采用同步壓縮變換和能量熵的機器人加工顫振監測方法
2019-08-22 03:00:48薛雷曾宏偉覃程錦陶建峰劉成良湯海洋黃穩
西安交通大學學報 2019年8期
薛雷,曾宏偉,覃程錦,陶建峰,劉成良,湯海洋,黃穩
(1.上海飛機制造有限公司,200240,上海; 2.上海交通大學機械系統與振動國家重點實驗室,200240,上海)
在航空以及汽車制造等機械制造業中,由于零件尺寸更大,結構和工藝更為復雜,傳統的加工機床難以適應其加工要求。相比之下,機器人加工系統具有靈活性好、效率高以及加工空間大等優勢[1]。然而,工業機器人通常采用多桿串聯型結構,使得其系統剛度遠遠低于傳統機床[2-3]。因此,在機器人加工過程中,系統極易產生顫振,導致工件加工質量降低以及刀具壽命縮短,甚至會造成機器人損壞[4-6]。為避免顫振帶來的危害,可以在顫振發展的早期對機器人加工系統進行干預,通過調整加工參數等措施抑制顫振進一步發展。因此,實時監測加工系統的狀態,在顫振發展的早期盡快將其檢測出來顯得尤為重要。
傳感器是從加工系統獲取物理信息的橋梁。目前,多種傳感器信號被獲取用于顫振的監測與分析,包括切削力信號[7]、聲信號[8]、電機電流信號[9-10]和振動信號[11-12]等。由于顫振是一種自激振動,振動信號能更好地反映顫振發展的過程,且其具有低成本和易獲取的優勢,是一種較為理想的顫振監測信號。原始的傳感器信號往往難以直觀反映顫振的產生,需對其加工處理才能獲取有用信息。常用的信號處理方法有時域分析、頻域分析以及時頻分析。時域分析和頻域分析一般用于平穩信號的處理,而機械加工過程中振動信號多為非平穩信號,因此時頻分析方法更能有效地分析顫振信號。Liu等[10]利用經驗模態分解法分析電機電流信號,然后進行顫振特征提取;Yao等[13]對振動信號進行小波變換,再通過支持向量機進行特征分類;Liu等[14]提出了基于變分模式分解的銑削顫振監測方法。然而,這些經典的時頻分析方法受限于海森堡不確定性原理,無法在時間和頻率上同時到達很高的分辨率,使得顫振監測的準確度受限。