煉制海洋高酸原油常壓爐管泄漏原因分析及應對措施
2019-08-21 02:25:36
石油化工腐蝕與防護 2019年3期
(1.中石化銷售有限公司山東淄博石油分公司,山東 淄博 255434;2.中海油東方石化有限責任公司,海南 東方 572600;3.中海油瀝青股份有限公司,山東 濱州 256600)
1 腐蝕泄漏情況
某常壓蒸餾裝置加工海洋高酸原油。在2012年2月正常生產期間,常壓爐爐管彎頭發(fā)生泄漏(見圖1和圖2)。泄漏發(fā)生在輻射室爐管出口倒數第2根和第3根爐管之間的彎頭上,泄漏部位均為彎頭外部弓背的介質沖刷部位。其腐蝕形貌分別為橢圓形、長條形,尺寸分別為:φ35 mm×8 mm(直徑×深),65 mm×13 mm×10 mm(長×寬×深)。兩處泄漏點有橢圓形和長條形腐蝕坑。另外在泄漏彎頭附近的直管(倒數第2根)也有2處溝壑狀腐蝕坑(見圖3和圖4),但未腐蝕穿孔,其他爐管彎頭也存在沖刷腐蝕坑點,形同溝壑狀。彎頭泄漏位置示意見圖5。發(fā)生事故的爐管自2003年啟用,材質為Cr5Mo,規(guī)格為φ219 mm×10 mm,工作溫度為350~370 ℃。

圖1 彎頭1腐蝕形貌
2 泄漏原因分析
2.1 原油酸值高
該常減壓蒸餾裝置所加工的原油為海洋高酸原油,以SZ36-1原油為主,其酸值在3 mgKOH/g以上,鹽質量濃度10.2~18.5 mg/L(見表1)。該加熱爐爐管彎頭所處的位置在加熱爐出口的倒數第3根,工作溫度為350~370 ℃,是環(huán)烷酸腐蝕最嚴重的溫度區(qū)域。根據McMonomy曲線得出的“典型材料的硫化物與環(huán)烷酸聯合查表” 所提供的數據,對5%Cr鋼的腐蝕速率進行估算,當硫質量分數為0.2%~0.6%,酸值為2.1~4.0 mgKOH/g,溫度在350~370 ℃時,腐蝕速率為0.508~0.762 mm/a。該泄漏爐管自2003年啟用,如果按照上述腐蝕速率估算,爐管已經腐蝕減薄約4.5 mm,再加上彎頭部位流體沖刷,腐蝕減薄會更嚴重,由此導致彎頭的腐蝕穿孔和泄漏。
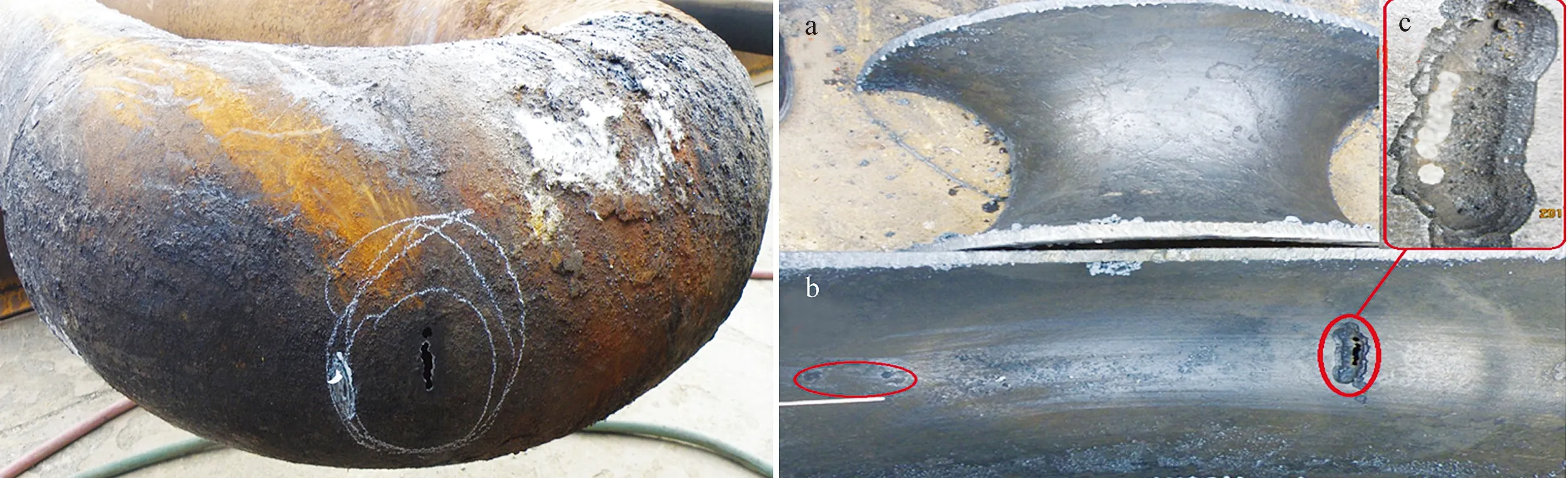
圖2 彎頭2腐蝕形貌

