基于磨料磨損的盤形滾刀刀圈磨損模型
2019-08-21 10:19:14柳培蕾楊世強白樂樂李德信
中國機械工程 2019年15期
柳培蕾 楊世強 白樂樂 李 卓 李德信
西安理工大學機械與精密儀器工程學院,西安,710048
0 引言
滾刀磨損是盾構機施工過程中的一個重要問題,滾刀磨損量的計算基本是基于工程或試驗現場的施工參數[1],如貫入度、刀間距、掘進機掘進速度以及滾刀破巖單位體積耗能等。滾刀磨損是滾刀在重載作用下的持續(xù)損傷過程,工程中刀圈磨損形式隨時間、工況和地質的變化而變化,往往是多種磨損形式并存,磨損形式主要為磨料磨損和疲勞磨損[2],但通常是一種磨損形式起主導作用。大量研究表明,盤形滾刀刀圈磨損的主要機理為磨料磨損,該磨損分為塑性變形和脆性斷裂兩種磨損去除機制[3]。
磨損是涉及材料、幾何尺寸以及接觸等非線性的復雜動態(tài)過程。不同的工程、施工方法和地質環(huán)境都會使隧道有所差異,致使刀具磨損情況不同。趙戰(zhàn)欣[4]通過分析秦嶺隧道施工數據,定性地研究了掘進距離、刀具位置和地質參數對刀具磨損的影響,得出滾刀磨損量與掘進距離線性相關,刀具位置對滾刀磨損有較大影響,且刀圈磨損速度與地質因素有較大關系的結論。巖石材料一般具有各向異性和非均質等性質,圍巖磨蝕性通常通過試驗或經驗得出[5]。
本文為了準確計算盤形滾刀磨損量,首先求解破巖弧長和基于CSM(Colorado school of mines)模型的破巖力,對磨損機理進行分析;然后建立了基于塑性與脆性斷裂去除機制的磨損模型,采用粒子群算法對磨損占比進行優(yōu)化;最后通過有限元分析軟件計算了磨損量,并與理論結果進行了對比。
1 盤形滾刀磨損機理
1.1 滾刀破巖軌跡分析
滾刀刀圈的磨損是在與巖石的接觸摩擦過程中產生的,刀圈各點接觸時間越長,接觸距離越長,磨損量就越大,因此,滾刀的破巖軌跡直接影響著滾刀的磨損量。
滾刀刀圈正面上各點距離滾刀中心距離相等,接觸區(qū)的運動軌跡也相同,因此,對滾刀破巖軌跡進行分析[6],如圖1所示。
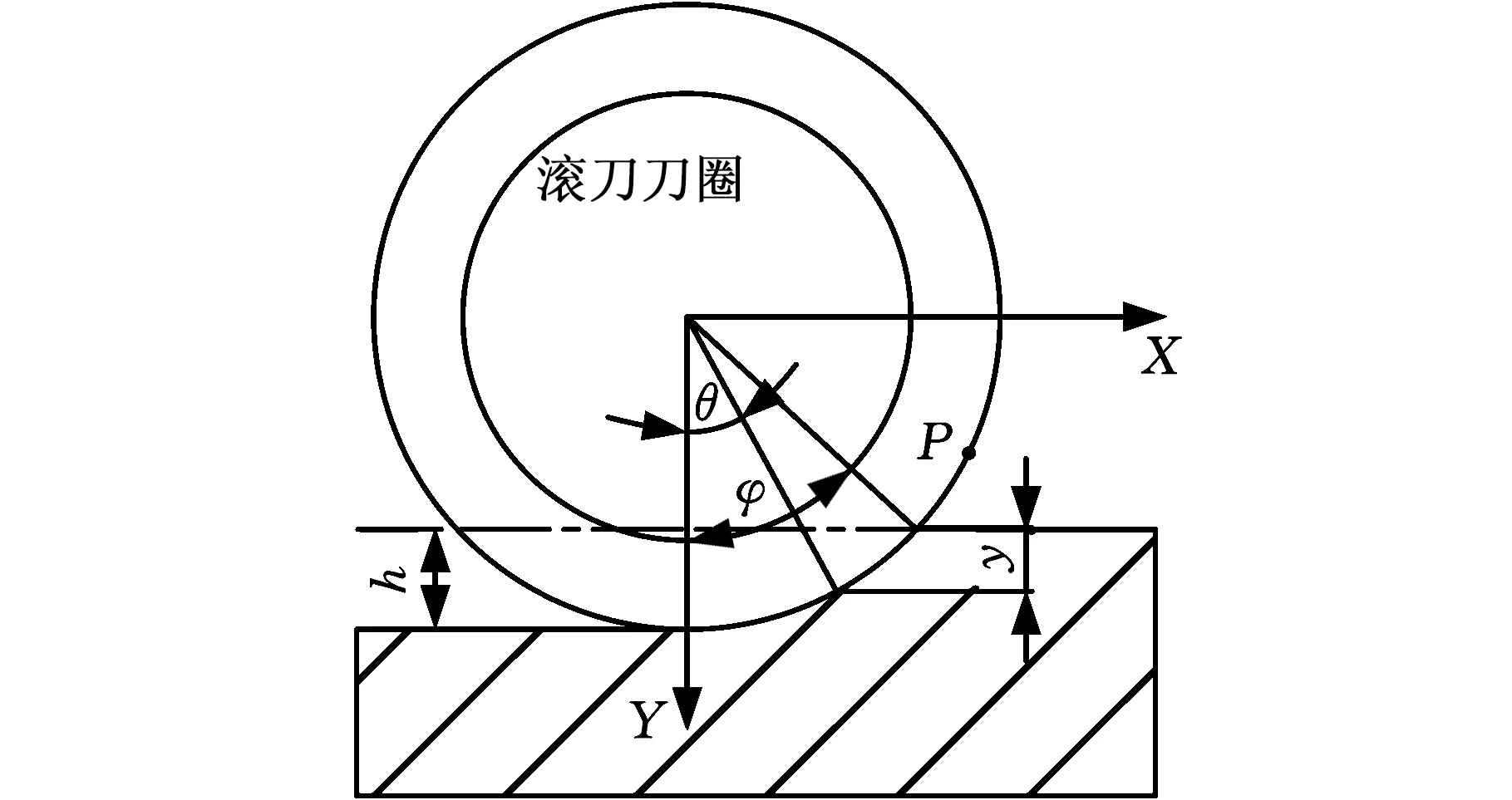
圖1 滾刀破巖運動Fig.1 Rotary rock breaking motion
假設滾刀半徑為R,貫入度為h,安裝半徑為Ri,取刀圈正面上點P為研究對象,其轉動角為φ,點P轉到與破巖最深點夾角為θ時,它與巖石接觸點的距離為y,在X、Y、Z軸上的位移分別為
(1)
