熱交換器管束裝入殼體自動化輔助工裝創新設計
2019-08-07 09:33:12,,
石油化工設備 2019年4期
, ,
(山西豐喜化工設備有限公司, 山西 永濟 044500)
熱交換器是一種實現物料之間熱量傳遞的節能設備,在石油、化工、冶金、電力、輕工及食品等行業應用極為普遍[1]。隨著熱交換器技術的不斷發展,熱交換器種類越來越多[2-3]。
按照制造工藝流程,每臺熱交換器均需在管束、殼體單獨制作完成之后進行裝配。一般熱交換器管束裝入殼體的過程都是依靠人工在殼體上點焊輔助工裝,然后借助天車將管束裝入殼體,不僅勞動強度高,浪費輔助材料及焊接材料,而且安全隱患比較大。
為此,筆者創新設計了熱交換器管束、殼體裝配輔助工裝,以提高熱交換器制造質量和效率,從而最大化地提高熱交換器換熱效率,減少熱量傳遞過程中的熱量損失。
1 熱交換器管束裝入殼體自動化輔助工裝結構
熱交換器管束裝入殼體自動化輔助工裝結構簡圖見圖1。
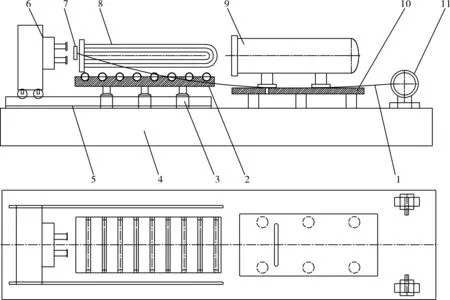
1.鋼絲繩 2.固定滾輪平臺 3.液壓調節裝置 4.基座 5.軌道 6.可移動液壓推進裝置 7.拉塊 8.管束 9.殼程 10.固定殼體平臺 11.電動機圖1 熱交換器管束裝入殼體自動化輔助工裝結構示圖
熱交換器管束裝入殼體自動化輔助工裝的基座需固定于平整的地基平面上,在基座上從左到右依次安裝軌道、液壓調節裝置和固定殼體平臺。
軌道上安裝有可移動液壓推進裝置[4-5],可移動液壓推進裝置主要包括設置在軌道上的小車以及安裝在小車上的液壓伸縮臂,小車下方中部位置設有開口,使得小車在軌道上移動過程中可跨過固定滾輪平臺。
利用支腿將固定殼體平臺安裝在基座上,固定殼體平臺上開設有長圓孔。液壓調節裝置由并排放置的若干液壓缸組成[6-7],液壓調節裝置上安裝有固定滾輪平臺。
固定滾輪平臺由平臺、圓滾軸、軸承及軸承固定座等組成,其結構見圖2。平臺上安裝2列軸承固定座,軸承固定座內安裝軸承[8-10],2列軸承之間裝有圓滾軸。
