鍋爐燃燒時序控制系統PLC設計與改造
2019-08-22 09:17:56管成程
船電技術 2019年8期
管成程
鍋爐燃燒時序控制系統PLC設計與改造
管成程
(青島港灣職業技術學院,山東青島 266404)
為了提高鍋爐安全性,對現有鍋爐燃燒時序控制系統進行了設計與改造。通過分析鍋爐燃燒時序系統流程及工況,使用PLC的順序功能圖(SFC)方法,首先列出輸入輸出點,然后一一對應完成外部接線,最后利用置位復位式啟保停程序完成順序功能圖編寫。進而對編寫的程序進行仿真調試,結果無誤且可完成既定功能。利用此方法優化了控制程序,改造后的控制設備可在船舶上進行推廣使用。
可編程控制器(PLC) 鍋爐燃燒時序控制 設計與改造
0 引言
鍋爐作為船舶動力裝置之一,是船上較早實現自動控制的設備。在蒸汽動力裝置中,它產生的蒸汽可以用來驅動船舶主機;在內燃機動力裝置中,作為輔助鍋爐產生的蒸汽可以加熱貨油;在柴油機貨船中鍋爐產生的蒸汽可以加熱燃油、滑油,還可以為船員生活提供熱力[1]。如何成功點火和燃燒是使用鍋爐的前提,本文重點介紹利用西門子可編程控制器(PLC)實現鍋爐的燃燒時序控制。
1 鍋爐燃燒時序系統流程及工況
鍋爐的自動控制并非孤立存在,它和多方面有關聯,比如:水位的自動控制、蒸汽壓力的自動控制、鍋爐點火及燃燒的時序控制和自動安全保護。
鍋爐燃燒時序控制系統按照時間順序的先后,完成預掃風、預點火、點火、燃燒、以及停爐。
