TRIP/TWIP異種鋼激光偏束焊接接頭的顯微組織與力學性能
2019-08-16 09:10:12劉仁東吳文恒
上海金屬 2019年4期
王 濤 張 梅 劉仁東 盧 林 張 亮 吳文恒
(1.上海材料研究所上海3D打印材料工程技術研究中心,上海 200437; 2.上海大學材料科學與工程學院,上海 200444; 3.鞍鋼技術中心,遼寧 鞍山 114001)
輕量化是汽車產業的重要發展方向,將高強度鋼板應用于汽車制造是實現輕量化的有效手段[1]。相變誘發塑性(transformation induced plasticity, TRIP)鋼和孿晶誘發塑性(twinning induced plasticity, TWIP)鋼因具有良好的強塑性匹配及成型性能受到汽車行業的持續關注,并逐步應用于汽車重要結構件的制造[2- 3]。激光焊接是汽車制造中的關鍵工藝之一,具有焊縫強度高、寬深比低、焊接熱變形小等諸多優點,現已在規模化工業生產中廣泛應用。因此,TRIP鋼和TWIP鋼的激光焊接性能研究對于擴展其工業化應用具有重要意義,而異種鋼的焊接研究也成為實現差異化結構性能零部件的有效連接和車身結構一體化的關鍵技術途徑[4]。
針對TRIP鋼和TWIP鋼的異種鋼焊接,國內外學者研究表明,TRIP鋼與TWIP鋼中錳含量的差異會導致激光焊接熔池中發生Mn元素的稀釋,使焊接接頭的脆性明顯增加[5- 6]。添加焊絲能夠改善TWIP鋼熔化對焊縫成分的影響,并獲得近似TWIP鋼焊接形成的奧氏體焊縫[7- 8],但焊接接頭的力學性能提升有限[9- 10]。不添加焊絲的情況下,合理控制焊接工藝窗口也能改善焊縫內合金成分分布,獲得高質量的焊縫[11]。此外,焊縫中錳元素的不均勻分布還會顯著影響焊縫中凝固組織形態、退火孿晶界比例以及晶粒的細化程度,從而影響焊接接頭的力學性能和斷裂位置[12]。
目前對于TRIP鋼和TWIP鋼在異種鋼焊接時光束偏移量的優化問題幾乎未見報道。因此,本文采用光纖激光器,通過偏移激光束對TRIP鋼與TWIP鋼進行焊接,研究激光束偏移量對焊接接頭的顯微組織和力學性能的影響,旨在為TRIP鋼和TWIP鋼的異種鋼激光焊接工藝及性能研究提供技術參考。
1 試驗材料與方法
試驗母材為鞍鋼提供的1.5 mm厚1 000 MPa級TRIP鋼板及1 200 MPa級TWIP鋼板,兩者的化學成分與力學性能分別見表1和表2。
焊接設備為IPG- YLS6000型光纖激光器,待焊接試樣尺寸為100 mm×80 mm,采用對接形式進行焊接,焊接方向垂直于軋制方向,激光功率、焊接速度和保護氣體流量分別設定為3.5 kW、4.8 m/min和20 L/min,光束偏移量分別為-0.5、0、+0.5 mm(規定激光束向TWIP鋼側偏移為正)。
焊后截取小塊焊接接頭試樣,經機械拋光后使用體積分數為4%的硝酸酒精溶液侵蝕,然后采用VHX- 600超景深光學顯微鏡(OM)觀察焊接接頭截面的宏觀形貌,并使用Appollo300場發射掃描電子顯微鏡(FG- SEM)搭載OXFORD- INCA能譜儀對焊接接頭的顯微組織進行表征。
使用MH- 3維氏硬度計測試TRIP/TWIP焊接接頭的顯微硬度,試驗力為200 g,加載時間為15 s,沿鋼板1/3及1/2厚度處測量,測點間距為100 μm。
依據GB/T 228.1—2010加工焊接接頭的標準拉伸試樣,平行標距端的長度和寬度分別為30和6.4 mm。焊接接頭的拉伸試驗在CMT 5105型微機控制電子萬能試驗機上進行,垂直于焊縫及平行于焊縫方向拉伸,拉伸速率為3 mm/min。