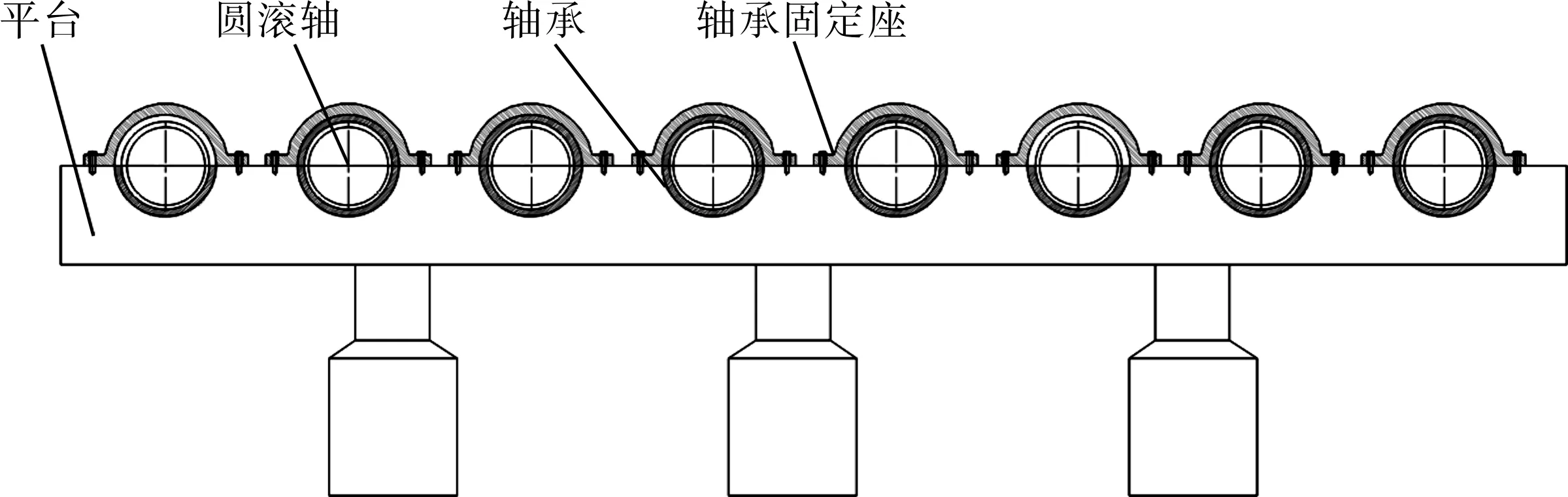
圖2 固定滾輪平臺結構示圖
在基座上位于固定殼體平臺的端頭位置安裝有2臺電動機,電動機的位置可以根據實際制造環境加以適當調整[11-12]。
拉塊包括連接板和位于連接板兩端的吊耳,其結構見圖3。
拉塊卡在管板的垂直端面上,鋼絲繩分別連接于拉塊的兩端吊耳孔,電動機啟動后拉動拉塊,把管束拉入殼程。

圖3 拉塊結構示圖
2 自動化輔助工裝使用過程
使用自動化輔助工裝裝配時,將管束置于固定滾輪平臺上,殼體置于固定殼體平臺上。將殼體前端鞍座上的地腳螺栓孔與固定殼體平臺上的長圓孔對齊,并用螺栓固定。根據殼程入口的高度調節液壓調節裝置,使管束和殼程設備法蘭垂直軸線下端內壁處于同一水平高度。將拉塊放置在管束的管板端部,鋼絲繩一端纏繞在電動機轉軸上,另一端和拉塊的吊耳連接。準備工作完成后啟動電動機,即可拉動管束使之進入殼體。
因熱交換器種類、直徑、質量、長度各不相同,對某些熱交換器,當管束還有少部分未進入殼體時,用電動機拉動的不良影響較大。這是因為熱交換器殼程內徑和管束中折流板外徑單邊間隙2~3 mm,管束和電動機之間用鋼絲繩和拉塊連接,且管束中心軸線和電動機轉動軸不在同一水平面上,當管束大部分進入殼程后,管束和電動機之間拉力不是水平受力,管束穿入殼程部分與殼程內壁摩擦力增大,會造成部分換熱管外壁有擦痕(換熱管壁厚一般為2 mm或2.5 mm),影響換熱管使用壽命,且折流板厚度較薄,有可能摩擦變形。此時啟動可移動液壓推進裝置將剩余在外的少部分管束推入殼體即可。可移動液壓推進裝置還可與電動機配合,同時推動管束進入殼體。
3 結語
采用創新設計的熱交換器管束裝入殼體自動化輔助工裝,在保證管束順利進入殼體過程中,可防止折流板及換熱管等部件的變形和損壞,避免管束進入殼體后因折流板變形造成短路而影響熱交換器換熱效率[13-21]。長時間使用檢驗證明,采用自動化輔助工裝提高了熱交換器裝配工作效率,降低了勞動強度和對人員的傷害,使我公司熱交換器制造更加高效化、精細化,完全滿足預期需求。