因此,滾刀正面上一點在滾刀轉動一圈后所走過的弧長s為
(2)
將式(1)代入式(2)得到滾刀正面所走過的弧長
(3)
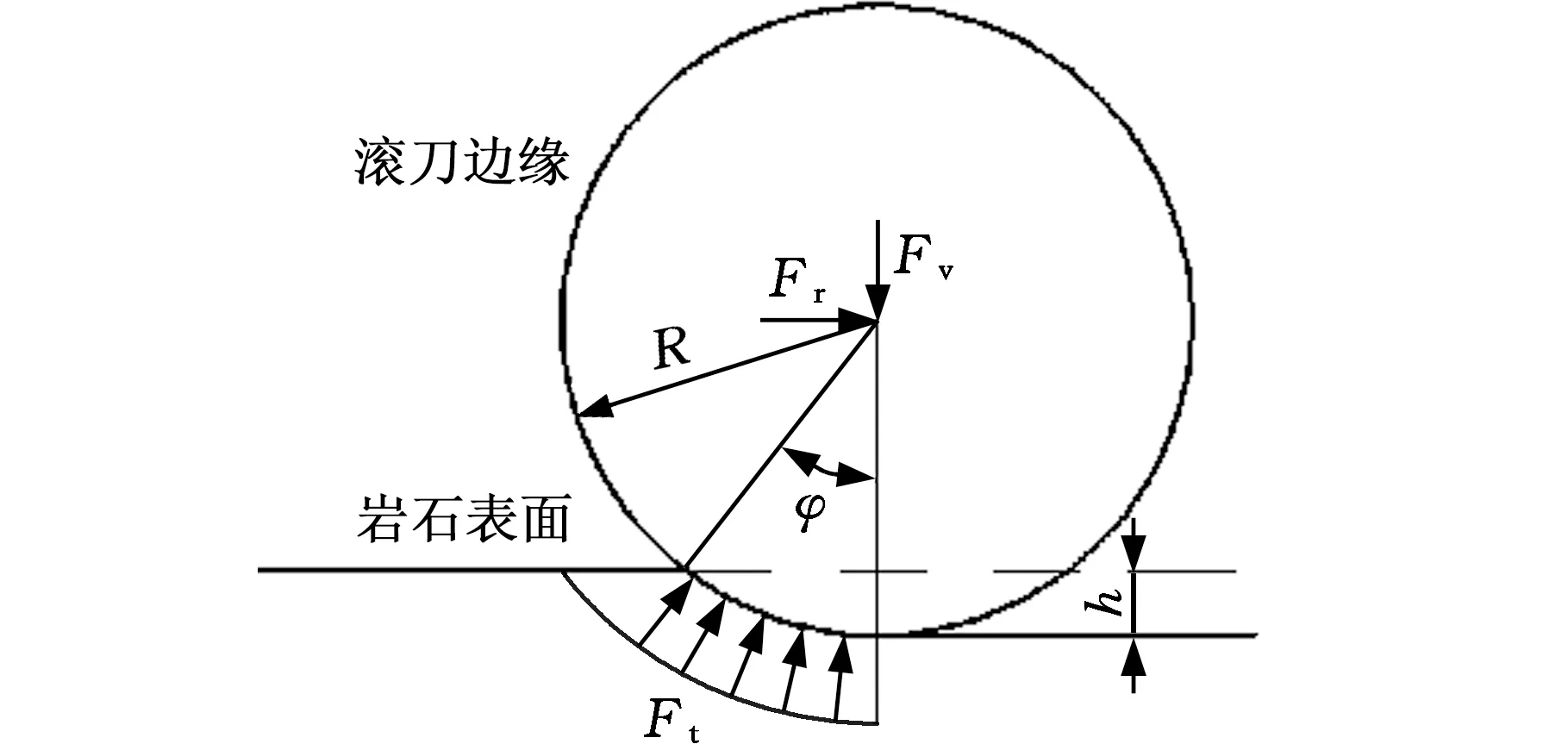
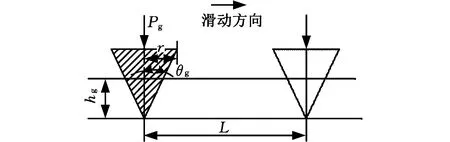
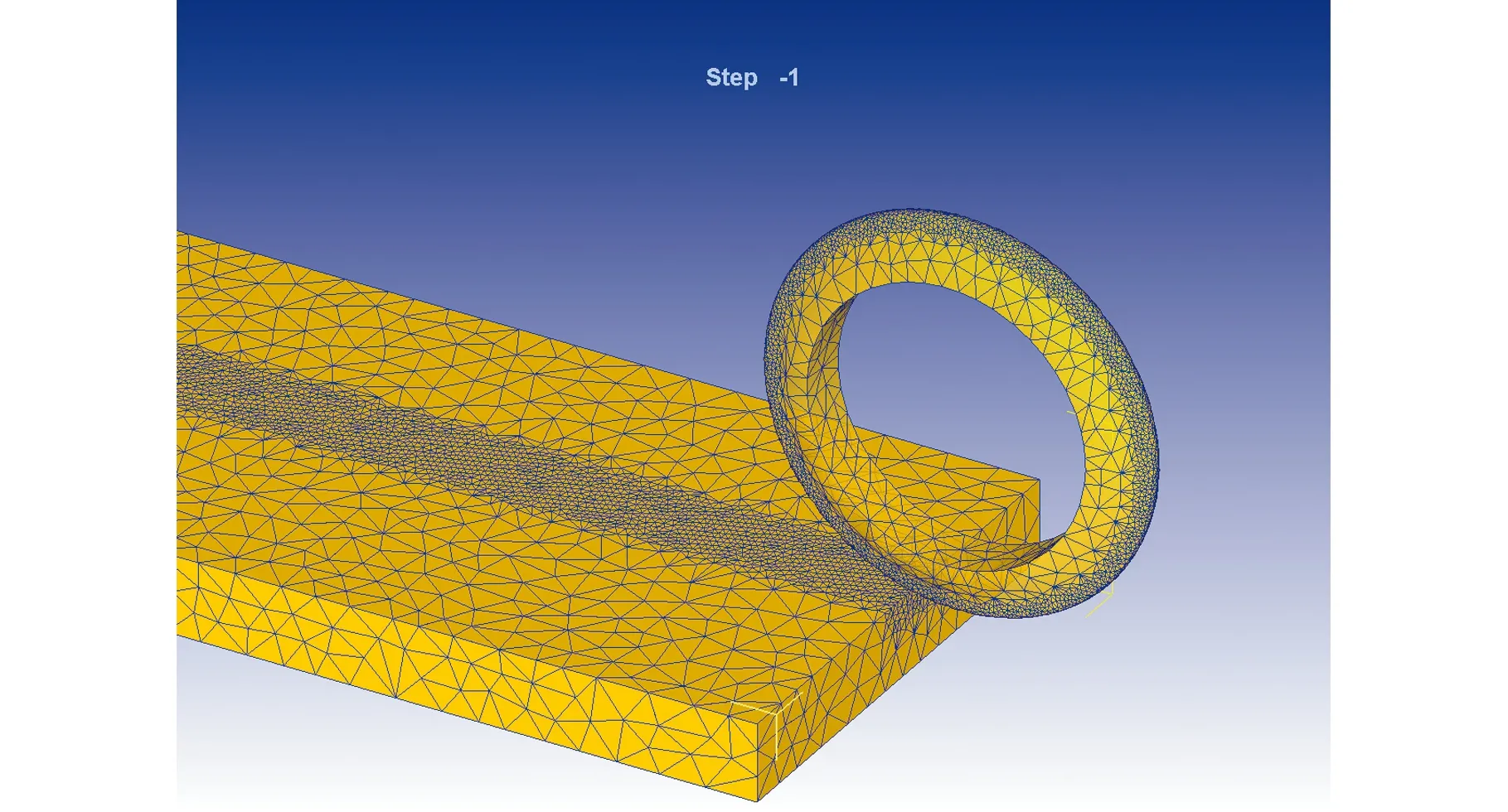
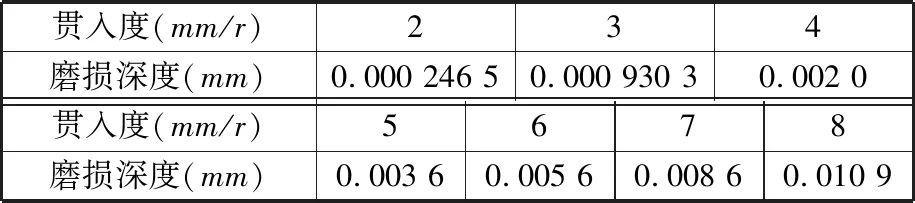
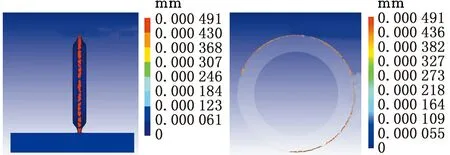
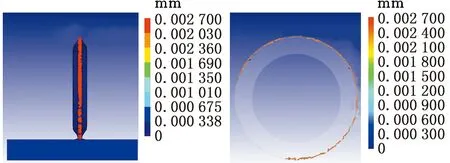
對于滾刀側面上任意一點P,設該點到滾刀中心的距離為RP,刀圈側面上的點只有滿足R-RP (4) 巖石與刀圈接觸時,巖石表面上的凸起和硬質顆粒不斷碾壓或劃傷刀圈,導致刀圈表面材料被去除,從而產生磨損,滾刀磨損與刀圈表面的受力狀況相關。 滾刀在破巖過程中受到的外力主要是巖石對刀刃的作用力,可以分解為垂直于巖石開挖面的法向力、平行于巖面的切向力以及平行于刀軸的側向力,而滾刀側向力一般可略去不計。在盤形滾刀破巖切削力計算模型中,CSM模型[7]是最著名、應用最廣的模型,其表達式為 (5) 式中,Ft為滾刀正面所受合力,kN;P(0)為破碎區(qū)壓力;T為滾刀刀刃寬度;α為刀尖壓力分布系數,它隨刀尖寬度增大而減小,一般α取-0.2~0.2;q為量綱一系數,一般取2.12;S為刀間距;σc為巖石單軸抗壓強度,MPa;σt為巖石抗拉強度,MPa。 滾刀力學分布如圖2所示,Fv和Fr分別為垂直力和滾動力,表達式為 圖2 滾刀刀圈壓力分布Fig.2 Pressure distribution of the hob cutter ring 在垂直力和滾動力作用下,刀圈對巖石產生擠壓、剪切、拉裂等作用。起初,巖石會產生小破碎體,破碎體在刀刃下被壓碎,然后被壓實成密實核,隨后,密實核將滾刀壓力施加到圍巖,圍巖產生徑向裂紋,其中有一條或多條延伸到刀刃兩側,到達自由面或相鄰裂紋交匯后形成巖石碎片。 通過分析巖石的破碎形式,基于摩爾-庫侖定律建立刀圈側面的接觸應力模型[8],得到巖石接觸面的正應力 (6) 式中,pn為滾刀側面上某點的接觸應力;c為巖石內聚力;φb為巖石內摩擦角;θh為滾刀刀刃角;β為巖石與滾刀表面的摩擦角;ψ為巖石破碎角。 為了建立磨損計算模型,必須清楚磨損機理,分析材料在磨損過程中的狀態(tài)。