超高層鋼結構建筑厚板焊接工藝及應用
2019-08-15 08:49:22杜帆余偉華周斌斌舒澤斌
福建建筑 2019年7期
杜帆 余偉華 周斌斌 舒澤斌
(中建鋼構有限公司 廣東深圳 518000)
0 引言
隨著社會經濟的發展,人們對居住及辦公場所質量的要求也逐漸提高,高層及超高層鋼結構建筑如雨后春筍出現在城市里,民用建筑中高度超過100m為超高層。相比高層鋼結構,超高層建筑所采用的鋼板厚度更厚,強度更高,對焊接技術精準性控制提出了更高的要求。焊接作為鋼結構連接的主要形式之一,雖然應用已十分廣泛,但鋼結構厚板焊接技術[1]依然是當今建筑行業亟待解決的難題。本研究依托廈航總部大廈超高層全鋼結構工程,通過施工過程中及時存儲的影像記錄,研究厚板焊接工藝及變形控制技術。
1 工程概況
廈航總部大廈項目辦公塔樓,為鋼框架(鋼管混凝土柱)+中心支撐結構體系的全鋼結構,高約184.5m,地下3層,地上36層,鋼柱均為箱型鋼管柱,鋼梁截面類型含H型和箱型2種,鋼斜撐為H型,其中地上前3層為方形900mm防屈曲支撐。該工程鋼結構連接方式,包含焊接、螺栓連接、栓焊連接,酒店塔樓鋼柱為十字型與H型兩種,二者均主要采用國產Q345B與Q345GJB低合金結構鋼,總用鋼量約2萬t,構件均為工廠制作完成后現場拼裝。該工程焊接量巨大,超厚板較多,對焊工技術要求較高,焊工入場前需經過嚴格焊工考試合格后方可上崗。
2 焊接形式
在該工程項目中,包含大量超厚板鋼材及大截面鋼柱,焊縫主要有全熔透焊縫、角焊縫,焊縫等級分別為一級、二級焊縫。通過有資質的相關檢測單位利用超聲波無損探傷檢測焊縫質量,該項目主要涉及到橫焊、平焊、立焊3種焊接方式,鋼柱、鋼梁主要截面形式如表1所示。

表1 鋼柱、鋼梁主要截面形式
3 焊接工藝
3.1 焊材與焊接設備選用
該工程焊接方式涉及到手工電弧焊、二氧化碳氣體保護焊、埋弧焊,依據《鋼結構焊接規范》GB50661-2011選用焊材規格,如表2所示。

