長沙中低速磁浮列車磁浮走行部的組裝工藝
2019-08-19 00:40:32周源
城市軌道交通研究 2019年7期
關鍵詞:工藝
周 源
(中車株洲電力機車有限公司,412001,株洲//工程師)
長沙中低速磁浮列車是由中車株洲電力機車有限公司牽頭自主研發生產的國內首個商業化運行中低速磁浮列車,與傳統輪式軌道交通車輛相比有著明顯的特點:一是車輛行駛時輪軌不接觸;二是車輛的懸浮、驅動和轉向完全依靠其下方的磁浮走行部來實現。車輛運行時,懸浮架與F型軌道之間需保證精確而穩定的8 mm懸浮間隙,同時需應對車輛上下坡、轉彎等復雜工況。磁浮走行部作為一種新型走行結構,其新型的機械結構和嚴格的產品標準,對裝配工藝及可靠性提出了更高要求。
1 長沙中低速磁浮列車磁浮走行部構成
長沙中低速磁浮列車磁浮走行部構成如圖1所示。由圖1可見,磁浮走行部包括懸浮架單元I、懸浮架單元II、迫導向機構、滑臺裝配、高度調節裝置、測速定位裝置、雷達與安裝支架裝配、掃石器裝置、接地刷和受流器等構件。其中懸浮架單元包括模塊裝配、牽引裝置、電機懸掛裝置、懸浮架管路、支撐輪裝置、空氣彈簧裝置、垂向滑撬裝置、懸浮電磁鐵裝配、防脫開裝置等構件;模塊裝配包括左右模塊和前后抗側滾梁裝配等構件。整個磁浮走行部依靠滑臺與車體底部相連接,為整車提供了懸浮、驅動和轉向等功能。
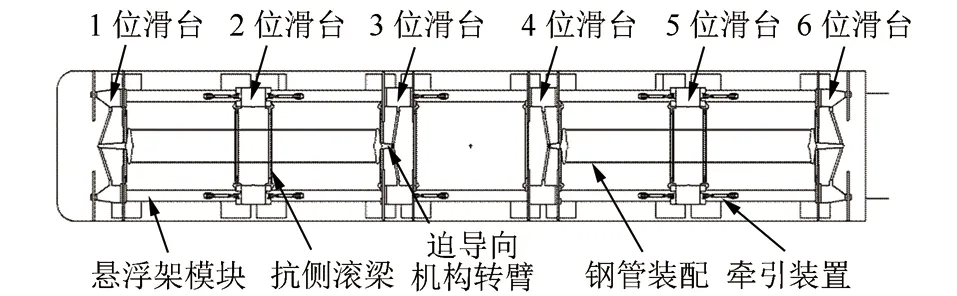
圖1 長沙中低速磁浮列車磁浮走行部俯視簡圖
2 磁浮走行部組裝工藝技術要點
懸浮架在電磁鐵與F軌電磁作用力下處于懸浮狀態,直線電機為車輛提供行駛驅動力。組裝時,要求各懸浮架上的電磁鐵和直線電機與F軌方向平行且間隙均勻。作為懸浮式走行轉向機構,組裝偏差的直接反映為懸浮力、驅動力及機構運作狀態不對稱,引入了難以定量的內部作用力,對磁浮走行部及列車通過空間曲線時的運動學狀態產生復雜的影響。另一方面,懸浮控制系統的控制算法依據磁浮走行部的理論結構和力學模型建立,其對機械連接間隙、運動副精度十分敏感。整個磁浮走行部機械裝配的質量問題可能導致車輛的懸浮、驅動及轉向等發生控制失穩,甚至影響列車的正常運行,因此需嚴格控制磁浮走行部組裝的工藝質量。本文選取其中典型工藝案例闡述其工藝技術要點。
2. 1 迫導向機構轉臂定向
迫導向機構如圖2所示。由圖2可見,當車輛通過曲線時,迫導向機構長短轉臂相對其與車底架的連接軸會發生轉動,同滑臺、鋼管組件共同構成了車輛通過曲線時的幾何約束。

圖2 迫導向機構示意圖
為了保證迫導向機構轉臂方向的準確性,在車輛處于直線軌道時,迫導向機構的長短轉臂需指向車輛正前方。原試驗車組裝時需要操作人員不斷測量和調整迫導向機構轉臂的位置尺寸以確保其處于居中位置,組裝調整過程非常繁復。在長沙中低速磁浮車輛上,轉臂及車輛底架對應位置預先通過機械加工開出工藝孔,組裝前通過定制的定位銷軸連接,將轉臂直接固定于居中狀態,然后再與調整螺桿及鋼管組裝。該工藝方案的引入,大大降低了迫導向機構的組裝難度,減少了機械調整和動態調試的工作量,使迫導向組裝工序的作業效率和作業質量獲得了“雙提升”。
2. 2 機械配合
磁浮走行部組裝對機械配合要求較高。在懸浮架模塊和迫導向機構中存在多處保證機構運動功能的軸承連接。如片梁與片梁安裝座之間的向心關節軸承的作用是保證抗側滾梁小角度轉動的自由度。該結構設計依靠關節軸承、銷套與銷軸配合來實現,如圖3所示。銷軸中部與關節軸承銷套、銷軸與片梁銷套及片梁對應的安裝孔應精密配合,以減少機械間隙對整體結構產生的難以預測的誤差擾動,保證車輛在小半徑曲線轉彎時懸浮架模塊以足夠精確的平行四邊變形來產生偏轉。因此磁浮走行部組裝前,需對配合件的加工精度進行把控。此外,考慮到部件表面按照GB/T 9799—1997《金屬覆蓋層 鋼鐵上的鋅電鍍層》中的相關規定進行處理,部件實際尺寸為原件尺寸與2倍電鍍層厚度之和,故需嚴格控制加工后的零件尺寸和電鍍工藝,使部件最終尺寸達到設計要求。另一方面,還需保證銷軸和銷套的長度尺寸,以及保證關節軸承位于兩個片梁的對稱中心線位置。