一般有兩種材料去除機制,一種為塑性變形引起的去除機制,另一種為脆性斷裂引起的去除機制,總磨損量由這兩部分組成。塑性變形去除機制主要有犁溝和微觀切削兩種材料去除過程[3]。當材料硬度和載荷較大時,磨粒磨損主要表現為脆性斷裂。 基于微量切削假說,ERNEST[9]建立了圓錐體的滑動犁溝磨料磨損模型,如圖3所示。假定單顆磨料形狀為圓錐體,錐底半徑為r,半角為θg,法向載荷為Pg,磨料壓入深度為hg,滑動距離為L,受壓屈服極限為σs,則磨料在垂直方向的投影面積A=πr2。假設每個顆粒完全被壓入磨損面,法向載荷僅作用于磨料前進方向的半個錐面,接觸面上有n個磨料,其受到的法向載荷為 圖3 簡化磨料磨損模型Fig.3 Simplified abrasive wear model 犁去的體積即磨損體積,則滑動單位距離的磨損體積為 考慮到凸體相互作用產生磨料的概率為K,則單位滑動距離的磨損體積Q′0=KQ0,滑動距離為L時,塑性去除機制下的線磨損體積為 式中,Ks為磨料磨損系數。 σs通常用刀圈硬度H表示,因此得到塑性去除機制下滑動單位距離的線磨損率 (7) 基于斷裂力學,MOORE等[10]推導出了脆性斷裂機制下滑動單位距離的線磨損率公式: (8) 式中,K1為磨料形狀和分布系數,一般取2;p為被磨材料所受應力,MPa;d為磨料直徑,mm;Kc為斷裂韌性,MPa·m1/2。 滾刀刀圈的單圈磨料總磨損量由塑性變形與脆性斷裂形成,結合正側面磨損量,建立磨損模型 (9) 式中,Q為總磨損量;Qz、Qc分別為正側面磨損量;Qsz、Qdz分別為基于塑性去除和脆性斷裂機制下的正面磨損量;Qsc、Qdc分別為基于塑性去除和脆性斷裂機制下的側面磨損量;a為塑性去除的系數,0 將式(5)代入式(7)得到刀圈正面線磨損率 (10) 結合破巖軌跡分析,由式(3)、式(10)得到某點完成一次破巖的正面線磨損量 (11) 刀圈正面由塑性去除產生的體積磨損量為 Qsz=2πRTwsz= 同理,將式(6)代入式(7)得到刀圈側面線磨損率為 滾刀側面上與刀圈中心距離為RP的一點由塑性去除機制所產生的線磨損量為 距離刀圈中心為RP的一點一次完整切割的磨損體積微元ΔW=2πRPwdy。 設初始RP=R-h,由塑性去除引起的刀圈側面所有與巖石接觸的點的體積磨損量為 將式(5)代入式(8)得到斷裂去除機制引起的刀圈正面線磨損率 則某點完成一次破巖的線磨損量 刀圈正面由斷裂去除機制產生的體積磨損量為 同理,將式(6)代入式(8),得到刀圈側面線磨損率 滾刀側面上與刀圈中心距離為RP的一點由斷裂去除機制所產生的線磨損量為 刀圈側面所有與巖石接觸的點體積磨損量為 為了提高磨損模型的準確率,采用粒子群優(yōu)化算法[11](particle swarm optimization,PSO)對占比系數進行迭代尋優(yōu)。