表2 焊材規格
施工現場手工電弧焊采用E5016,焊絲采用實心焊絲ER50-6及藥芯焊絲E501T-1;現場焊絲化學成分及熔敷金屬力學性能,經有資質的檢測單位檢測合格后方可使用。由于該工程焊接量較大,選用NBC-500焊機,此類焊機體積較小,焊接性能好,線路成熟、質量穩定可靠,適用于鋼結構高質量焊接。
3.2 關鍵節點焊接工藝及技術
3.2.1焊接順序
為控制焊接變形,防止應力不對稱,鋼柱焊接采用兩人同時對稱施焊,相對面焊接方向為反對稱,即焊接里口時,第一層至第三層必須精細操作,因為焊接變形主要由此步驟造成。在焊接一至三層結束后進行背面清根處理,繼續焊接外口,外口一次焊完,最后再焊接里口剩余部分。不同截面鋼柱、鋼梁焊接順序如表3所示。
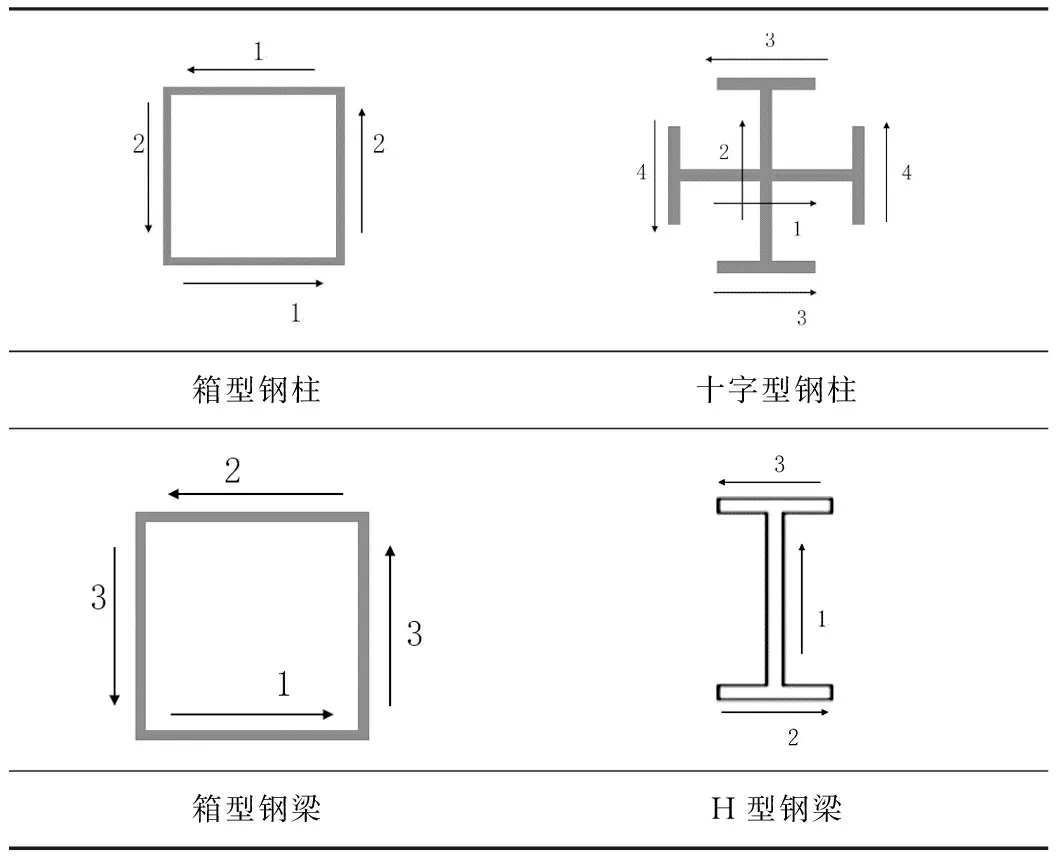
表3 鋼柱、鋼梁截面焊接順序
3.2.2焊接工藝及技術
(1)焊前預熱
由于該項工程中最厚板為100mm,焊前采用火焰進行預熱,預熱溫度為120℃,預熱范圍寬度為焊縫上下150mm,預熱溫度采用紅外溫度儀進行測溫,待火焰加熱器預熱離開后方可進行測溫。
(2)多層多道焊
為控制焊接過程中出現層狀撕裂的現象,該項工程厚板焊接時,首先打底焊接5mm,使用多層多道[2]方式進行焊接,每層厚度不超過5mm,若每層厚度過大不利于控制焊縫質量,焊接時需精細化操作。由于焊接時從焊槍溢出的CO2保護范圍有限,每層焊縫寬度超過15mm時易出現氣孔,該項目控制每層焊縫寬度為10mm,100mm厚板共焊10層。為不影響焊接質量,施工時嚴格控制每層焊縫寬度不得超過15mm,每層焊縫由多道焊縫組成,分層多道焊及一次焊接到位的焊縫,如圖1所示。
(3)層間溫度控制
焊接應一次性到位,避免中途間隔時間過長焊縫冷卻后出現斷層現象,焊接時需使用溫度測定儀實時監控焊接層間溫度,嚴格控制層間溫度在120℃到250℃之間;焊接過程中需保持連續施工,若期間中斷后溫度降至120℃以下;再次焊接時,需重新用火焰加熱至指定溫度后進行。
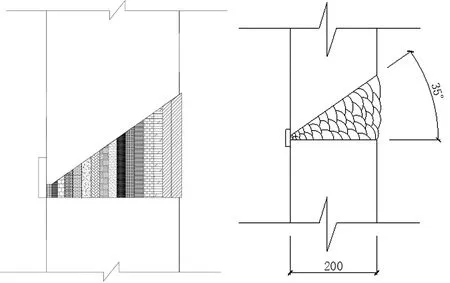
多層多道焊
一次焊接到位
(4)焊接參數確定
該項工程大量使用CO2氣體保護焊,為防止層狀撕裂應按表4嚴格控制焊接參數:

表4 焊接參數
(5)焊后處理
①焊接作業完成后,清理焊縫表面的熔渣和金屬飛濺物,焊工自行檢查焊縫外觀質量,如不符合要求,應焊補或打磨,修補后的焊縫應光滑圓順,不影響原焊縫外觀質量要求。
②重要構件或重要節點焊縫,焊工自行檢查焊縫外觀合格后,在焊縫附近打上焊工的鋼印。
③外露鋼構件對接接頭,磨平焊縫余高,達到與被焊材料同樣的光潔度,清理完成后的焊縫及時予以涂刷防腐油漆,防止焊縫生銹。
3.3 焊后余溫監測

