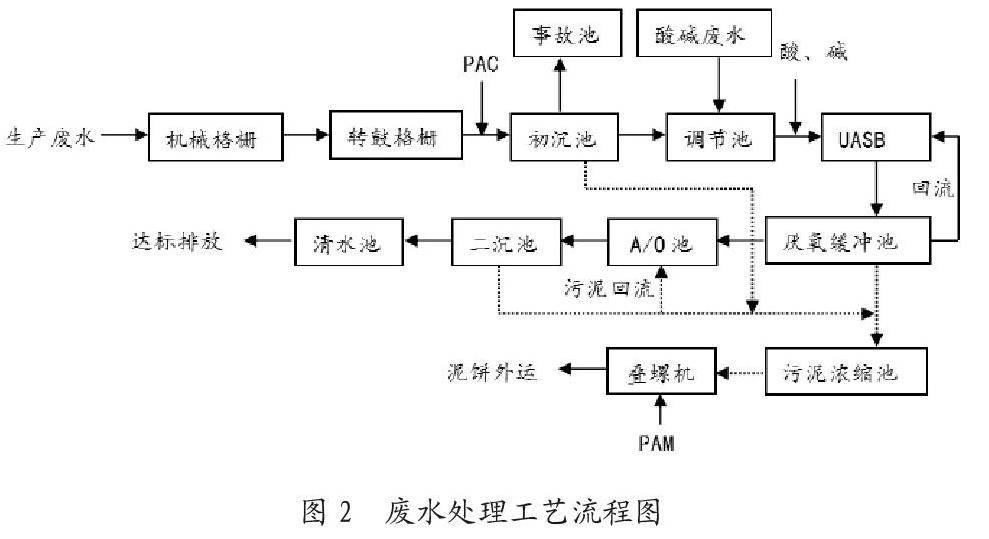
根據企業排放水質的特點分類收集后,并依據現有成熟的工藝及成功的工程案例,采用“UASB+A/O”處理工藝。具體工藝流程如圖2所示。
啤酒生產廢水經過機械格柵攔截大顆粒物質后進入格柵集水井,通過提升泵打到轉鼓格柵機,通過1mm的細篩截留廢水中的麥芽、麥麩及其他雜物后,重力流入初沉池去除懸浮物后,再自流進入廢水調節池,若有事故水則自動切換排入事故池。
酸堿廢水單獨收集入酸堿池,并且為了避免沖擊廢水處理系統,此股廢水小流量打到調節池進水管,可節省調節系統pH值的藥劑用量。
調節池末端分格出調節混合池區,用于蒸汽加熱、加堿調節PH等,保障厭氧進水水質調節控制,出水由調節池出水泵打到UASB厭氧池,出水重力流入厭氧緩沖池,緩沖池可防止厭氧跑泥。且厭氧池設置內循環,保證池內的布水及上升流速。
A/O池前端的A池缺氧區作為厭氧和好氧的過渡區,可改善厭氧出水的理化性質,使其更穩定以便更好地適應好氧生物處理[5]。A/O池通過好氧生化去除氨氮、有機物等達標后,出水進入二沉池,上清液通過溢流堰排水,經巴歇爾槽監測合格后納管排放。
二沉池污泥定期回流至缺氧池,保證生化池的污泥濃度。初沉池、UASB產生的污泥及二沉池剩余污泥經過污泥濃縮池濃縮后,通過疊螺機進行脫水處理后外運處置,壓濾液回流至調節池。
2.2 主要處理設施、設備及相關設計參數
污水站區建設的構筑物設施大多采用共壁結構,集成度較高的同時節約了土建投資成本,主要構筑物的尺寸及設計參數如表2所示。其中,UASB和A/O池作為污水處理系統的核心設施,考慮生產淡季的產量減小,采用1系和2系兩個并列運行的系統,可維修切換,減產時也可停運一個系統,方便運行管理并節省能耗。配套的主要設備參數如表3所示,風機、疊螺、螺桿泵等設備均配置變頻器,可在配套處理設施部分停運或者水量及污泥產生量減少的時候設備運行功率降低,節省污水站區運行的費用。
除了二沉池和清水池的處理實施采用敞口結構,其他處理設施均采用密封或者密封加蓋的結構,保證污水站區的廢氣不逸散污染周圍環境的空氣,并配套廢氣處理設施。
沼氣系統也單獨收集,并脫硫處理后火炬燃燒,防止無組織排放污染空氣的同時存在燃爆隱患。
2.3 各處理單元的處理效果預估
對啤酒廢水主要污染物在的各個處理單元的效果的預估如表4所示,可見,均能夠達到所表1所要求的排放標準。
2.4 運行成本分析
廢水處理系統每天電耗約為:1538.4 KW.h/d,電價按當地工業用電0.8元/KWh計,電耗成本:1538.4×0.8÷1200=1.03元/m3;每天藥劑費(包含PAC、PAM、酸和堿)約為:1590元/天,系統藥劑成本:1590÷1200=1.33元/m3;人工費約為0.25元/m3;費用合計為:1.03+1.33+0.25=2.61元/m?。
3 結論
(1)在生產廢水的源頭采用分質收集,保證系統穩定的同時降低成本:如避免高濃度廢水對后續生化系統沖擊,保證生化系統的穩定運行;酸堿廢水單獨收集處理可降低大水池如調節池等防腐要求,降低建設成本。(2)采用厭氧+好氧結合的”UASB+A/O”工藝系統能有效的降低啤酒廢水的有機物,滿足安徽當地納管排放的要求。并通過合理設計工藝組成,能達到節能的目的。
參考文獻
[1]潘紅,張警中.啤酒廠廢水處理工程實例分析[J].污染防治技術,2015,28(6):40-42.
[2]劉忠正,廖品茗,廖倍鋒,朱宗強[J].輕工科技,2012,4: 104-105.
[3]賈艷萍,馬嬌,賈心倩.啤酒廢水處理技術研究進展[J].中國釀造,2013,32(8):5-9.
[4]王晶日.啤酒廢水組合處理工藝的應用與工程實例[J].環境保護與循環經濟,2012(6):50-52.
[5]何立惠,臺明青,鄧李玲,等.用厭氧+缺氧+好氧組合工藝處理啤酒廢水[J].水處理技術,2006,32(2):74-77.
收稿日期:2019-04-19
作者簡介:張薇薇(1984-),女,碩士研究生,研究方向為工業廢水治理技術。