優(yōu)化占比系數的最終目的是使實際工程數據與理論計算數據的誤差最小。PSO算法流程如圖4所示。 圖4 基于PSO的尋優(yōu)算法流程圖Fig.4 Flow chart of PSO-based optimization algorithm 將占比系數a和b看作粒子,在M維解空間中,由n個粒子組成的種群X=(X1,X2,…,Xn),給初始粒子位置和速度分配隨機值[12]。粒子在解空間中運動,通過個體極值和全局極值更新個體的速度和位置,更新公式如下: m=1,2,…,Mi=1,2,…,n 為了防止粒子的盲目搜索,粒子的位置和速度限制在[-Xmax,-Xmin]、[-Vmax,-Vmin]區(qū)間內。 粒子每更新一次速度和位置,就計算一次適應度值。目標函數可以計算出對應于每個粒子位置Xi的適應度值。建立目標函數: f(x)=min(Q(Xi)-k)2 式中,Q為磨損計算量;Xi表示第i個粒子;k為工程實際磨損量。 通過對比新粒子的適應度值實現個體在解空間中的優(yōu)化。 選用陜西某隧道施工中不同廠家刀具進行施工的刀具磨損消耗分析。不同的刀具,其刀盤分布不同,刀關數量也不同,本文選用MB266-395敞開式巖石隧道掘進機(TBM),對1~8號刀進行分析,這些刀均為19英寸盤形滾刀,其刀圈直徑D=482.6 mm(19英寸),刀刃寬度T=19 mm,巖石破碎角ψ=140°,刀圈尺寸參數如圖5所示。本文所選用滾刀刀圈硬度為57.8 HRC,掘進深度為21.464 m,掘進時間為15.4 h,轉速為4.5 r/min,推力為24 MPa,貫入度為 5 mm/r,試驗段圍巖強度為172 MPa。 圖5 刀圈尺寸參數示意圖Fig.5 Schematic diagram of the cutter ring size parameters 根據磨損公式對不同磨損機制下的磨損量進行計算,取距離刀尖2 mm處計算正側面磨損體積,結果如表2所示。表3和表4分別為不同磨損機制下的磨損量和工程實際磨損量。 