為獲取更高分辨率的時頻譜,Daubechies等[15]提出了同步壓縮變換(SST),該方法在傳統時頻分析結果上,利用同步壓縮算法將具有相同瞬時頻率的時頻系數壓縮至它們的瞬時頻率處,使得頻率曲線更加集中,從而提高了時頻譜的分辨率,并且SST支持信號重構,是一種分析非平穩信號的有效工具。
機器人加工時往往伴隨著刀具與工件之間的相互振動。加工平穩時以強迫振動為主,振動頻率通常為主軸旋轉頻率、齒通頻率及其倍頻,幅值較小。當加工變得不穩定時,系統會發生顫振,此時自激振動占據主導地位,振動頻率接近或等于系統固有頻率,振幅顯著增大[16-17]。加工振動與顫振之間存在過渡階段,目前暫無公認的指標可直接區分顫振和正常加工振動。因此,尋求對顫振敏感的特征量是實現顫振在線自動監測的關鍵。由于加工振動和顫振之間存在振動頻率及幅值方面的差異,顫振的發展過程中通常會伴隨著振動頻率分量以及能量分布的變化,設法捕捉這種變化為顫振自動辨識提供了思路。近年來,能量熵引起了人們的關注,由于其能很好地描述非平穩信號能量分布的變化,在機械故障診斷[18]和機床銑削狀態分析[19-20]中都得到了應用。
基于以上分析,本文提出了基于同步壓縮變換和能量熵的顫振監測方法。首先,通過同步壓縮短時傅里葉變換獲得振動信號的高分辨率時頻描述,再將信號分為多個頻帶,重構得到各頻帶的子信號,然后引入能量熵作為顫振監測的特征量,最后求取子信號能量熵之和以實現機器人加工顫振的在線監測。
1 機器人加工顫振監測算法
1.1 同步壓縮變換
同步壓縮變換是一種時頻后處理方法,旨在提高時頻譜的分辨率。SST的基本原理是:在原始線性時頻譜的基礎上對線性時頻變換結果進行重排,將具有相同瞬時頻率的時頻系數壓縮到它們的瞬時頻率位置,以獲得更加準確和清晰的時頻譜。下面以短時傅里葉變換(STFT)為例,對SST算法進行說明。
對時域信號x(t)進行短時傅里葉變換,可得其時頻譜為

(1)