如圖1,啟動鍋爐前先檢查是否滿足條件,條件滿足就按下啟動按鈕,進入預掃風階段,燃油泵開啟,但是燃油電磁閥關閉,讓油路進入外循環;鼓風機開啟,風門擋板先不開啟,利用大風進行預掃風,把爐腔內殘存的油氣排出,防止在點火時出現“冷爆”。

圖1 輔助鍋爐燃燒時序控制框圖
預掃風時間根據鍋爐結構不同持續時間不同,一般持續幾十秒時間。預掃風結束后進入預點火狀態[2]。在保持鼓風機開啟狀態,接通風門擋板的電磁閥,關小風門,輸出少量風;油泵和燃油電磁閥保持不變,接通點火變壓器,點火電極打火,進行預點火,時間幾秒鐘。然后進入正式點火,保持點火電極持續打出火花,保持小風門,打開燃油電磁閥,開大回油閥,利用小風量和少噴油進行點火。點火成功后維持一段時間的底火燃燒,讓鍋爐的溫度緩慢上升,進行預熱。然后進入負荷控制燃燒,開大風門和關小回油閥,提供大風量和多油量,按照一定比例進行充分燃燒。在點火和燃燒過程中,出現任何異常情況都要進行保護,不管是點火失敗還是中間熄火,都要保持掃風一段時間后,關斷各個輸出。
2 基于西門子S7-200的PLC設計
按以下步驟用順序功能法(SFC)進行鍋爐燃燒時序的PLC程序設計。
2.1 列寫I/O分配表
根據鍋爐燃燒時序控制系統分析,共需要21路開關量輸入,14路開關量輸出,選用西門子CPU型號為226,它總共有24路開關量輸入,16路開關量輸出,能夠滿足要求[3]。I/O分配如表1所示。