圖3 直管1焊道附近腐蝕形貌

圖4 直管2焊道附近腐蝕形貌
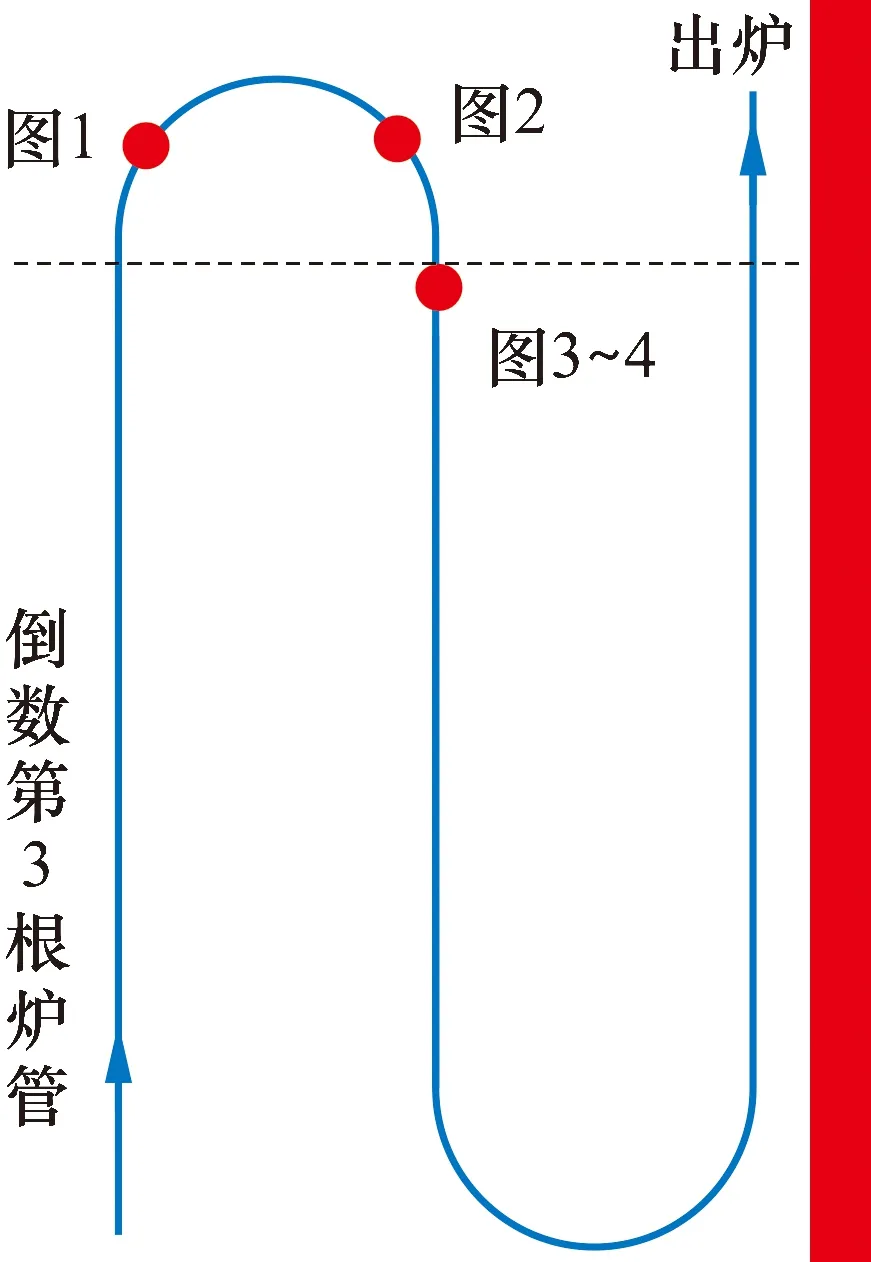
圖5 彎頭泄漏位置示意
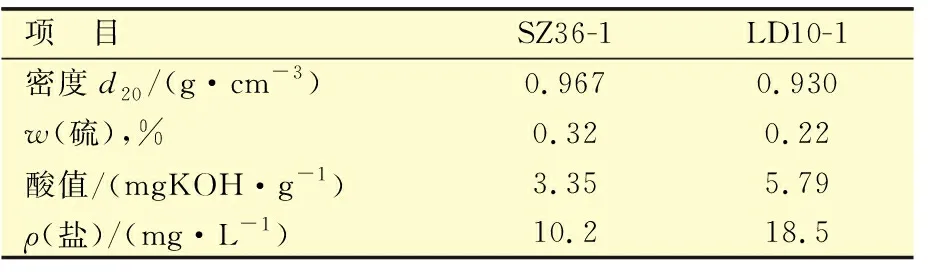
項 目SZ36-1LD10-1密度d20/(g·cm-3)0.9670.930w(硫),%0.320.22酸值/(mgKOH·g-1)3.355.79ρ(鹽)/(mg·L-1)10.218.5
2.2 相變的影響
發(fā)生泄漏的爐管是輻射室出口倒數第3根爐管,工作溫度為350~370 ℃,正好處在流體氣化段。流體在爐管內不斷被加熱,隨著被加熱流體在爐管內氣化,使得流體的體積急劇膨脹,流體流速達到最大,對爐管的沖刷作用急劇增大,爐管的腐蝕速率也相應增大[4]。
2.3 湍流區(qū)域
從現場的調查可知,流體介質在彎頭部位發(fā)生流向改變(見圖5),處于流速最高的湍流區(qū)域,流體在該部位產生渦流,造成該部位腐蝕速率急劇上升,直至出現圓形或橢圓形腐蝕坑甚至穿孔。圖3和圖4中的直管沖刷腐蝕處在彎頭與直管焊縫的臨近部位,焊接時未按規(guī)范要求采用氬弧焊打底,焊肉突出,流體易產生渦流,這是造成爐管該部位沖刷腐蝕的重要原因。
2.4 超負荷運行
按照加熱爐爐管的設計要求,加熱爐輻射管的設計流速小于30 m/s,如果加工量超出設計負荷,爐管內介質流速將會超過30 m/s 。根據“典型材料的硫化物與環(huán)烷酸聯合查表”給出的腐蝕速率數據,介質流速超過30 m/s,腐蝕速率會增加5倍。照此計算腐蝕速率會達到2.54~3.81 mm/a,如此高的腐蝕速率很快就會造成爐管彎頭的局部腐蝕穿孔和泄漏。
2.5 采油助劑影響
SZ36-1采油區(qū)屬于老油田采油區(qū),為提高采油率,在采油過程中通常采用AP-P4聚合物采油助劑(以下簡稱聚合物)。該聚合物屬于改性聚丙烯酰胺,是在部分水解聚丙烯酰胺分子鏈上引入了少量的疏水基團而形成,既親油又親水。由于靜電氫鍵和范德華力作用, 在分子間產生具有一定強度的物理締合作用, 使得原來分子量較低的聚合物分子形成巨大的三維立體網狀結構。在適當的溫度、流速以及作為媒介的金屬離子促進下,AP-P4聚合物凝膠聚集到一起,吸附包裹原油中的重組分及沙土類物質,隨原油進入生產系統(tǒng),容易堵塞電脫鹽前換熱器(見圖6)、電脫鹽罐及附屬電極吊掛(見圖7),導致電脫鹽溫度大幅下降,電脫鹽效果變差。隨著鹽類、泥沙等顆粒物進入加熱爐,加劇了爐管沖刷腐蝕[5-9]。