表1 各刀的位置參數Tab.1 Position parameters of each knife 表2 1~8號刀正側面磨損量Tab.2 1~8 knife the front and side wear 表3 不同磨損機制的磨損量Tab.3 Wear of different wear mechanisms 表4 工程實際磨損量Tab.4 Engineering data wear 圖6和圖7分別為正側面及兩種不同去除機制下的磨損量對比圖。可以看出,磨損量隨著安裝半徑的增大而增大,主要是斷裂去除機制下磨損量較大。1~8號刀為正滾刀,其正面磨損量較大。 圖6 滾刀正側面磨損量對比Fig.6 Comparison of the amount of wear on the front and side 圖7 兩種去除機制下的滾刀磨損量對比Fig.7 Comparison of wear under two removal mechanisms of the hob 為了使理論值與工程實際值的誤差最小,即求誤差絕對值的最小值,基于PSO算法,設置種群規(guī)模為30,初始慣性權值ωstart=0.9,迭代至最大次數時慣性權值ωend=0.4,速度最大值Vmax=0.5,速度最小值Vmin=-0.5,個體最大值pmax=1,個體最小值pmin=0。通過粒子群優(yōu)化算法反復迭代300次后,進化過程中最優(yōu)個體適應度值變化如圖8所示。 圖8 進化過程Fig.8 Evolutionary process 經20次尋優(yōu)得到的最優(yōu)個體適應度值為21.384 9,對應的粒子位置為(0.872 1,0.004 2),求得式(9)中的系數a=0.872 1,b=0.004 2。 由于工況4下3號刀崩刃,故忽略不計。采用粒子群算法對上述數據進行局部尋優(yōu),利用MATLAB求得滾刀滾動一圈時不同磨損機制的系數占比。表5所示工況下,對每把刀具進行分析,將結果代入式(9)可以得到各刀的磨損量。 表5 工況參數Tab.5 Working condition parameters 通常工程實際磨損量受工況條件、環(huán)境條件、測量方法等多方面因素影響,如在掘進過程中一刀崩刃可能會影響其余刀具的磨損。另外,由于磨損模型是在滾刀單圈計算公式的基礎上以理論刀刃寬進行計算的,而刀圈磨損呈非線性變化,即隨著掘進距離增大,磨損時刀刃會逐漸變寬,因此,與工程數據相比,磨損模型的誤差大。 如圖5所示,按Δ=1 mm為磨損深度單位,離散擬合刀刃曲線,將其看作矩形截面,各矩形的體積磨損量的累積和即為刀具磨損量,其結果與實際工程數據誤差的對比如圖9所示。