表1 試驗用TRIP鋼的化學成分(質量分數)及力學性能Table 1 Chemical composition (mass fraction, %) and mechanical properties of the tested TRIP steel

表2 試驗用TWIP鋼的化學成分(質量分數)及力學性能Table 2 Chemical composition (mass fraction, %) and mechanical properties of the tested TWIP steel
2 試驗結果與分析
2.1 焊接接頭的宏觀形貌
圖1為不同光束偏移量下,TRIP鋼與TWIP鋼的異種鋼焊接接頭截面的宏觀形貌。由圖1可知,采用試驗焊接工藝可獲得完全焊透的焊接接頭。焊接接頭TWIP鋼側的熱影響區較窄,而TRIP鋼側的熱影響區較寬,且熱影響區內的組織形貌變化明顯。其原因在于,TWIP鋼為單相奧氏體鋼,熱影響區僅發生晶粒粗化,而TRIP鋼的復相組織在焊接熱循環中較寬的溫度區間內均可發生組織轉變,因此熱影響區內的組織形貌差異顯著[13]。
此外,偏移量為-0.5和0 mm時獲得的焊縫內部組織不均勻(見圖1(a)和圖1(b)),可觀察到不連續分布的樹枝晶,并且當激光束由TRIP鋼側向TWIP鋼側偏移時,焊縫截面中的樹枝晶數量明顯增多,當偏移量為+0.5 mm時,整個焊縫由樹枝晶組成,組織形態均勻(見圖1(c))。
2.2 焊接接頭的微觀形貌
使用FG- SEM進一步觀察TRIP/TWIP焊接接頭的顯微組織,如圖2所示。激光束偏移量為-0.5和0 mm時形成的焊縫主要由奧氏體與馬氏體組成(見圖2(a)和圖2(b)),而偏移量為+0.5 mm時形成的焊縫為全奧氏體組織(見圖2(c))。此外, 組織不均勻的焊縫中(見圖2(a)和圖2(b))局部區域的樹枝晶在生長方向上被馬氏體分隔,使用EDS線掃描對奧氏體和馬氏體區域進行Mn、Si和Al元素含量分析,結果表明,奧氏體與馬氏體中Mn含量差異最為明顯(見圖2(b))。由此可見,激光束偏移量為-0.5和0 mm時,焊縫組織的不均勻歸因于局部Mn含量的分布差異;而偏移量為+0.5 mm時,熔化的TRIP鋼稀釋了熔池中的Mn,但熔池中的Mn含量仍足以使凝固形成的全奧氏體組織穩定至室溫。
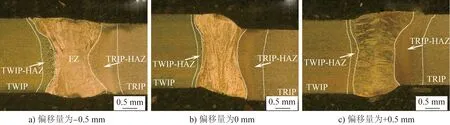
圖1 不同偏移量下TRIP/TWIP激光焊接接頭截面的宏觀形貌Fig.1 Cross- sections of laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
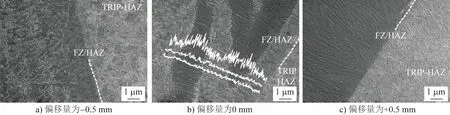
圖2 不同偏移量下TRIP/TWIP激光焊接接頭截面的SEM形貌Fig.2 SEM morphologies of laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