圖6 電脫鹽前換熱器堵塞

圖7 電脫鹽罐內聚合物
2.6 材質偏低
SZ36-1原油的酸值在3.0 mgKOH/g以上,環(huán)烷酸在高溫下的腐蝕性很強。按照新的設計選材導則[10],加工高酸原油,加熱爐輻射室爐管應該選用316L不銹鋼材質,而該爐管及彎頭材質為Cr5Mo,材質明顯偏低,不耐環(huán)烷酸腐蝕,這是造成爐管彎頭腐蝕穿孔的材質因素。
3 處理措施及應用效果
3.1 處理措施
(1)提高輻射爐管材質。建議將氣化段后5根爐管及所有輻射室彎頭換成316L不銹鋼材質,爐管彎頭應進行固溶熱處理。下次檢修時將輻射室爐管全部更換為316L不銹鋼材質。
(2)嚴格按施工規(guī)范施工。爐管與彎頭焊接應采用氬弧焊打底以減少焊縫焊肉突出,減輕對介質流動的影響。
(3)通過增加原油罐容,原油在罐區(qū)24 h靜置脫水。電脫鹽罐定期切換出系統(tǒng),清理AP-P4聚合物,提高電脫鹽效率。
(4)嚴格控制加熱爐運行負荷,不超負荷運行。嚴格執(zhí)行工藝指標,防止單分支偏量。
3.2 應用效果
采用以上措施后,保障了常壓爐安全運行。檢修時檢測爐管易腐蝕部位,未發(fā)現彎頭壁厚明顯減薄,防腐蝕效果良好。
4 結 語
原油酸值高、腐蝕部位存在流體相變、加熱爐超負荷、爐管材質不符合選材導則要求及原油中攜帶采油助劑等是爐管腐蝕泄漏的主要原因。采取爐管材質升級、氬弧焊打底焊接爐管、加強原油靜置脫水、電脫鹽罐定期清理、優(yōu)化操作條件和穩(wěn)定運行負荷等措施以控制腐蝕。采取以上措施后,保障了常壓爐爐管的安全運行,防腐蝕效果良好。