由圖9可知磨損誤差未超過20%,在誤差范圍內,故認為該模型相對準確。 1.工況1的擬合磨損量 2.工況1的累計磨損量 3.工況1的誤差磨損量 4.工況2的擬合磨損量 5.工況2的累計磨損量 6.工況2的誤差磨損量 7.工況3的擬合磨損量 8.工況3的累計磨損量 9.工況3的誤差磨損量 10.工況4的擬合磨損量 11.工況4的累計磨損量 12.工況4的誤差磨損量圖9 工況1~4下刀具磨損誤差結果對比Fig.9 Comparison of tool wear error results 在全斷面隧道掘進機施工過程中,刀盤上的盤形滾刀擠壓切割巖石,形成同心圓溝槽。在理想條件下,溝槽之間的巖石將被完全破碎,但破巖過程復雜多變,其受到的磨損也隨工作環(huán)境的變化而動態(tài)變化。利用DEFORM-3D軟件,選用巖石的Johnson-Cook本構模型,模擬滾刀在擠壓和破巖過程中的磨損情況,以此獲得滾刀在破巖時的磨損深度等數據。Johnson-Cook模型應力公式為 采用的滾刀模型材料為H13熱作模具鋼,其彈性模量E=180 GPa,泊松比μ=0.31,質量密度ρ=7 850 kg/m3。為了簡化計算,提高計算效率,分析中不考慮由于滾刀在刀盤上的位置不同而導致的差異,可認為滾刀與巖石接觸的路徑近似直線。劃分網格時,刀刃處相對較密,最小單元尺寸為進給量的1/3,表面曲率為0.5,應變分布和應變速度分布為0.25,網格窗口為1。 巖石有多種類型,相互之間的差異性很大,由于很難得到巖石的流動應力應變曲線,故選用砂輪材料進行模擬。砂輪主要成分有Al2O3、SiC和立方氮化硼,將其作為仿真的巖石材料,取密度為3 100 kg/m3,單軸抗壓強度為224 MPa,抗拉強度為25 MPa,彈性模量為210 GPa,泊松比為0.3,A=982,B=643.5,n=0.227,C=0.015,m=1.223。在不影響分析結果的前提下,盡可能減小模型的尺寸和網格數量以縮短計算時間,確定巖石模型為1 500 mm×500 mm×80 mm的長方體。由于切削深度一般在2~8 mm之間,相對于整個巖石模型的厚度較小,為了精確分析巖石的破碎狀況,將與刀圈接觸的網格進行局部細化,網格劃分如圖10所示。 圖10 模型網格Fig.10 Model grid 模擬滾刀擠壓破碎1 m巖石的動態(tài)過程,步長為最小網格的1/4,根據滾刀線速度求出每步所需要的時長,然后根據破巖長度得到總步數。