淺談汽車白車身表面缺陷控制方法
2019-08-15 16:03:06張龍王春陽
汽車實用技術 2019年15期
關鍵詞:質量
張龍,王春陽
(奇瑞汽車河南有限公司,河南 開封 475000)
1 引言
我國汽車制造質量水平與發達國家相比仍有很大的差距,比如車身外觀質量、焊接質量與德系奧迪、寶馬無法相提并論,此時此刻更需要我們納入車身質量提升計劃,持續的追求極致,首先考慮即使新員工操作,通過工位制作的改善,比如限位,使新員工上崗在操作過程中造成質量問題的概率為零。車身外觀質量是立足汽車行業的重中之重,因此研究外觀缺陷控制方法極其重要。
2 汽車白車身常見表面缺陷及其控制方法
2.1 電阻點焊外觀焊點常見質量缺陷及其控制方法
2.1.1 外觀焊點扭曲
焊點扭曲是指焊接后焊點表面與周圍板件相比,不在1條直線上,焊點周圍板件存在凹凸不平狀態,焊點扭曲幅度超過板件25°,車身外觀焊點扭曲會使板件起皺,影響焊點強度,白車身表面在汽車行業可以分為A、B、C、D 區,車身質量要求A、B 區為表面件,客戶可以直視的區域,焊點不允許存在扭曲現象。當焊點扭曲問題發生時,通過鈑金校正或使用大力鉗修復。如牙邊處焊點嚴重扭曲,會造成總裝膠條無法裝配,裝配后漏鈑金影響外觀質量,嚴重情況下會導致漏水。一些重要的基礎件搭接處、工位的關鍵焊點扭曲時,會造成車身尺寸偏差。此外,焊點扭曲造成板件表面變形,導致焊接時電極帽的接觸面發生變化,存在間隙,焊點易產生虛焊、脫焊質量問題。
案例一:焊點扭曲原因及解決措施:
原因(1):焊接的板件間存在間隙,不貼合導致。
解決措施:
1)整改沖壓模具,使兩板件焊接過程中無間隙。
2)在夾具上制作改善,增加夾爪,通過夾爪力度使板件貼合度間隙減少。
原因(2):焊接過程中焊鉗與板件表面不垂直。
解決措施:
(1)增加銅塊,使焊接過程中焊鉗通過銅塊進行焊接,銅塊與板件無間隙,從而保證焊點平整,如圖1。
(2)根據焊接型面選擇對應型號的焊鉗,確保焊鉗的結構可以滿足于被焊接板件型面垂直的要求。
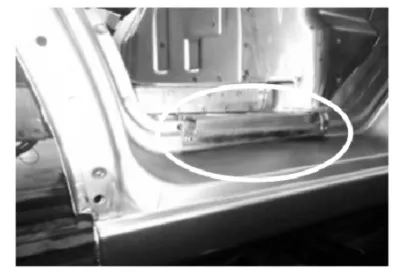
圖1 (銅板防護)
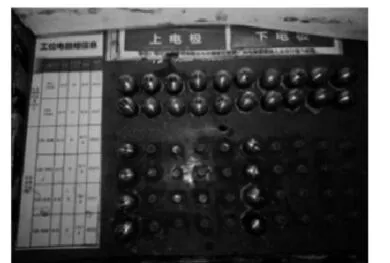
圖2 (電極帽信息)
(3)制作電極帽更換平臺,顯示每個工位不同焊鉗型號電極帽更換頻次,全員宣貫會簽,嚴格要求更換頻次執行,如圖2。
(4)對吊環增加限位,員工焊接時吊環拉在限位處,操作過程中省力,焊鉗更容易垂直板件,如圖3。

圖3 (吊環限位)
2.1.2 焊接分流
焊接分流是指焊接過程中焊鉗臂與板件接觸,輸出的電流沒有全部經過熔核區,導致有效電流減少。造成焊接分流的原因有很多,例如:焊點點距太小、板件間隙大、焊接連點、電極和板件干涉、板件裝配不良等。焊鉗分流造成熔核直徑減小,焊點存在虛焊風險;電極與板件干涉分流會造成接觸部位局部高溫,燒壞焊鉗電極臂和板件表面質量,在生產過程中要對焊接分流進行嚴格控制。
案例二:焊點分流的解決措施:
(1)在不影響點焊焊點強度的前提下,盡可能的加大點距。下表中為不同料厚下焊點點距的要求;長、直焊縫焊點間距要求一般在50~80mm 之間。