激光焊接過程中, 激光束形成的Marangoni流會促使熔池內金屬液的攪動和合金元素的混合稀釋[14]。在激光焊接TRIP鋼和TWIP鋼時,焊接位置的TRIP鋼與TWIP鋼熔化后隨Marangoni流在熔池中流動,但快速冷卻使熔池迅速凝固從而顯著縮短溶質元素的混合時間,樹枝晶從熔池邊緣向熔合線生長,導致熔池內合金元素的分布狀態在短時間內被凍結,因此在單一樹枝晶晶內即可導致合金元素明顯的不均勻分布。Mn是穩定奧氏體元素,當熔池中Mn含量不足以將整個熔池凝固后形成的奧氏體穩定至室溫時,Mn含量較高的區域冷卻后仍為奧氏體,從而使樹枝晶的形態得以保留;Mn含量較低的區域則會在冷卻過程中發生馬氏體轉變,因此在焊縫局部區域形成奧氏體與馬氏體間隔分布的顯微組織形態,而焊縫的宏觀組織形態在一定程度上可以表征熔池中的Marangoni流。
3 焊接接頭的力學性能
3.1 顯微硬度
不同光束偏移量焊接獲得的TRIP/TWIP焊接接頭的顯微硬度分布如圖3所示。其中,TRIP鋼和TWIP鋼母材的平均顯微硬度分別為295和300 HV0.2。焊接接頭中TWIP鋼側的熱影響區由于晶粒粗化,顯微硬度略低于TWIP鋼母材,而TRIP鋼側熱影響區的顯微硬度從母材到焊縫邊緣逐漸上升,并且在靠近母材的區域沒有出現明顯的局部軟化現象。
光束偏移量為-0.5和0 mm時的焊縫內硬度分布波動較大,鄰近區域的最高硬度差大于200 HV0.2(如圖3(a)和圖3(b)中虛線框所示),焊縫內明顯的硬度差異歸因于局部區域奧氏體與馬氏體的間隔分布。偏移量為+0.5 mm焊接獲得的全奧氏體焊縫由粗大的樹枝晶組成,因此其硬度明顯低于兩側母材及熱影響區。
3.2 拉伸性能
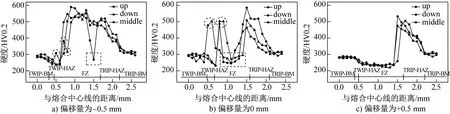
圖3 不同偏移量下TRIP/TWIP激光焊接接頭的顯微硬度分布Fig.3 Microhardness profiles across the whole laser welded TRIP/TWIP dissimilar joints formed using beam- offset welding procedure
垂直于焊縫方向拉伸的TRIP/TWIP焊接接頭試樣的工程應力- 工程應變曲線如圖4所示。可見拉伸曲線未出現明顯的屈服平臺, 焊接試樣均斷裂在焊縫。光束偏移量為-0.5和0 mm時焊接試樣的斷后伸長率均低于4%,由此判斷,焊縫發生了脆性斷裂。偏移量為+0.5 mm時焊接試樣的抗拉強度和斷后伸長率均明顯改善,抗拉強度高于850 MPa,斷后伸長率達到9.8%,但仍低于TRIP鋼和TWIP鋼母材。

圖4 垂直于焊縫方向拉伸的激光焊接接頭試樣的工程應力- 工程應變曲線Fig.4 Engineering stress- engineering strain curves for the laser welded joint samples during the tensile testing in direction perpendicular to the weld line
圖5為垂直于焊縫方向拉伸的TRIP/TWIP焊縫的斷口形貌。由圖可知,激光束由TRIP鋼側向TWIP鋼側偏移,TRIP/TWIP焊縫的主要斷裂方式由脆性斷裂(見圖5(a))向脆性斷裂和塑性斷裂的混合型斷裂(見圖5(b))再向塑性斷裂轉變(見圖5(c))。此外,根據焊縫的斷口形貌判斷,激光束偏移量為-0.5和0 mm焊接獲得的焊縫,其斷裂并非源于焊縫中的低硬度區,而是源于硬度較高的馬氏體。
圖6為平行于焊縫方向拉伸的TRIP/TWIP焊接接頭試樣的工程應力- 工程應變曲線。 可見拉伸試樣均出現了二次斷裂,第一次斷裂在焊縫,裂紋擴展導致第二次斷裂在TRIP鋼側。光束偏移量為-0.5和0 mm時焊縫的斷后伸長率均小于5%,仍呈現出明顯脆性斷裂特征。而光束偏移量為+0.5 mm時焊縫的塑性較好,斷后伸長率達到20%以上,同時抗拉強度達到1 039 MPa,力學性能接近TRIP鋼母材。由此可見,激光束向TWIP鋼側偏移形成全奧氏體焊縫有助于提升焊接接頭平行于焊縫拉伸時的力學性能。