式中:u為窗長;g(u-t)為可隨時間t移動的緊支窗函數。窗函數g用于截取時域信號x(t),對截取后的信號進行傅里葉變換,就能得到t時刻信號x的局部頻譜信息。當窗函數沿整個時間軸移動時,就能得到信號x完整的時頻分布。
將x(t)的STFT公式乘上一個相位因子eiω t,可以得到調整相位后的信號時頻譜
(2)

若x(t)是幅值為A、頻率為ω0的諧波信號,即x(t)=Aeiω0t,對x(t)進行傅里葉變換,可得
(3)
(4)
從式(4)可以看出,諧波信號x(t)經STFT后的時頻譜,時頻系數的峰值出現在諧波信號頻率ω0處,分布于ω0兩側的時頻系數則隨跟ω0的距離增大而減小。可見,雖然信號經STFT變換后時頻系數分布于瞬時頻率附近,但窗函數存在能量泄露導致時頻譜模糊,降低了時頻譜的分辨率。
信號的瞬時頻率ω0可以通過下式計算
(5)

(6)
(7)

1.2 機器人加工顫振監測算法
顫振是加工過程中機器人結構從周期性切削力中吸收能量而產生的自激振動。當機器人加工系統從平穩加工階段過渡到顫振階段時,振動信號中會產生新的主頻分量,并且能量向顫振頻率處轉移。因此,可以通過監測振動頻率分量及其能量分布變化來實現顫振的監測。根據上述分析,提出了基于SST的機器人加工顫振監測算法。首先,通過SST得到高分辨率的時頻譜,假設加工過程中實際測得的振動信號為s(t),則其SST譜可以表示為
(8)
式中:ω0為瞬時頻率,可根據式(6)計算,即
(9)
由于計算機在計算過程會存在誤差,在編程計算時,可設定一個允許范圍內的誤差值ε,則式(8)可以根據下式近似計算
(10)
式中:ε通常取頻率分辨率的1/2。
通過上述同步壓縮短時傅里葉變換,獲得了振動信號的高分辨率時頻譜。為實現顫振監測,需利用特征量對能量分布變化進行表征。熵能夠度量系統的混亂程度,因而引入能量熵作為描述能量分布變化的特征量。
為計算系統的能量熵,先將SST譜劃分為有限數量的頻帶,再通過重構公式計算每個頻帶對應的時域子信號,重構過程為
(11)

對于每個重構子信號,其能量計算公式為
(12)
