高溫時效對9Cr/CrMoV異種鋼焊接接頭沖擊性能的影響
2019-08-16 09:10:12李曉虹趙炳戈張元恒王遠方高玉來
上海金屬 2019年4期
關鍵詞:焊縫
李曉虹 丁 凱 趙炳戈 張元恒 王遠方 高玉來
(1.省部共建高品質特殊鋼冶金與制備國家重點實驗室,上海 200444; 2.上海市鋼鐵冶金新技術開發應用重點實驗室,上海 200444; 3.上海大學材料科學與工程學院,上海 200444)
超臨界技術是在控制二氧化碳排放量的基礎上,通過提高蒸汽溫度和蒸汽壓力提高發電效率,減少對環境的危害[1]。提高蒸汽溫度和蒸汽壓力對汽輪機部件產生較大的應力,因此對材料性能提出了更高的要求[2]。汽輪機轉子是汽輪機的關鍵部件之一[3],高、中壓轉子材料要求較高的強度、良好的塑性和韌性[4]以及較高的疲勞強度和蠕變強度等[5],因此9Cr鋼被廣泛用于制造汽輪機結構材料[6]。但由于鈷、硼等元素的添加,9Cr鋼價格昂貴。為了充分發揮不同材料的性能優勢、成本優勢,低壓轉子一般采用綜合性能良好的CrMoV鋼制造。采用窄間隙焊接技術將不同的材料連接成一個整體,從而降低整鍛的技術難度,且提高生產效率[7]。窄間隙埋弧焊是一種低成本、高生產效率的焊接方法,焊縫區域窄,焊接質量容易得到保證[8],配合多層多道焊接方法,后一焊道對前一焊道產生回火作用,有助于提高焊接接頭的韌性和焊接質量[9]。
異種材料的焊接已廣泛應用于核電、蒸汽發電廠、石油化工等行業。但是,不同母材之間化學成分的巨大差異給異種焊接接頭獲得良好的性能帶來了挑戰。汽輪機轉子長期工作在高溫、高壓環境中,并在啟動和停止過程中承受巨大的瞬間沖擊,引起材料微觀組織、析出相的演變和合金元素(如P、As、Sn等)向晶界的偏析,從而導致沖擊性能降低[10]。因此,研究異種鋼焊接接頭的沖擊韌性具有重要意義。袁立方等[11]研究了30Cr1Mo1V汽輪機轉子鋼在630 ℃時效后組織和性能的變化,發現隨著時效時間的延長,碳化物不斷長大粗化。Peng等[12]研究發現,25Cr20NiNbN鋼在時效初期沖擊韌性急劇下降,之后,隨著時效時間的延長,沖擊韌性下降平緩,沖擊韌性降低的主要原因是晶界析出了M23C6相。為此,本文研究了538 ℃長期時效對9Cr/CrMoV鋼異種焊接接頭沖擊韌性和顯微組織的影響,為汽輪機轉子在高溫腐蝕環境中的長期使用提供參考。
1 試驗材料與方法
試驗選用9Cr和CrMoV鋼為母材,窄間隙鎢極氬弧焊(narrow gap tungsten inert gas welding,NG- TIG)進行打底,以保證焊接質量。采用窄間隙埋弧焊對模擬件進行多層多道次填充。母材和焊劑的化學成分如表1所示。焊后進行熱處理,以降低殘余應力,穩定微觀組織。然后模擬汽輪機轉子實際工作溫度538 ℃時效3 000 h,將未時效和時效的焊接接頭線切割加工成標準夏比擺錘沖擊試樣(如圖1所示),采用夏比擺錘沖擊試驗機(Zwick RKP450 IWI)進行室溫沖擊試驗。
對沖擊后的試樣進行磨拋,用體積比為3∶3∶5的HCl∶HNO3∶H2O腐蝕劑進行腐蝕,利用光學金相顯微鏡(Zeiss, Imager A2m)和掃描電子顯微鏡(JSM- 6700F)觀察微觀組織及斷口形貌。最后,利用維氏硬度計(MH- 5L)測量焊接接頭的顯微硬度。

表1 母材和焊劑的化學成分(質量分數)Table 1 Chemical compositions of the base metals and filler wire (mass fraction) %

圖1 沖擊試樣的外觀形貌Fig.1 Appearance of the specimens for Charpy impact test
2 結果與結論
2.1 9Cr/CrMoV異種鋼焊接接頭的沖擊性能
