
電纜網制作工藝及質量改進
2019-08-13 06:45:02柴紅珍靳志軍艾士娟張朝暉侯新永吳麗娜
設備管理與維修 2019年7期
柴紅珍 ,靳志軍 ,艾士娟 ,張朝暉 ,侯新永 ,吳麗娜
(1.航天先進電纜網制造中心,北京 100076;2.北京航天拓撲高科技有限責任公司,北京 100176)
0 引言
航天器電纜網是實現航天器各子分系統儀器設備或地面設備之間指令傳輸、電力輸送、信息交換等功能的重要部件,是箭、星、船系統的“神經”和“血管”,航天器的電纜網性能質量的優劣對于航天器的綜合性能尤其重要。因此,航天器電纜網技術必須緊跟航天器的發展趨勢及需求,及時更新與進步,從而成為航天器發展的基礎動力。
電纜網是線纜和接插頭的組合,制作電纜時需要按照一定順序焊接,才能既保證焊接質量,又保證制作效率。在航天器電纜網的生產中,單根電纜生產方式占有很大的比重。單根電纜的生產方式的一般流程為:由設計人員提供電纜網接點表、分支走向圖以及各根電纜的分支長度等信息,由加工人員根據這些設計文件直接進行生產。電纜網制作的一般順序為:下料、綁線、焊接、裝配、自檢、互檢、交檢。焊接工序是保證電纜網質量的關鍵工序。
由于電纜網的電連接器與導線端接觸區的耐環境能力遠不及導線,又是經受環境考核頻次較高的部位,而該部位的故障是電纜網失效的主要模式。在電纜網的制作過程中,電連接器尾罩與導線束的工藝處理不當會造成焊點受力損傷導致斷路,或者由于多余物進入電連接器尾罩內而引發焊點間短路的情況。另外,對于質量較大、線纜較長的電纜網,在運輸和使用中,外力的傳遞常會造成尾罩松動從而導致焊點開焊,所以尾罩處理得好壞已成為電纜網制作的另一關鍵點。
1 焊接工藝順序對焊接效率及質量的影響
以矩形接插件J14(圖1)和圓心接插件Y11X(圖2)、線纜構成的電纜網為例說明此種電纜網制作中工藝順序的重要性。矩形接插件J14型的插頭的插針又小又密,其插針號的標識較少,標有1-19-20-37-38-56。圓形接插件Y11X插針的標識較多,標有1-7-9-13-19-25-31-37-41-49-55。如果先焊接J14接插件,再焊接與它連接的Y11X接插件時容易出錯,因為第二頭需要導通的方式焊接,數點時容易出錯,往往反復數上幾次才能保證準確率,這樣焊接速度將受影響。實踐證明,果先焊接Y11X圓形接插件,再焊接矩形接插件,既可以保證質量又可以提高工作率80%。

圖1 矩形接插件J14

圖2 接插件Y11X
2 電纜網端接區質量問題與處理方法
2.1 電纜網端接區質量問題
經統計,之前生產的電纜網電連接器和線纜端接區曾出現的主要質量問題主要包括4種(表1)。
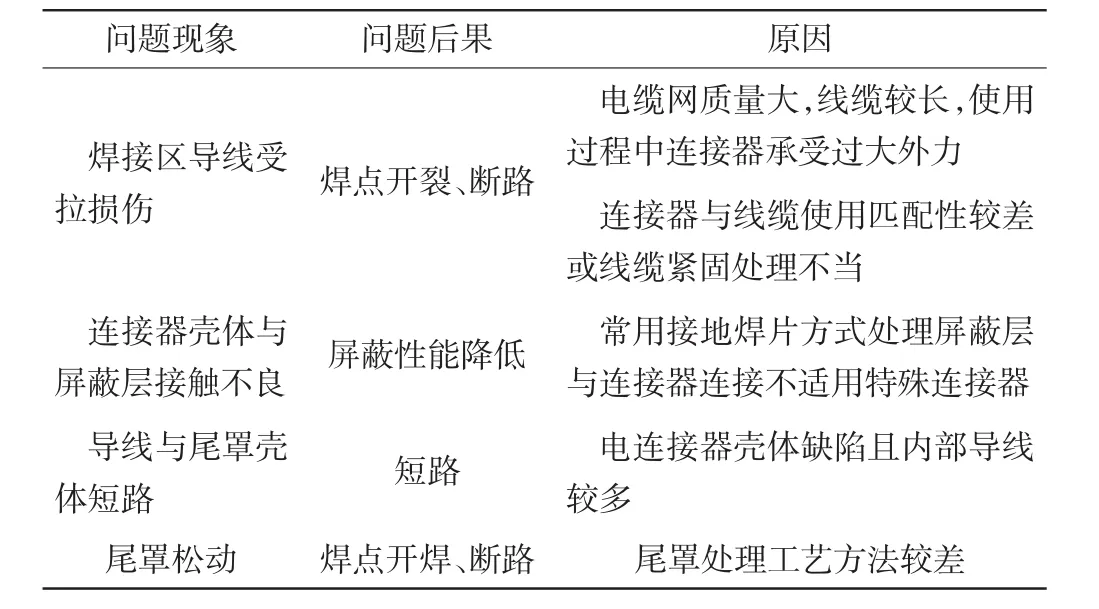
表1 電纜網端接區主要問題匯總
2.2 導線與尾罩殼體短路問題
電纜組網端接區處理操作方面的工藝有具體要求,QJ 603A—2006《電纜組裝件制作通用技術要求》6.5.5中要求:“電纜束與電連接器應可靠固定,金屬卡箍處的部位應纏裹絕緣帶或套上橡膠保護套,并露出卡箍3 mm~10 mm”。通常采用纏裹聚氯乙烯帶的辦法,特殊環境下采用適應相應環境的材料。
需要工藝人員對應用場景有較高的識別度,針對相應的情況來采取相應保護措施。如某電纜網產品,在總裝入廠檢測過程中發現,連接器殼體與導線出現間斷性的短路現象。經分析發現,此類連接器殼體空間較小,同時焊點位置與殼體很近,且殼體內部有凸臺,在生產裝配過程中需要注意的細節有很多。需要很多的工藝措施保障,尤其導線較多的情況下,工藝保障措施更為重要。問題電纜網連接器見圖3所示。
2.3 問題的分析與處理
問題電纜網使用的連接器為體積較小的矩形連接器JF14A,容易產生短路。焊接時要注意焊點的大小,焊接完成后,尾罩安裝過程中利用小工裝防止導線的損傷。特別是靠近殼體的導線利用較長的套管保護,避免尾罩安裝側面的螺釘磨損,導致導線破損。工藝人員在工藝圖紙審查過程中首先要注意導線線徑與連接器的匹配性;生產前的工藝審查及問題識別也至關重要,盡可能發現工藝環節中的不足及關鍵點,不斷地積累生產經驗,并將經驗落實到工藝文件中。

圖3 JF14A
3 結束語
由于電纜網使用連接器種類和連接方式的千差萬別,在生產過程中只有找到其制作的技術難點,針對具體問題開展深入的技術研究,采取有效的工藝措施,才能確保可靠的產品質量。工藝工作需要勤總結、多積累、善于發現問題,使問題從設計選型得以注意,從源頭得以解決,降低生產質量問題的發生。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