則系統加工過程的能量熵H為
(13)
能量熵H即為用于顫振監測的特征量。顫振發生時,能量向顫振頻率處轉移,系統能量熵H會快速增加。因此,可以通過實時計算振動信號的能量熵H進行顫振的在線監測。在大量機器人加工實驗的基礎上,預先確定一個用于顫振判別的能量熵閾值,然后實時計算機器人加工過程中振動信號的能量熵并與閾值比較。當能量熵超過顫振閾值時,則說明識別出了顫振,需要采取主動抑振措施。
需要指出的是,能量熵閾值的選取對顫振辨識結果具有重要影響。閾值過高會導致辨識時間滯后,無法保證在顫振初期將其識別出來。閾值過低則會使得魯棒性變差,容易造成誤報。因此,能量熵閾值的選取應在保證高辨識準確度的前提下,同時使識別出顫振的時間盡可能早。
2 實驗驗證
2.1 實驗平臺
為驗證所提算法對機器人加工顫振監測的實際效果,搭建了如圖1所示的機器人加工實驗平臺。該平臺主要由庫卡工業機器人、末端執行器、工件及夾具、傳感器以及數據采集系統組成。末端執行器通過法蘭安裝在機械臂末端,主要包括主軸單元、進給單元、視覺測量模塊、法線測量模塊以及壓腳。機器人進行加工時,首先采用視覺測量模塊進行參考孔定位,然后通過壓腳壓緊工件,利用主軸單元和進給單元實現加工操作。
圖1 機器人加工實驗平臺
為測量機器人加工過程中主軸振動信號,選用型號為PCB 356A24的加速度計,將其安裝在主軸上,如圖2所示。數據采集系統以10 240 Hz的采樣頻率實時采集振動加速度信號。實驗過程中,采用了兩種不同幾何形狀的硬質合金鋼鉆锪刀具,其中刀具Ⅰ直徑為6 mm,頂角為120°,锪孔角度為100°;刀具Ⅱ直徑為5 mm,頂角為130°,锪孔角度為100°。
圖2 刀具及加速度計安裝實景
2.2 實驗結果
基于上述實驗平臺,開展了一系列不同加工參數下的加工實驗。分別對AL6061和AL7075兩種航空鋁合金工件進行了制孔加工實驗,所有加工過程均未使用潤滑劑和冷卻液。為避免偶然因素對實驗結果造成影響,每組相同工藝參數的實驗均重復進行3次。