圖2是未時效和時效焊接接頭的力- 位移曲線。在沖擊試驗過程中,試樣在擺錘的作用下彈性變形,沖擊力迅速上升。隨著沖擊力的進一步上升,試樣V型缺口部位由于受較強的應力作用而首先發生屈服,曲線的斜率隨之改變,未時效和時效試樣焊縫區域的性能出現了差異,強度較低的試樣先發生塑性變形。由圖2(a)可見,3塊試樣的沖擊吸收能量差異較小,未時效試樣焊縫的沖擊性能比較穩定,平均沖擊吸收能量為23 J。從圖2(b)可以看出,時效處理對焊縫區域的沖擊性能影響較大,經538 ℃時效3 000 h后焊縫的沖擊吸收能量降低至14 J,且波動較大。
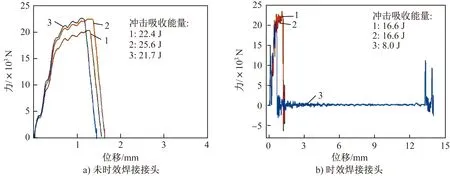
圖2 沖擊試驗結果Fig.2 Charpy impact test results
圖3為9Cr/CrMoV異種鋼焊接接頭焊縫的沖擊斷口形貌。由圖3(a)可以看出,未時效焊接接頭的斷口主要由放射區構成,屬于準解理斷裂。圖3(b)是圖3(a)中B區域的放大圖,可以觀察到未時效焊接接頭的斷口由許多準解理小裂面構成,準解理面上存在著解理臺階,且在兩個準解理面交接的局部區域出現韌窩帶。此外還觀察到準解理面上的河流狀花樣,這是準解理小裂面由于局部區域發生強烈塑性變形而連結成的斷面。從圖3(c)中可以看出,時效焊接接頭的整個斷面較為平整,主要由放射區構成,屬于準解理斷裂。圖3(d)是圖3(c)中D區域的放大圖,可以觀察到準解理小裂面、解理臺階、河流狀花樣及韌窩等典型形貌。與未時效焊接接頭相比,經538 ℃時效3 000 h的焊接接頭的斷口形貌中韌窩的數量減少且尺寸較小,深度變淺,說明沖擊性能降低。
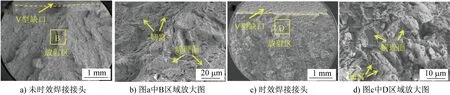
圖3 沖擊試樣斷口微觀形貌Fig.3 Fracture morphologies of impact specimens
2.2 9Cr/CrMoV異種鋼焊接接頭的組織
圖4為9Cr/CrMoV異種鋼焊接接頭的宏觀組織形貌。從圖中可以看出,焊縫寬度約20 mm,焊接件的整個焊接接頭共分為5個特征區域,即CrMoV鋼母材、CrMoV鋼熱影響區、焊縫、9Cr鋼熱影響區和9Cr鋼母材。焊縫由柱狀晶區和等軸晶區組成,焊縫中心區域為等軸晶組織,這是由于焊接過程中熱傳遞方式不同導致的。柱狀晶區的產生是由于焊縫金屬的快速冷卻,使得柱狀晶沿著散熱方向的相反方向生長,具有明顯的方向性,寬度約2 mm。等軸晶區位于兩相鄰的柱狀晶區之間,受后續焊道對前一道焊縫金屬的焊接熱影響而產生,等軸晶區寬度約0.5 mm。焊縫中心區域的等軸晶區較寬,約1 mm。兩側熱影響區寬約5 mm,熱影響區包括粗晶區、細晶區和過回火區。粗晶區和細晶區寬約2 mm,粗晶區離熔合線最近,受焊接熱影響最明顯。細晶區受焊接熱影響再結晶,晶粒細小。離熔合線更遠的區域經歷高溫回火而形成了過回火區。
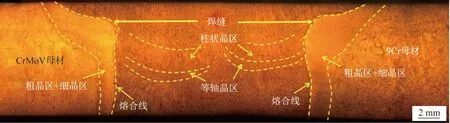
圖4 9Cr/CrMoV異種鋼焊接接頭的金相全景Fig.4 Overall macrostructure of the whole dissimilar welded joint
圖5為未時效和時效焊接接頭兩側母材的顯微組織。從圖5(a,b)中可以看出,未時效焊接接頭的9Cr鋼母材為板條馬氏體,板條特征清晰可見,還觀察到初生奧氏體晶界,CrMoV鋼母材為回火馬氏體。對比圖5(a,b)和圖5(c,d)可見,時效試樣兩側母材組織與未時效試樣相比未發生明顯變化,說明9Cr鋼和CrMoV鋼經538 ℃時效后的組織穩定性良好。

圖5 母材的顯微組織Fig.5 Microstructures of base metal
未時效和時效焊接接頭熱影響區的顯微組織分別如圖6和圖7所示。未時效試樣9Cr鋼的熱影響區為回火馬氏體組織,由于受焊接熱的影響,馬氏體中的過飽和碳逐步以碳化物的形式析出,馬氏體板條特征消失,進而轉變為回火馬氏體。對于異種鋼焊接接頭,母材與焊劑化學成分的差異會形成碳遷移現象。由于本試驗中強碳化物形成元素Cr[13]在焊縫和兩側母材中的含量存在顯著差異,因此9Cr鋼側在緊鄰熔合線的熱影響中存在碳遷移帶,CrMoV鋼側在緊鄰熔合線的焊縫中存在碳遷移現象。CrMoV鋼母材與焊縫中Cr含量的差異比9Cr鋼母材的小,因此CrMoV鋼側的碳遷移帶沒有9Cr鋼側的明顯。CrMoV鋼熱影響區組織為回火馬氏體, 其中粗晶區和細晶區晶粒尺寸差異明顯。與未時效試樣相比,時效試樣熱影響區的組織變化不大,碳遷移帶也無明顯變化,說明熱影響區的組織比較穩定。