I/O分配表列寫過程中,需要注意:首先,輸入輸出點都是八進制,所以到7以后再加1點需要進位到10,不能出現I0.8、Q1.9等現象。其次,在設置過程中,因為預留幾個點,所以并沒有按照順序依次排列。最后,不管如何安排輸入輸出點,之后的外部接線和程序必須和初始的I/O相對應。比如連接手動點火按鈕的線必須連接輸入點I2.4,程序中的I2.4必須實現是手動點火功能輸入點,否則控制系統就會混亂。
2.2 連接外部接線圖
外部接線主要分三部分,一是輸入點接線,二是輸出點接線,三是PLC電源供電。輸入輸出接線與I/O分配表一一對應。另外因為西門子的輸入輸出端都要帶外置電源,所以輸入輸出設備公共點回com端時,連接相應類型電源。PLC供電電源接AC220 V。
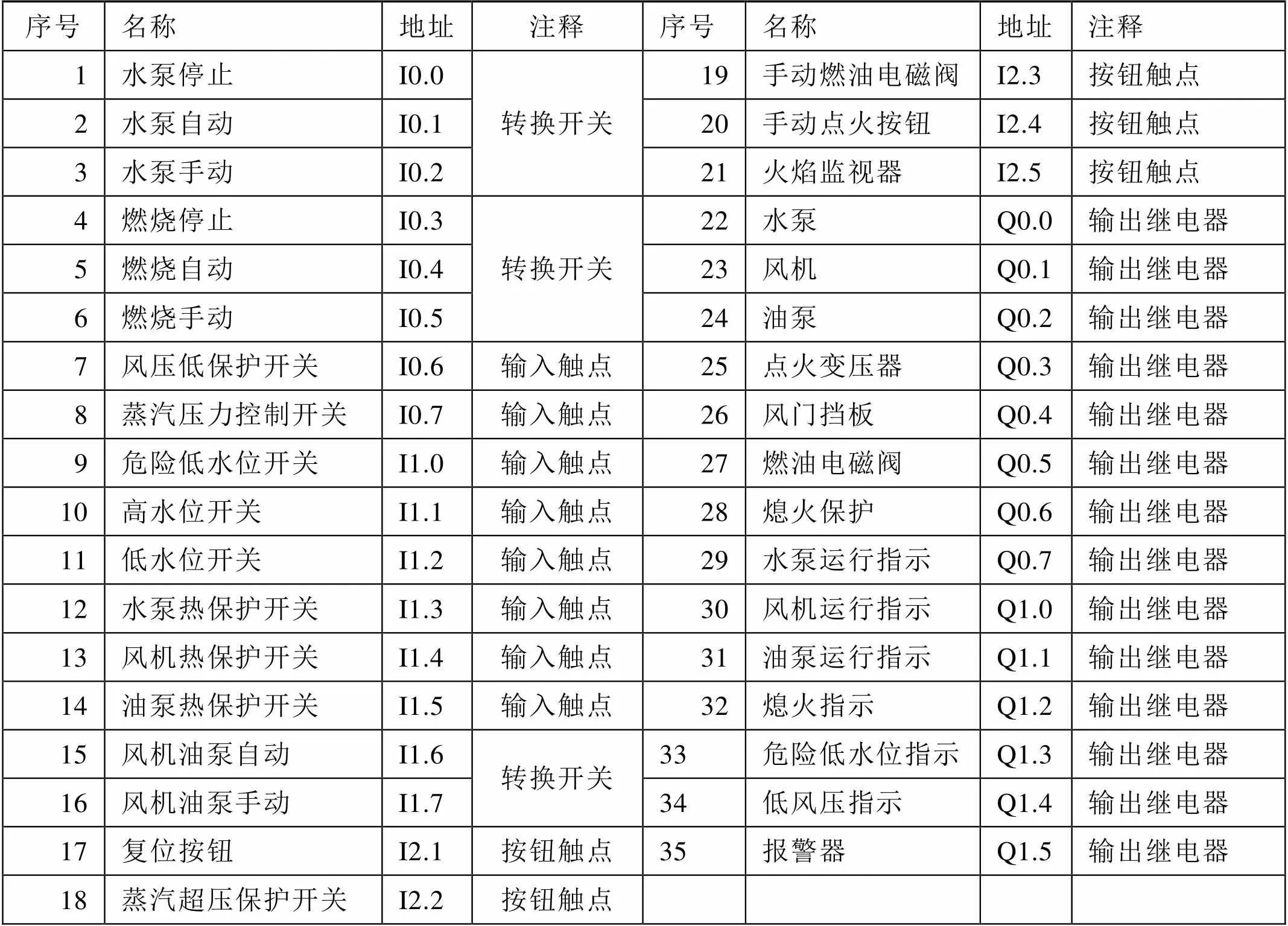
表1 鍋爐控制系統I/O分配表
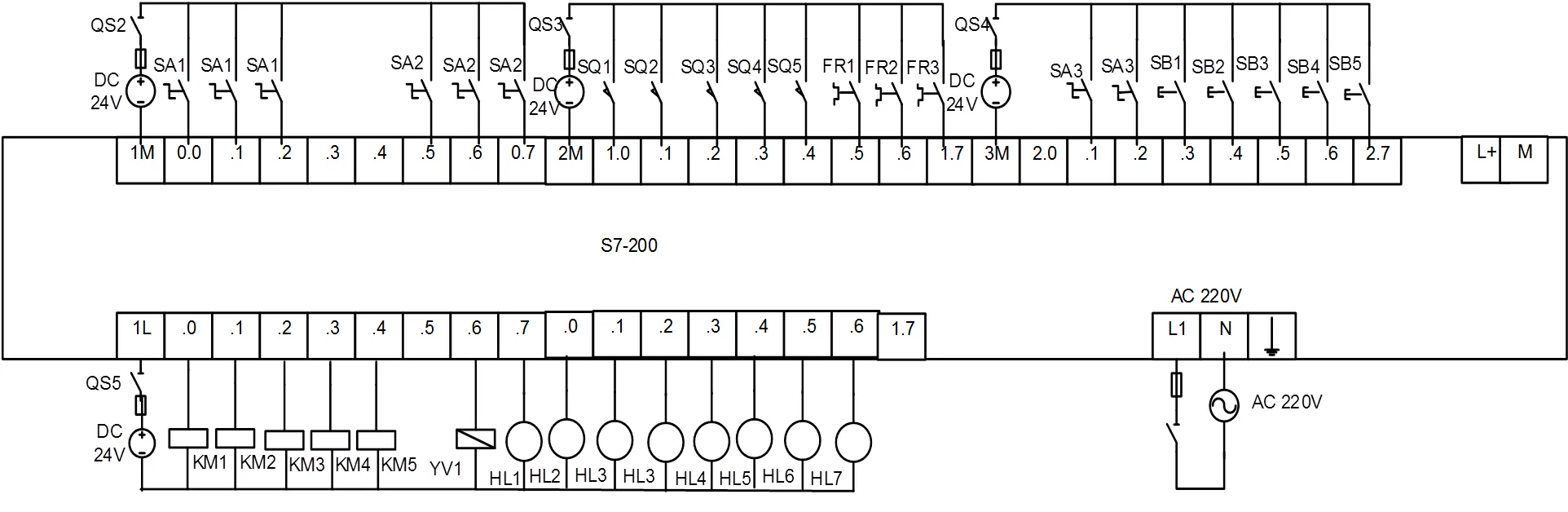
圖2 鍋爐燃燒時序程序控制外部接線圖
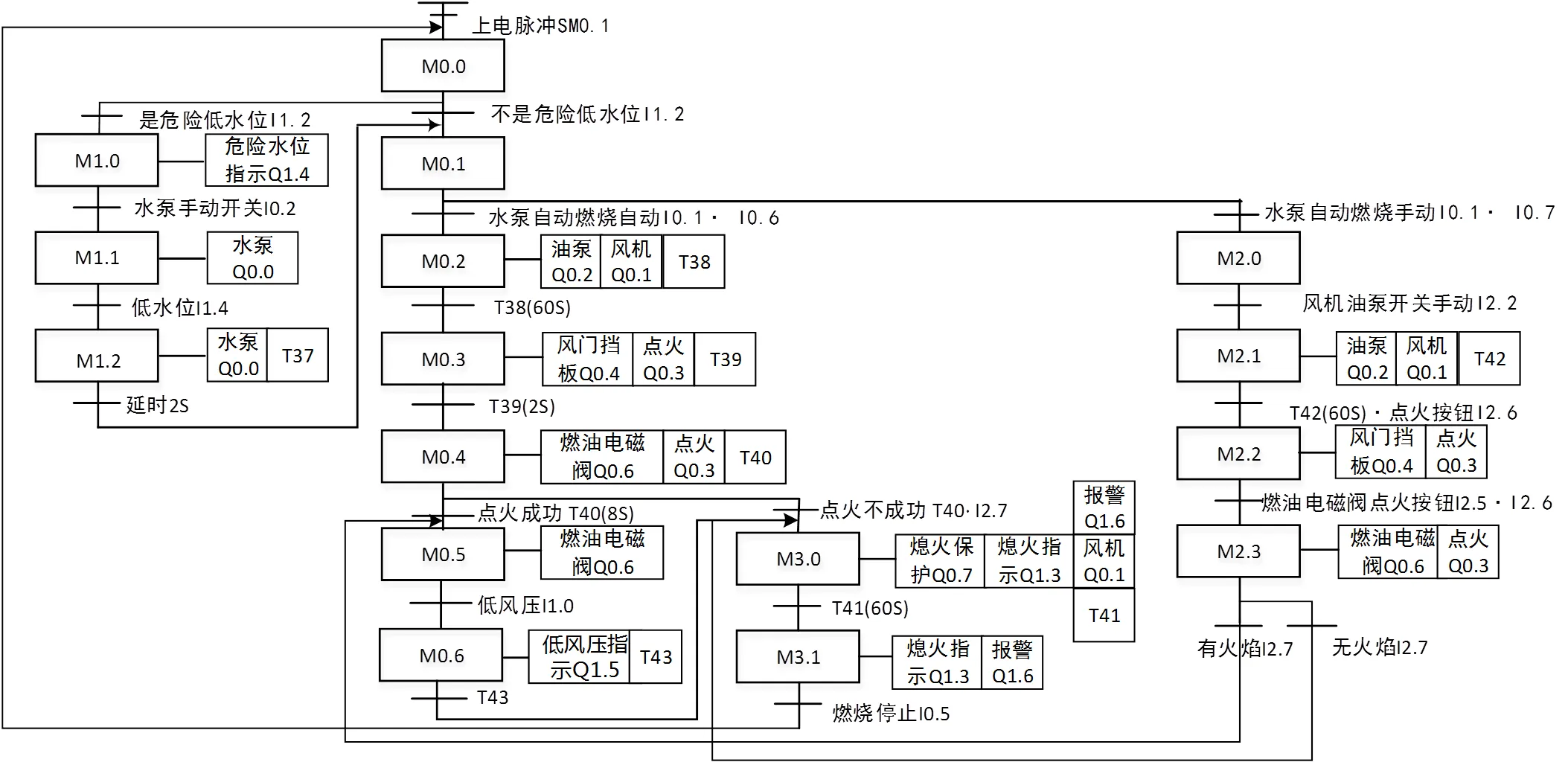
圖3 鍋爐燃燒時序程序控制流程圖
2.3 順序功能圖SFC
使用順序功能圖編程,最主要的是畫好SFC,它既是設備工作狀況的體現,也是所要進行的程序設計的依靠。SFC完成,所要設計的程序就基本完成了,剩下梯形圖的編寫主要就是起保停程序的重復使用。本控制系統的順序功能圖主要以單序列的結構為主,在手動和自動方面使用選擇序列結構,點火成功和不成功也使用選擇序列。具體詳細流程如圖3所示。