為確定一個合理的顫振辨識閾值,共進行了480次機器人加工實驗,涉及不同的刀具、工件材料和切削參數,通過觀察加工孔的表面質量選出了其中存在顫振現象的實驗數據進行分析。將選取的數據分成兩個部分:一部分用于閾值的確定;另一部分用于驗證閾值的合理性。確定閾值時,先結合振動幅值變化以及頻譜近似確定顫振發生的時間,然后計算對應時刻的能量熵值,經過對大量實驗數據的處理,從中總結出一個較為合理的閾值。為保證閾值的合理性和適用性,用另一部分數據對其進行驗證,若無法滿足要求則需重新選擇。理論上來說,能量熵閾值大小與加工參數及機器人位姿存在一定關系。在本實驗中,主軸轉速從1 200 r/min增至4 500 r/min,進給速率從0.9 mm/s增至9.6 mm/s。通過對大量的實驗數據分析發現,在此工藝參數范圍內,顫振發生時系統能量熵變動幅度較小,始終維持在一個相對穩定的數值附近,最終確定閾值為105。需要指出的是,本實驗中機器人姿態變化較小,暫未考慮大范圍姿態變化對閾值的影響。
本文方法的在線監測過程為:對實驗測得的振動信號,首先通過SST獲取時頻譜,然后將整個信號等分為16段頻帶,重構得到每個頻帶對應的時域子信號,最后計算能量熵對顫振進行監測。每隔25 ms執行一次,每次計算使用的信號長度為50 ms,采樣頻率為1.024 kHz時對應512個樣本數據。單次能量熵計算所需時間約20 ms,基本能夠滿足顫振在線監測的實時性要求。將計算得到的能量熵值與閾值進行比較,一旦能量熵值超過閾值,則認為加工過程發生了顫振。
實驗1采用刀具I對AL6061鋁合金工件進行機器人加工實驗,記錄不同的主軸轉速和進給速率下的振動信號和加工狀態。為驗證所提顫振監測算法的有效性,從出現顫振現象的實驗中選取兩組具有代表性的實驗數據進行分析。主軸轉速設為3 000 r/min,進給速率為3.5 mm/s,顫振監測結果如圖3所示。