模擬巖石的受力變形和滾刀的磨損時,設定刀圈和巖石均為塑性體。選擇刀圈接觸面為主面,巖石接觸面為次面,其摩擦因數設置為0.3,在模擬中約束巖石面所有自由度,其他五面不做任何約束,滾刀采用恒定速度載荷加載,并施加徑向壓力。在MATLAB環(huán)境下計算不同貫入度下刀具的磨損深度,得出貫入度與磨損深度的計算量,如表6所示。 表6 貫入度與磨損深度的計算量Tab.6 Calculation of penetration and wear depth 由表6可以看出,隨著滾刀貫入度的增大,相應的磨損深度也不斷增大。圖11為滾刀擠壓巖石時不同貫入度下滾刀磨損仿真圖。根據云圖可知,在應力加載過程中磨損始終產生在刀圈的刀尖處,其最大磨損深度值如表7所示。 (a)h=2 mm/r (b)h=4 mm/r (c)h=6 mm/r (d)h=8 mm/r圖11 不同貫入度下滾刀磨損仿真圖Fig.11 Simulation of hob wear with different penetrations 表7 不同貫入度下仿真得到的最大磨損深度Tab.7 Calculated amount of simulated maximum wear depth for different penetrations 從磨損模擬結果可知:隨著滾刀貫入度的增大,盤形滾刀與巖石接觸面積也增大,與此同時,刀具表面受磨料的擠壓向溝槽兩側產生隆起,形成如刨削一樣的切屑過程,使得滾刀表面產生裂紋或與基體材料發(fā)生分離,從而導致磨損,因此,隨著貫入度的增大,磨損量也增大。 圖12為仿真與理論磨損深度對比圖,可以看出,理論值和仿真值很接近,其貫入度與磨損深度的關系都是一致的,且誤差較小,表明該數學模型具有一定的適用性,可計算不同工況下不同刀具的磨損量。 圖12 仿真與理論磨損深度對比圖Fig.12 Comparison of simulation and theoretical wear depth (1)通過對破巖弧長、破巖力和磨損機理分析,建立了基于塑性去除機制和斷裂去除機制的磨損模型,基于工程數據,采用PSO算法對模型磨損占比系數進行了優(yōu)化;利用有限元分析軟件DEFORM計算了盤形滾刀磨損量的仿真結果。 (2)掘進機在掘進過程中,滾刀刀圈的主要磨損形式為磨料磨損,以塑性去除機制為主,且正面磨損量較大。 (3)建立了盤形滾刀刀具磨損模型,并通過實際工程數據進行了驗證,在同一施工條件下,刀圈磨損量與刀具的安裝半徑、貫入度成正比。 (4)將實際工程數據與磨損模型計算值進行對比分析,得到了模型計算值與實際工程值的誤差小于20%的結論,表明滾刀磨損模型較準確。 (5)該磨損模型可以用于計算不同工況下不同刀盤分布的磨損量,可通過參數優(yōu)化得到不同工況下最優(yōu)施工參數和結構參數,對減少成本具有一定的理論指導意義。1.2 滾刀受力分析