2.4 程序編寫
程序編寫過程需要說明的有:一、由于彈簧和鼓風機的作用,風門擋板在不得電的情況下是開大的,當風門擋板繼電器得電,風門會關小。二、油泵開啟后,燃油電磁閥沒打開前,油路經過外回路循環。燃油電磁閥打開后,噴油量的多少和回油閥的開啟大小有關,和燃油電磁閥沒有關系。因為我們使用的燃油電磁閥是數字量開關,不是模擬量開關,它只負責開和關,與噴油的多少無關。三、程序的編寫過程中,可以考慮三種方式把SFC轉換成梯形圖:普通啟保停程序、置位復位和順控SCR、SCRT、SCRE。我們采用置位復位的起保停完成編寫。程序段之一如圖4。
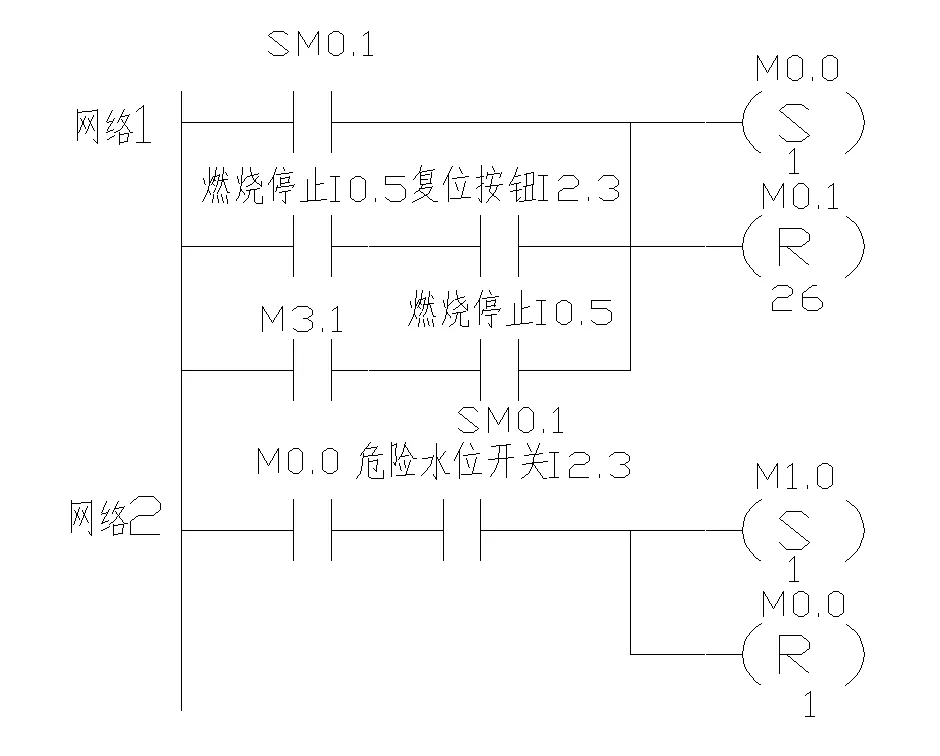
圖4 鍋爐燃燒時序梯形圖
3 仿真與調試
程序調試使用兩種方式,一種利用上海機電宇龍仿真軟件,根據鍋爐所需外部連接設備,連接外部接線圖;傳入程序后,仿真顯示PLC各個輸出,按照控制要求相應動作。另外利用STEP 7 MicroWIN SP9,接好通訊,程序寫入西門子226CPU,運行正常。
4 結束語
本文通過分析鍋爐燃燒時序系統流程及工況,使用PLC的順序功能圖(SFC)方法,完成編寫。程序無編譯和運行錯誤,并順利完成既定功能。利用此方法優化了控制程序,原控制設備按照此方案改造后,更加安全可靠,而且也大大提高了設備的使用率,也可以作為新產品在船舶上進行推廣使用。
[1] 曾新紅. 船舶輔助鍋爐監控系統設計[J] .機電設備, 2006, (06) : 4-7.
[2] 包恒亮. 基于PLC及變頻技術的油船輔鍋爐自動控制裝置的研究[D]. 大連: 大連海事大學, 2016.
[3] 唐永耀. 鍋爐控制及PLC應用[D]. 合肥: 合肥工業大學, 2006.
Design and Improvement of PLC for Time Sequence Control System of Boiler Combustion
Guan Chengcheng
(Qingdao Harbour Vocational and Technical College, Qingdao 266404, Shandong, China)
G712
A
1003-4862(2019)08-0040-04
2019-01-15
項目來源青島港灣職業技術學院2018年校級精品資源共享課程立項建設,課程名稱:《輪機自動化》
管成程(1978-),男,副教授。研究方向:電氣工程技術專業,電機電氣控制。E-mail: 839138437@qq.com
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55