圖5 垂直于焊縫拉伸的TRIP/TWIP焊縫的斷口照片Fig.5 Fracture morphologies of the TRIP/TWIP weld after the tensile testing in direction perpendicular to the weld line

圖6 平行于焊縫方向拉伸的激光焊接接頭試樣的工程應力- 工程應變曲線Fig.6 Engineering stress- engineering strain curves for the laser welded joint samples during the tensile testing in direction parallel to the weld line
圖7為平行于焊縫方向拉伸的TRIP/TWIP焊縫的斷口形貌。激光束由TRIP鋼側向TWIP鋼側偏移,其焊縫斷裂形式的變化規律與垂直于焊縫拉伸時一致。結合圖5和圖7分析可知,TRIP/TWIP焊縫中發生錳元素的稀釋從而形成奧氏體與馬氏體的雙相組織時,馬氏體是焊縫發生脆性斷裂的源頭。然而,TRIP鋼激光焊接形成的焊縫并未出現明顯的脆性[13]。考慮到本文中TRIP鋼與TWIP鋼的合金成分差異,判斷除Mn元素的稀釋外,熔池中碳含量的變化也可能是導致焊縫中馬氏體發生脆斷的原因之一。當光束偏移量為-0.5和0 mm時,由于TRIP鋼碳當量較高,而且TWIP鋼熔化會增加熔池中的碳含量,熔池凝固后錳含量較低區域的碳含量和碳當量均會高于TRIP鋼母材,引起焊縫局部區域的馬氏體轉變溫度上升,并形成較高碳含量的馬氏體,因此顯著增加了焊縫的冷裂傾向。
當激光束向TWIP鋼側偏移形成全奧氏體焊縫時,焊縫可憑借TWIP效應進行強化[15],從而使TRIP/TWIP焊接接頭的力學性能得到提升。但TRIP/TWIP焊縫中粗大的樹枝晶以及不利于形成形變孿晶的絲織構導致焊縫力學性能的提升有限。
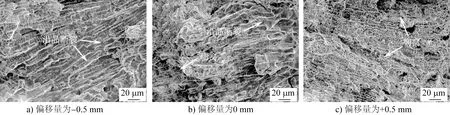
圖7 平行于焊縫拉伸的TRIP/TWIP焊縫的斷口照片Fig.7 Fracture morphologies of the TRIP/TWIP weld after the tensile testing in direction parallel to the weld line
4 結論
(1)光束偏移對TRIP/TWIP異種鋼焊接接頭的顯微組織有明顯影響,激光束由TRIP鋼側向TWIP鋼側偏移,焊縫的顯微組織由奧氏體與馬氏體的雙相組織向全奧氏體組織轉變。
(2)在激光束向TRIP鋼側偏移和無偏移的條件下,激光焊接過程中熔池內的攪動以及錳元素稀釋和不均勻分布共同導致了TRIP/TWIP焊縫組織及硬度分布的顯著差異。
(3)TRIP/TWIP異種鋼焊接接頭的抗拉強度及斷后伸長率均低于TRIP鋼和TWIP鋼母材。在激光束向TRIP鋼側偏移和無偏移的條件下,熔池中碳和錳元素的稀釋與含量變化是導致焊縫中馬氏體發生脆性斷裂的主要原因。激光束向TWIP鋼側偏移形成的全奧氏體焊縫有助于TRIP鋼和TWIP鋼異種鋼焊接接頭力學性能的提升。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53