圖8(a,b)為未時效和時效焊接接頭焊縫的顯微組織,可以看出,焊縫均為回火馬氏體組織。未時效和時效試樣焊縫區域的SEM形貌如圖8(c,d)所示。可見時效試樣焊縫區域的析出相主要呈粒狀,尺寸較小,且分布較為均勻。時效后的析出相尺寸明顯增大,且形狀不規則;晶界顆粒尺寸大于晶內,說明在高溫長時環境中焊縫晶界析出相優先長大粗化。本課題組前期研究[14]發現,10Cr轉子鋼中析出相主要為M23C6,在長時間時效過程中M23C6明顯粗化,從而對焊接接頭的沖擊性能產生不利影響[15]。
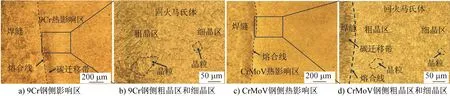
圖6 未時效焊接接頭的顯微組織Fig.6 Microstructures of unaged welded joints
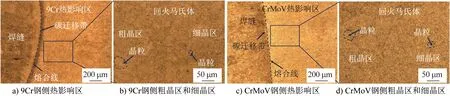
圖7 時效焊接接頭的顯微組織 Fig.7 Microstructure of aged welded joints
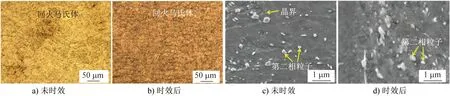
圖8 焊縫的(a,b)光學金相和(c,d)掃描電鏡組織Fig.8 Microstructures of the weld observed (a,b) by optical metallographic microscopy and (c,d) by scanning electron microscopy
2.3 9Cr/CrMoV異種鋼焊接接頭的顯微硬度
未時效和時效的9Cr/CrMoV異種鋼焊接接頭的顯微硬度分布如圖9所示。時效后焊接接頭的顯微硬度較時效前有所提高, 異種鋼焊接件的整個焊接接頭顯微硬度較為穩定。整體來看,CrMoV鋼母材的硬度在230 HV0.2左右,9Cr鋼母材的硬度約280 HV0.2,焊縫的硬度在270~280 HV0.2之間,略有波動,這是因為在多次焊接熱循環過程中,后續焊道對前層焊道的熱影響區產生回火作用,導致焊縫局部區域硬度下降。焊縫兩側熱影響區的顯微硬度波動劇烈,由于焊接過程中產生碳遷移現象,熔合線附近的顯微硬度存在極大值。過回火區的顯微硬度存在極小值,因為過回火區經歷了高溫回火過程,析出相粗化,且位錯密度低于母材,致使過回火區硬度降低[16]。熱影響區組織分布的不均勻性導致其硬度存在一定差異,但差值不超過100 HV0.2,性能相對穩定。

圖9 9Cr/CrMoV異種鋼焊接接頭顯微硬度分布Fig.9 Microhardness distributions of 9Cr/CrMoV dissimilar steel welded joints
3 結論
(1)未時效和時效的9Cr/CrMoV異種鋼焊接接頭的沖擊斷口較為平整,均表現為準解理脆性斷裂,斷口具有準解理面、解理臺階及韌窩等典型特征。與未時效試樣相比,時效后焊縫的沖擊吸收能量降低。
(2)9Cr/CrMoV異種鋼焊接接頭共分為5個特征區域,分別為9Cr鋼母材、9Cr鋼熱影響區、焊縫、CrMoV鋼熱影響區和CrMoV鋼母材。其中焊縫組織為回火馬氏體,由柱狀晶和等軸晶組成。焊接接頭存在碳遷移現象。時效后各特征區的顯微組織未發生明顯變化,組織穩定性良好。
(3)未時效焊接接頭焊縫中的析出相細小、數量多,且分布彌散,固溶強化效果顯著,焊縫的沖擊性能較高。時效后焊縫中的析出相逐漸粗化,其彌散強化作用減弱,導致焊縫的沖擊性能降低,顯微硬度升高。未時效和時效焊接接頭的顯微硬度分布大致相同,即硬度從熔合線的極大值往兩側母材方向逐漸降低至極小值后,再回升至母材硬度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07