表1 不同料厚下焊點點距要求
(2)制作輔具,將電極與板件易分流部位隔離開。如:防分流膠帶及其他絕緣輔具,避免電極臂與板件直接接觸,如下圖4、5。

圖4 (防分流膠帶)

圖5 (防分流膠皮)
(3)對焊接板件表面進行清理,去除表面的雜質、油污、銹跡等。
2.2 白車身外表面質量缺陷及其控制方法
白車身常見缺陷:(1)車身外板焊鉗坑、焊點半點;(2)工位夾具夾緊狀態下,與板件受力大造成凹坑或劃痕;(3)運輸過程中防護不到位造成磕碰劃傷。
由于焊接過程中造成板件變形原因不同,解決方法也不相同。以上問題進行原因及解決方法進行分析:
(1)后背門風窗牙邊焊點焊接過程中,焊點無限位,焊點易打在風窗弧度處,導致棱線坑,對工位工裝夾具制作限位如圖6,焊點位置固定,便于員工連點操作,提高生產效率的同時保證焊點位置在1 條直線,增加車身美觀度,杜絕棱線坑的發生。
圖7 為前艙輪罩焊接,前擋板與減震器拼接處焊點位置屬于盲點,員工操作過程中無法確認焊點位置,易導致半點、漏點問題的發生,通過制作改善,在夾具工裝上增加限位,使員工操作焊鉗緊挨著限位,保證焊點位置準確,減少錯漏裝、半點質量問題的流出,提高車身質量。
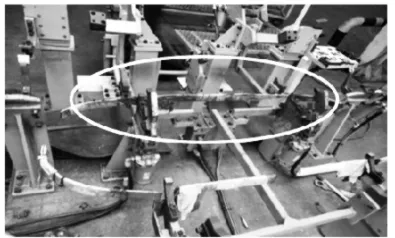
圖6 (擋板限位)
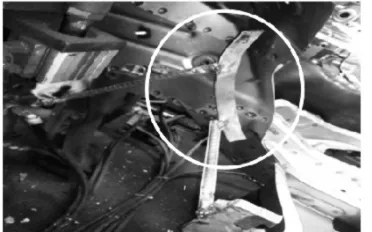
圖7 (擋板限位)
(2)側圍、頂蓋、四門外板板件在夾具支撐點、壓緊點接觸時,夾具支撐、壓緊點禁止采用硬度高的材質進行支撐壓緊,硬度高的支撐塊在工件取放、壓緊過程中易出現夾傷、劃傷等表面問題。對于此位置,夾具應采用呢絨快等材質進行壓緊支撐,夾具夾緊過程中可有效向橡膠塊施加壓力,解決外表面的夾傷、壓傷問題,如圖8。

圖8 (呢絨快支撐)

圖9 (板件接觸、無防護)
(3)工件在生產運輸過程中由于器具防護不到位也會出現鈑金問題,如:側圍總成下線后未按規定存放在器具凹槽內且板件間接觸未放置膠塊,造成板件與板件直接接觸,運輸中鐵與鐵碰撞造成外板劃傷、磕碰坑問題。因此,在過程中運輸設備一定要做好防護,按規定存放工件,避免工件磕碰、劃傷等問題,如圖9。
3 結束語
本文介紹了焊裝車間白車身制造過程中一些常見表面缺陷,通過夾具工裝限位、夾具支撐塊合理的運用、人員合理的分配、板件的優化等因素,打造零缺陷表面車身。隨著全球經濟的發展、人類生活水平的提高,客戶對白車身外觀質量要求隨之增強,這就要求我們時時刻刻圍繞現場,以車間檢驗員、生產員工反饋的問題為重中之重,展開一系列的反推將問題前移控制在工位、班組。始終牢記以顧客滿意是公司永恒的宗旨,為客戶提供零缺陷的產品和周到的服務是公司每位員工始終不渝的奮斗目標。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