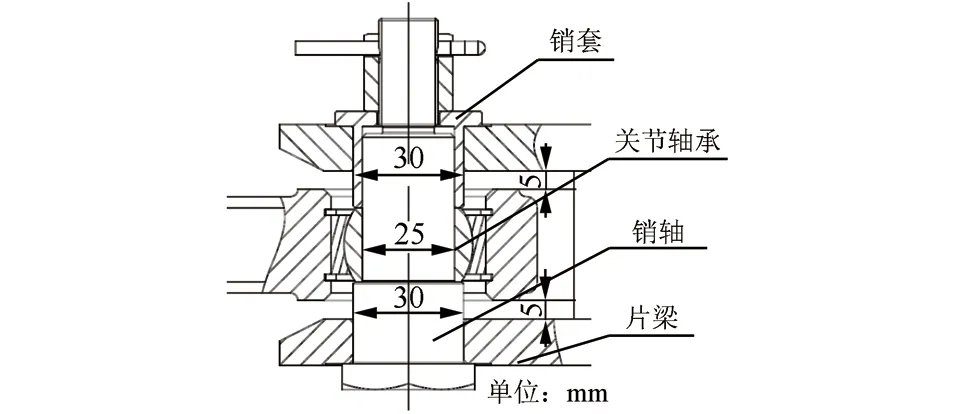
圖3 抗側滾關節軸承裝配示意圖
2. 3 空氣彈簧配置
空氣彈簧安裝于懸浮架和車體底部滑臺之間,傳遞垂向力和橫向力。空氣彈簧的各項性能需滿足相應技術規范要求,保證有氣、無氣狀態下的高度及AW0(空載)、AW3(超載)等工況下空氣彈簧的垂向剛度值。結合原試驗車運行經驗,為保證車輛懸浮及運行的可靠性,空氣彈簧在裝車前需進行相關載荷試驗,并將關鍵數據標記于銘牌上。在組裝時對空氣彈簧進行排序分組,按車輛一位端至二位端方向依次將20個空氣彈簧安裝在5個懸浮架托臂上,并做好記錄。在實際安裝過程中,單個懸浮架上的4個空氣彈簧在AW0工況下的剛度差值原則上不大于5 N/mm。此外,對于空氣彈簧高度,選取單節車上20個空氣彈簧中的最大自由高度作為基準,使用調整墊墊在托臂空氣彈簧穴內的空氣彈簧底部,并將該節車所有空氣彈簧調整至同一高度。在后續車輛運營中亦驗證了空氣彈簧參數對懸浮系統的影響。
2. 4 懸浮架在軌移動問題
長沙中低速磁浮車輛在正常行駛時輪軌未接觸,靜止狀態下以垂向滑撬著陸于F軌軌面。而懸浮架模塊在組裝完成吊入軌道后需按車體底部滑臺尺寸確定位置,以便于準確落車。為調整懸浮架在F軌上的位置,若使用天車吊運定位,精度難以滿足裝配要求;若使用撬棍等工具強行調整,則可能會導致結構變形或油漆面損壞等情況。懸浮架上設計了有輔助支撐的支撐輪裝置,以應對車輛懸浮功能失效的狀況。然而,正常組裝后支撐輪裝置下底面距離F軌約3 mm,車輛運行時可通過液壓驅動進行伸縮。經綜合考慮,設計了一套結構特殊的增高墊工裝,結合其使用位置空間狹小的特點,在工裝設計時通過CAD模擬其使用過程,調整工裝形狀尺寸以避免與周邊結構產生干涉,確保該調整墊能夠順利插入和取出。在實際生產過程中,在組裝時將支撐輪伸出約6 mm,然后插入該工裝進行組裝,并于車輛調試時完全施放支撐輪(伸長約11 mm),即可回收調整墊片工裝。這樣大大降低了懸浮架移動和定位調整的工作量,提高了作業效率。
2. 5 其他工藝要點
為優化磁浮走行部組裝工藝,解決作業難題,實現批量生產,組裝工藝中的其他方面亦應進行優化。例如:結合懸浮架結構設計了1套懸浮架組裝工裝,以便懸浮架實現離軌組裝和批量生產;在直線電機懸掛組裝時,設計了厚度檢測工裝,便于快速調整直線電機底面到F軌鋁感應板的上表面尺寸;制定滑臺雙直線導軌組裝操作流程,保證雙直線導軌的平行度和滑動順暢;結合原試驗車經驗為牽引銷軸增加了減載槽等結構,改善了應力分布狀態,并增加端部六方頭便于進行更換操作;設計了懸浮架固定工裝,防止懸浮架在轉運過程中產生變形,避免了重復尺寸調整,提高了工作效率。此外,橫向滑撬磨損性能、螺栓防銹、空調排水管位置優化等工藝問題有待于進一步改善。
3 結語
長沙中低速磁浮列車為中車株洲電力機車有限公司在試驗車基礎上推出的商業化運行磁浮列車,磁浮走行部的設計和組裝工藝在批量生產前及過程中反復進行大量的改進和優化,在組裝工藝方面也逐步積累經驗,對后續磁浮車輛產品及其他相關領域的組裝工藝具有一定指導意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