1.3 磨料磨損機理
2 滾刀單圈磨損計算模型
2.1 基于塑性去除機制的磨損量計算


2.2 基于斷裂去除機制的磨損量計算

3 磨損占比系數優(yōu)化
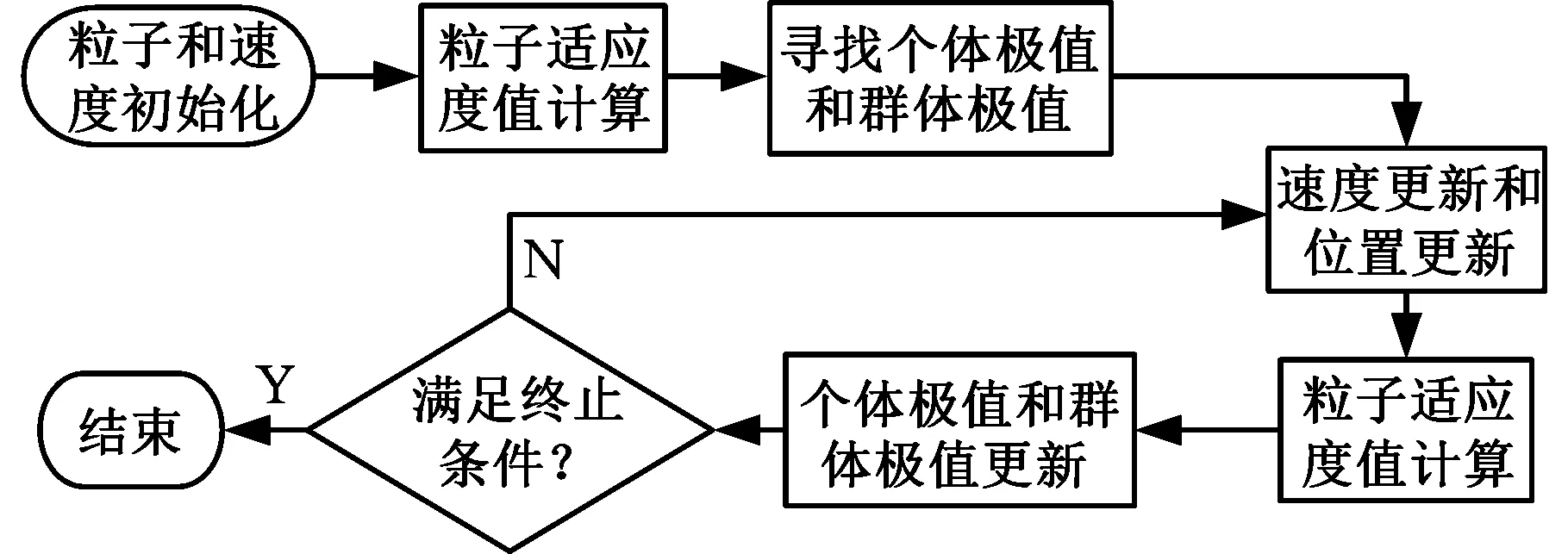

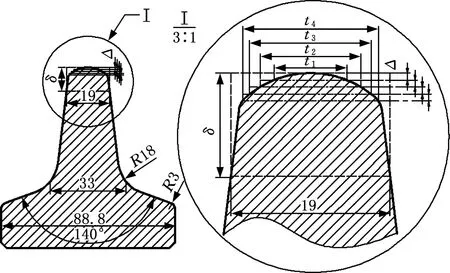
4 實例分析
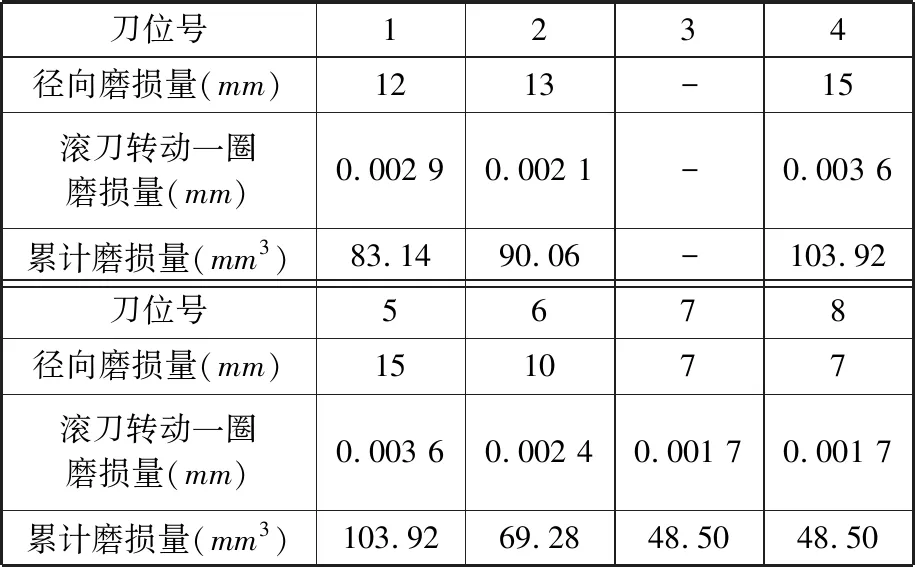
4.1 磨損量的計算



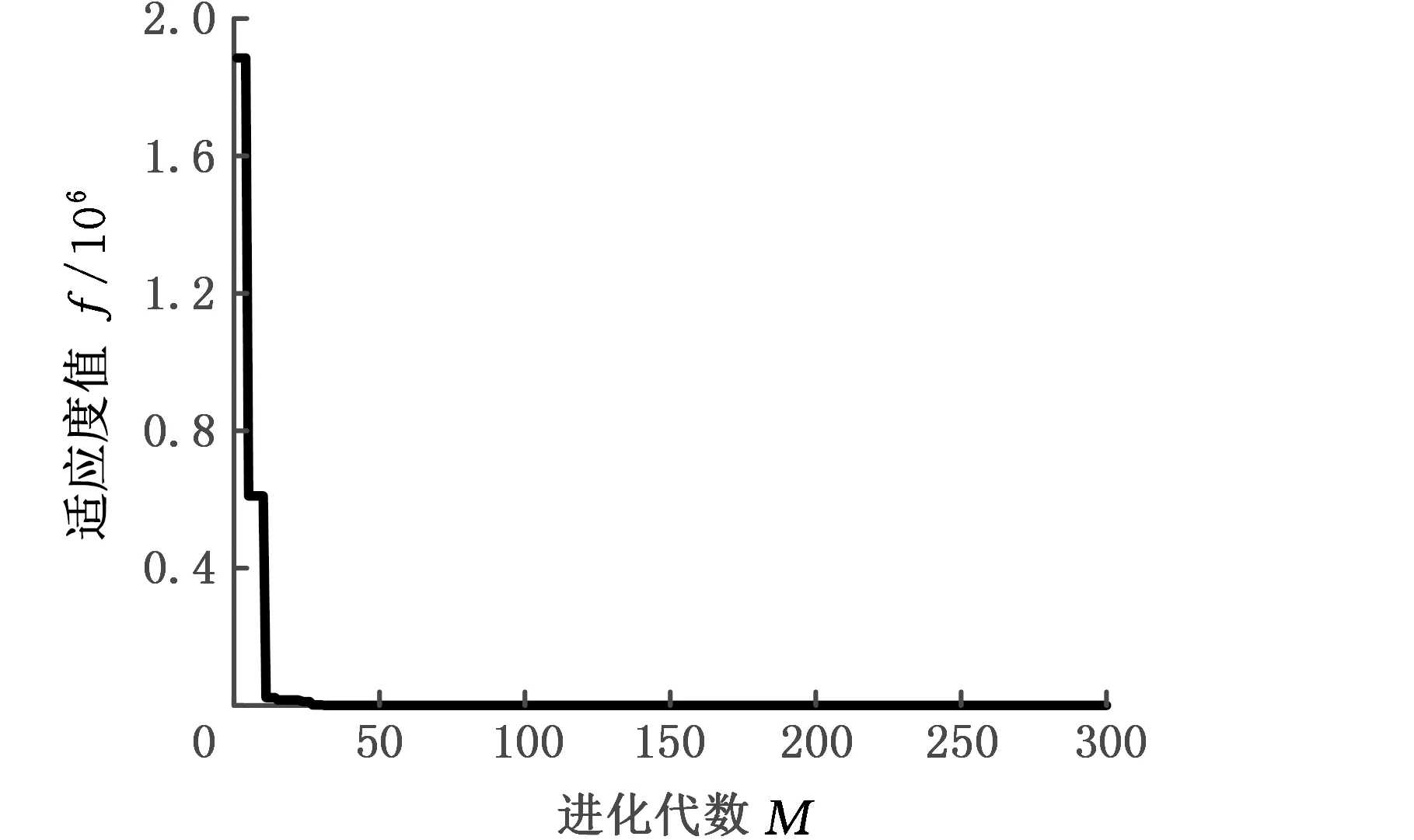
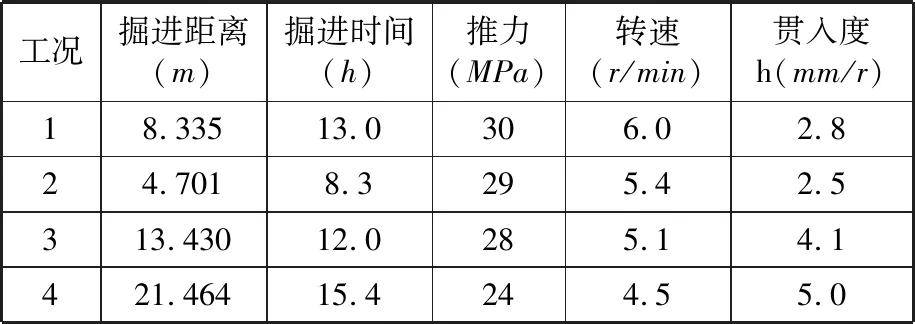
4.2 基于PSO算法的系數優(yōu)化
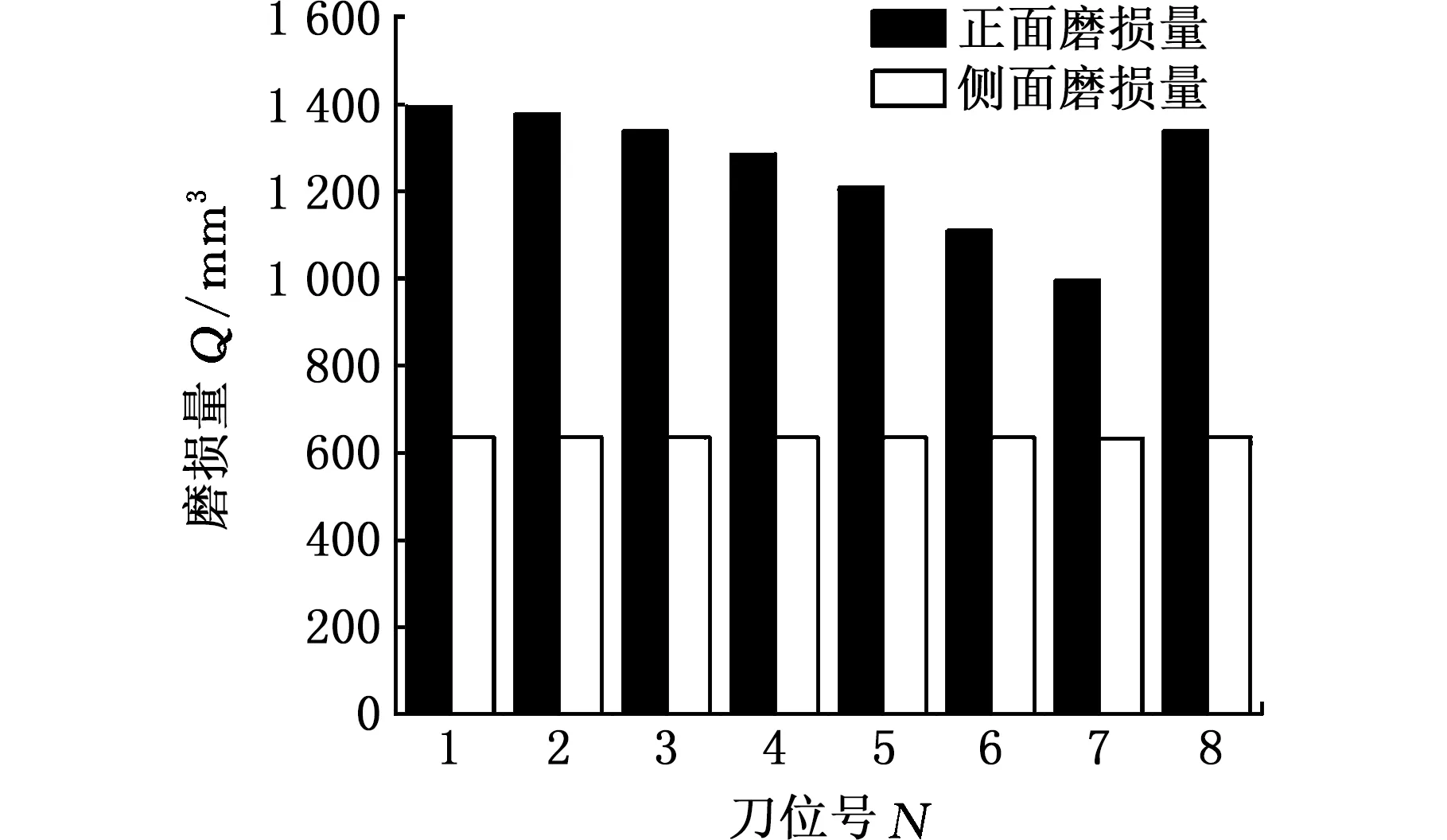
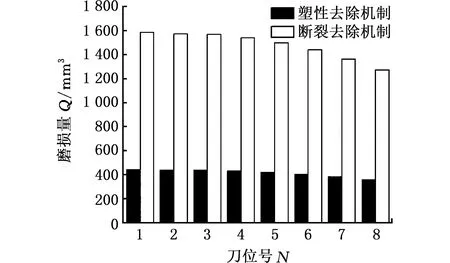
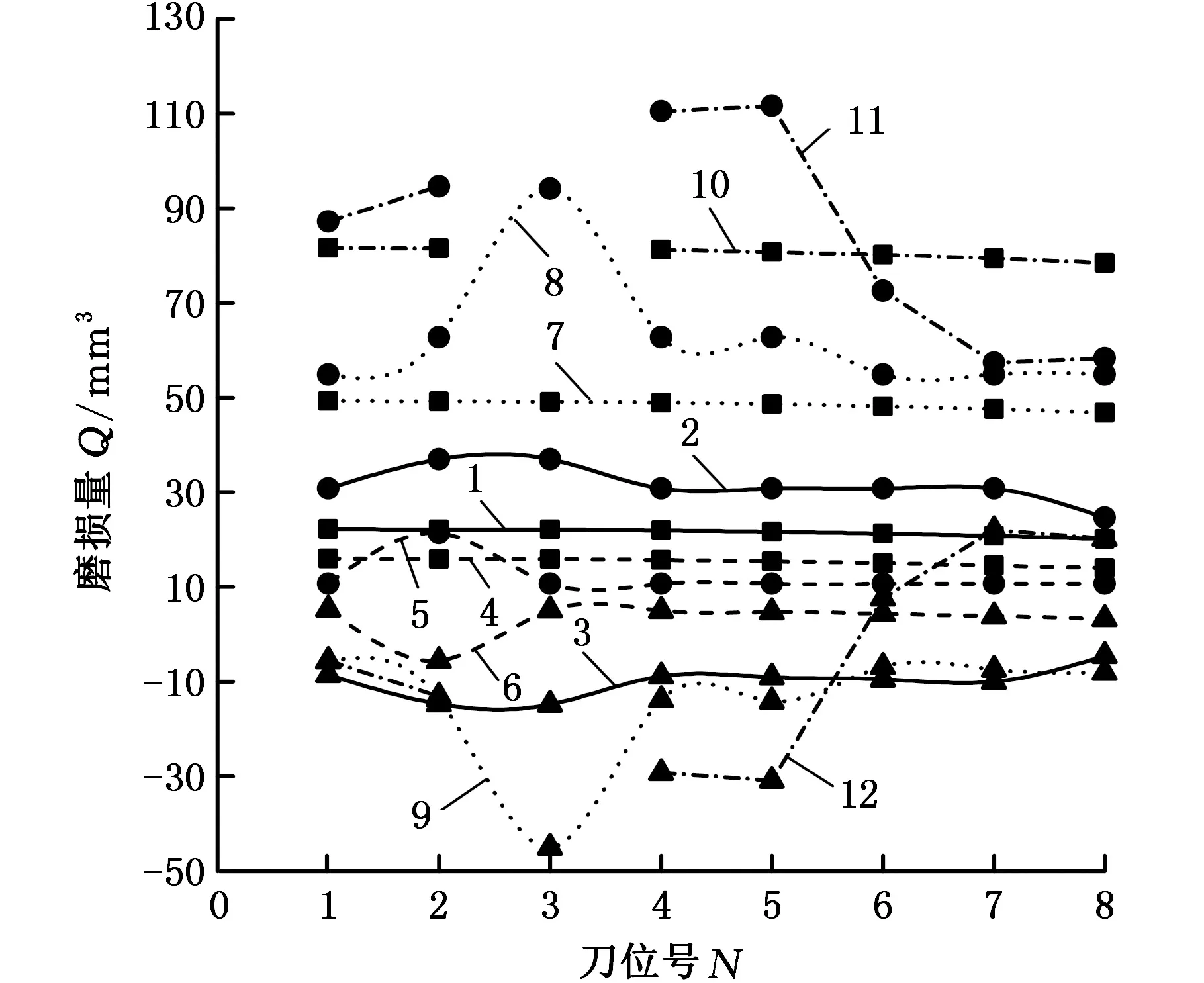
4.3 計算結果對比
5 DEFORM仿真

5.1 滾刀和巖石模型的建立
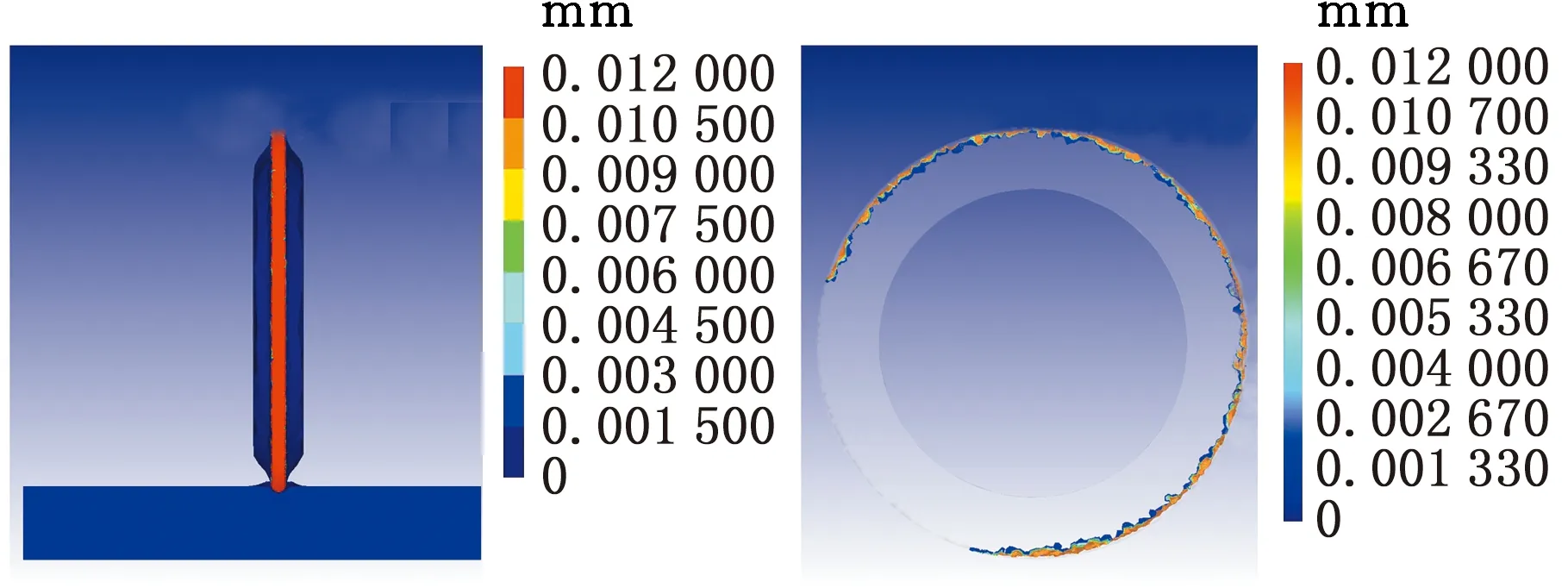
5.2 仿真分析



6 結語
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38四川勞動保障(2021年9期)2022-01-18 05:11:08中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24文苑(2018年21期)2018-11-09 01:23:06中國衛(wèi)生(2016年9期)2016-11-12 13:28:08光學精密工程(2016年6期)2016-11-07 09:07:19中國衛(wèi)生(2015年9期)2015-11-10 03:11:12核科學與工程(2015年4期)2015-09-26 11:59:03中國衛(wèi)生(2014年3期)2014-11-12 13:18:12