圖2 紅外溫度測定儀
為探索CO2氣體保護焊實心焊絲與藥芯焊絲焊后余溫消除,該項工程每隔1h用紅外溫度測定儀(圖2)監測一次焊縫表面溫度。每次監測取焊縫隨機3個點,溫度取3個點處的平均值作為最終實測溫度。
由于該工程處于福建省廈門市,冬無嚴寒、夏無酷暑,施工現場焊接完成后并無采取保溫措施,焊縫在環境中自然冷卻。通過紅外溫度測定儀實測溫度值如5所示。
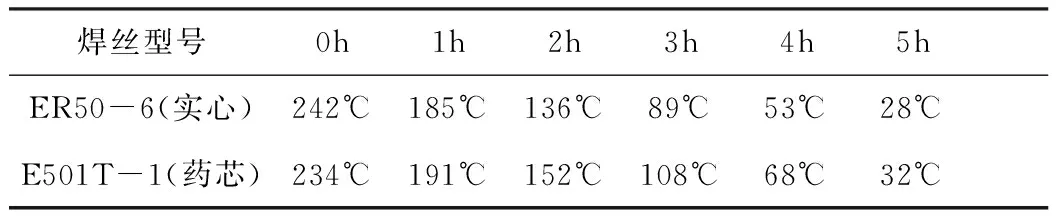
表5 實心焊絲、藥芯焊絲測溫度值
圖3顯示,通過非線性擬合曲線可知,藥芯焊絲及實心焊絲散熱曲線十分接近,實心焊絲降溫較為均衡,藥芯焊絲起初降溫較快,后期逐漸變慢,在大約5~6h后焊縫均降至室溫左右;二次冪函數擬合兩種焊絲降溫曲線,藥芯焊絲為y=3.79x2-62.16x+242.86,實心焊絲為y=0.55x2-43.43x+234.32,擬合度均為0.99。該工程設計文件并未要求焊后采取應力消除措施。

圖3 藥芯焊絲與實心焊絲散熱曲線
3.4 焊接殘余應力消除
在焊接過程中,由于焊接件產生溫度梯度,接頭組織和性能的不均勻,導致焊接件內部因溫差而膨脹收縮不均勻,進而產生焊接應力,焊后殘留在焊件內的應力即為焊接殘余應力;消除焊接殘余應力的方法有:熱處理、錘擊、振動法和預載法等。工程上主要采用退火處理,溫度越高、保溫時間越長,溫度梯度約小,應力釋放越緩慢并均勻,消除焊接殘余應力的效果就越好,在冬季施工或焊接環境溫度較低時采用此方法。
該工程處于廈門地區,冬季平均溫度為13~20℃,溫度較高,采用在空氣中自然降溫的方式消除焊接殘余應力。若僅考慮溫度場對熱應變的耦合作用[3],通過熱應力物理方程[4]可知物理內部會產生一個膨脹值為αTΔT(x,y,z),其中αT為熱膨脹系數,則該物體的物理方程為:
其中:E為彈性模量,μ為常系數,σ為應力,ε即熱應變,指標形式如下:
其中:
由于兩種焊絲選用同樣的母材,均為Q345GJB熱軋型鋼,焊絲為與母材匹配,其彈性模量及導熱系數等參數應與母材相似,通過熱應變無理方程及虛功原理可以推測焊縫的熱應變同降溫曲線相似,同時可以猜測焊縫熱應力(殘余應力)消散曲線也相同。
4 結論
(1)目前,廈航總部大廈鋼結構工程已完成用鋼量1萬t,焊縫共約1.8萬條,超聲探傷一次合格率高達99.3%。
(2)根據節點構造,超高層鋼結構建筑中箱型鋼柱、鋼梁應采取雙人對稱橫焊,焊接速率不可相差太遠;H型鋼梁及十字型鋼柱采用先腹板厚翼緣的焊接順序進行。
(3)超高層鋼結構建筑厚板焊接,應采取分層多道方式進行,嚴格控制每層每道焊縫寬度及厚度,焊接層間溫度嚴格控制在120~250℃。
(4)通過現場檢測,由實心焊絲及藥芯焊絲構成的焊縫降溫速率基本一致,實心焊絲構成的焊縫勻速降溫,藥芯焊絲構成的焊縫前期降溫較快、后期趨于勻速,二者大約在2~6h后達到常溫,由熱應力物理方程及虛功原理,推測焊接殘余熱應力消散曲線與之相似。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
設備管理與維修(2015年12期)2015-04-09 06:57:24
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54