圖3b為振動信號的能量熵隨時間變化的曲線,可以看到:能量熵在初始階段數值較小且增長緩慢,而從約t=0.151 s開始曲線斜率變大,能量熵增長加快;在t=0.255 s時,能量熵超過閾值,顫振被檢測出來;當t=0.5 s時,能量熵值已遠遠超過顫振發生前的數值,隨后熵值又趨于平穩,可見能量熵能夠很好地反映顫振發展的過程。從信號波形圖3a來看,t=0.255 s時振幅較小,說明該時刻還處于顫振的萌芽階段。觀察SST譜圖3c可以發現,直到t=0.289 s時顫振頻率才變得明顯。實驗結果表明,本文提出的算法能在早期有效地識別出機器人加工系統顫振。
(a)振動時域波形

(b)能量熵曲線
(c)SST譜圖3 實驗1的顫振監測結果
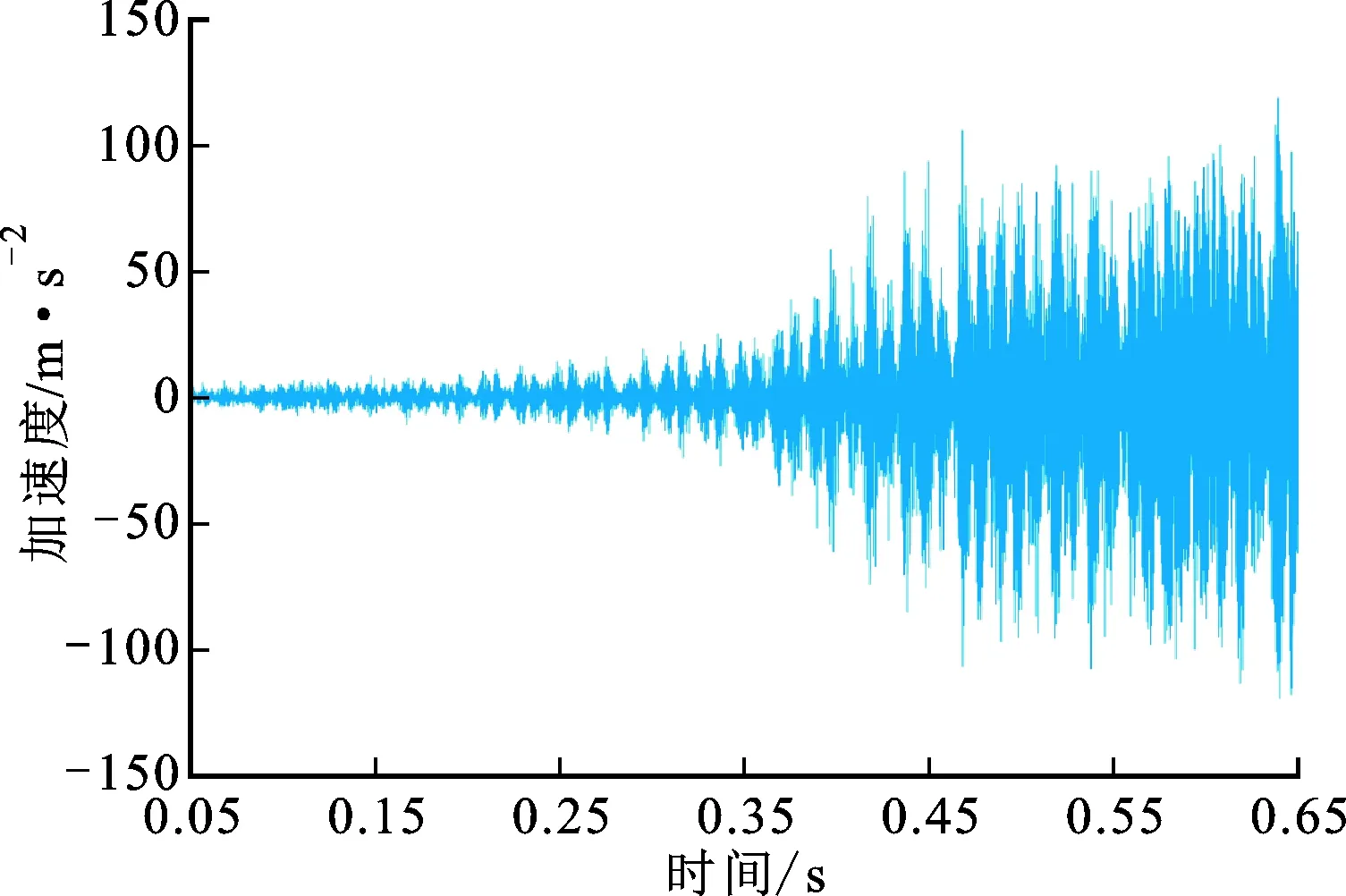
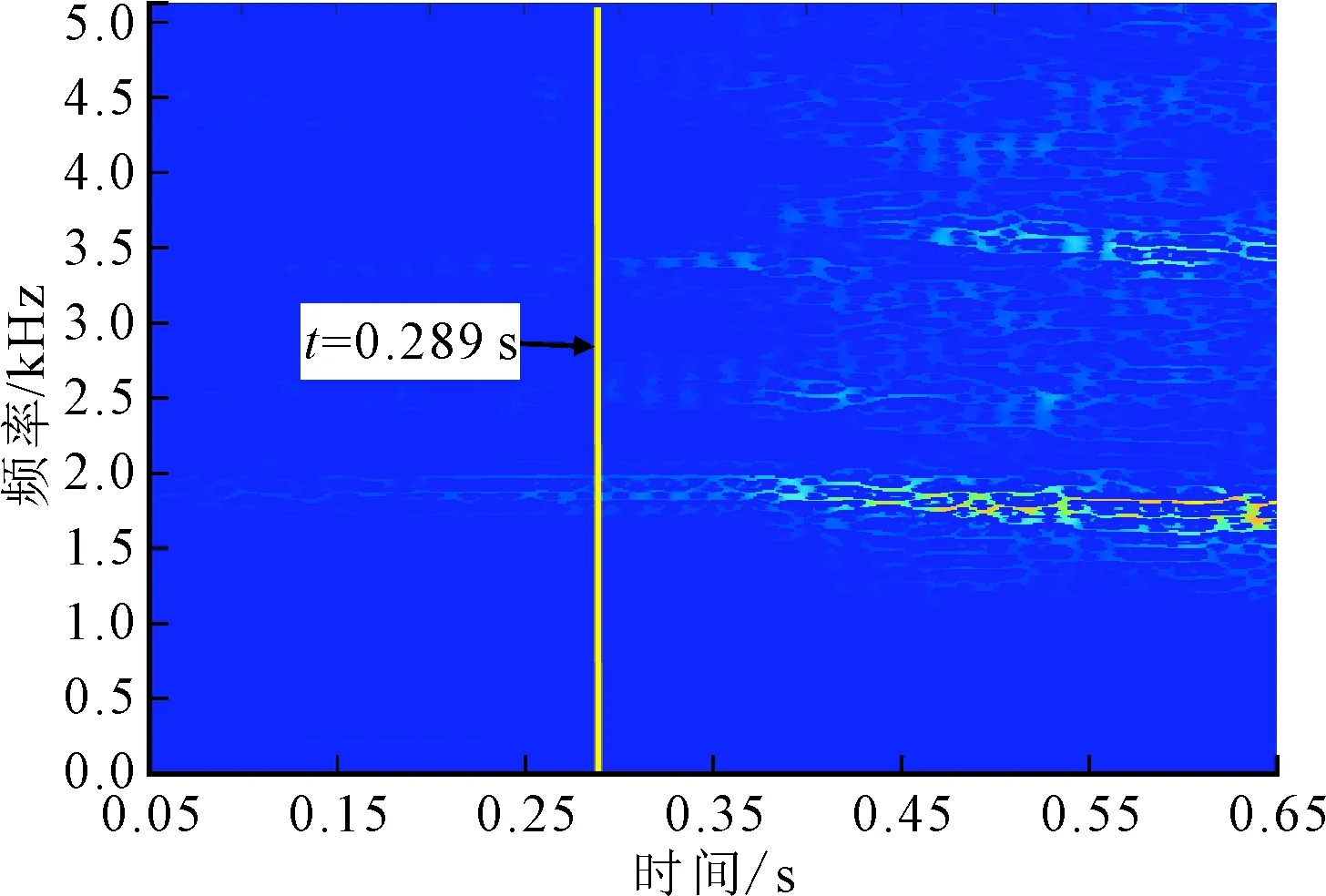
實驗2刀具和工件材料同實驗1,加工過程中主軸轉速為3 000 r/min,進給速率為6.0 mm/s,顫振監測結果如圖4所示。從圖4b的能量熵變化曲線來看,振動信號能量熵在t=0.201 s前短暫上升,后隨即減少,但未超過閾值。對照圖4a的時域波形可以發現,在對應的時間段內振動幅度輕微增大后又減小。由此可見,能量熵對振幅變化較為敏感,同時也說明所選的顫振閾值是合理的。在t=0.250 s后能量熵快速增加,并于t=0.311 s時刻超過閾值,表明所提算法監測到了顫振。在大約t=0.432 s后,能量熵遠遠超過了初始值并變得相對穩定,說明此時顫振已經發展充分。顫振現象也能夠觀察時頻譜中頻率的變化來判斷,從圖4c的SST譜來看,相對明顯的高頻顫振頻率分量出現在t=0.391 s時刻。同時,從圖4a的時域波形可以看到,當所提算法監測到顫振時,振動幅值仍處于較低的水平,表明此時顫振才剛剛開始。因此,所提顫振監測算法能夠在顫振發展的初期將其有效檢測出來。
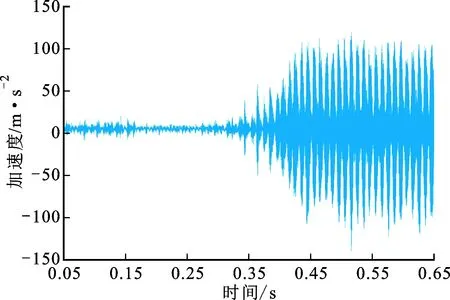
(a)振動時域波形
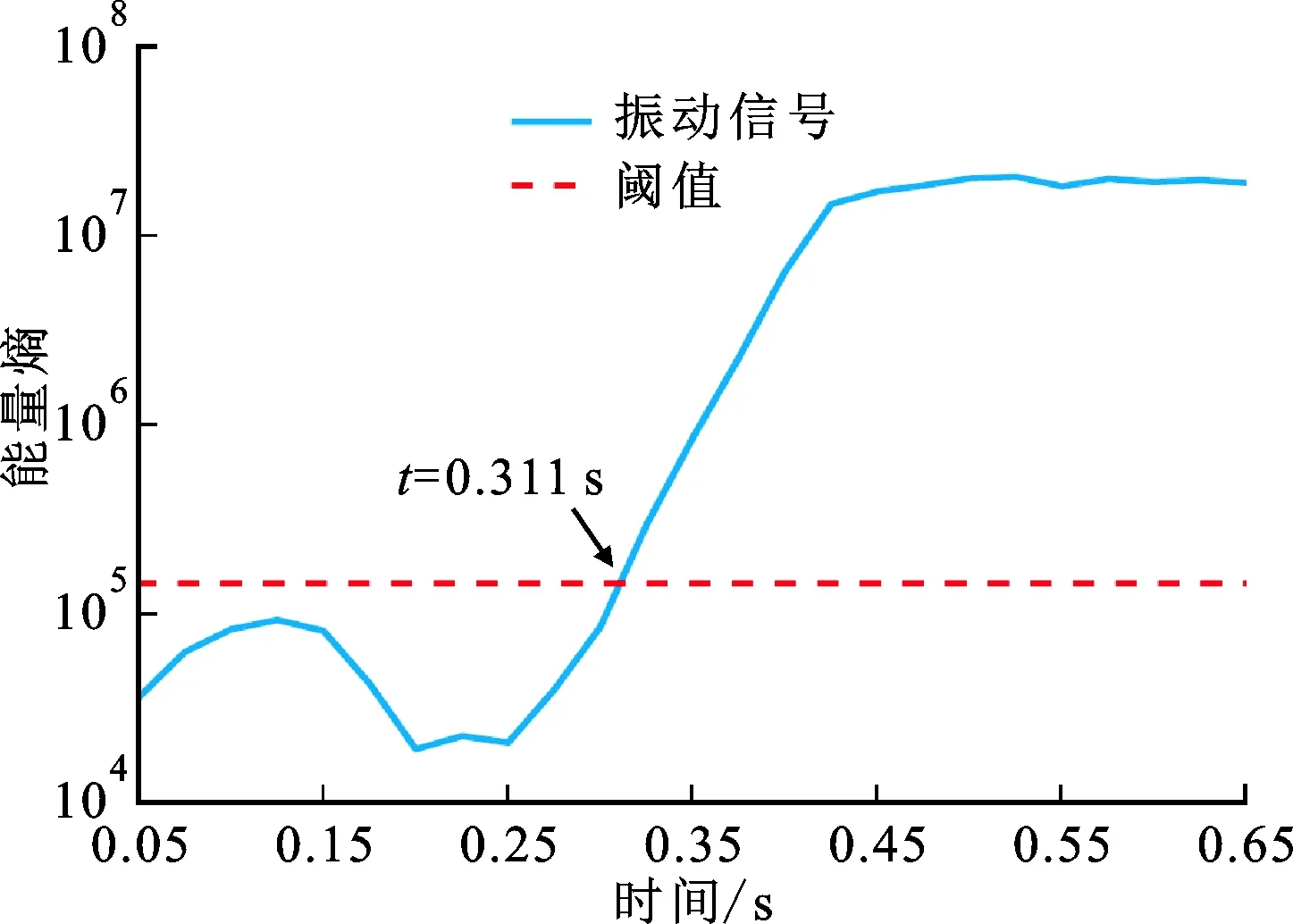
(b)能量熵曲線
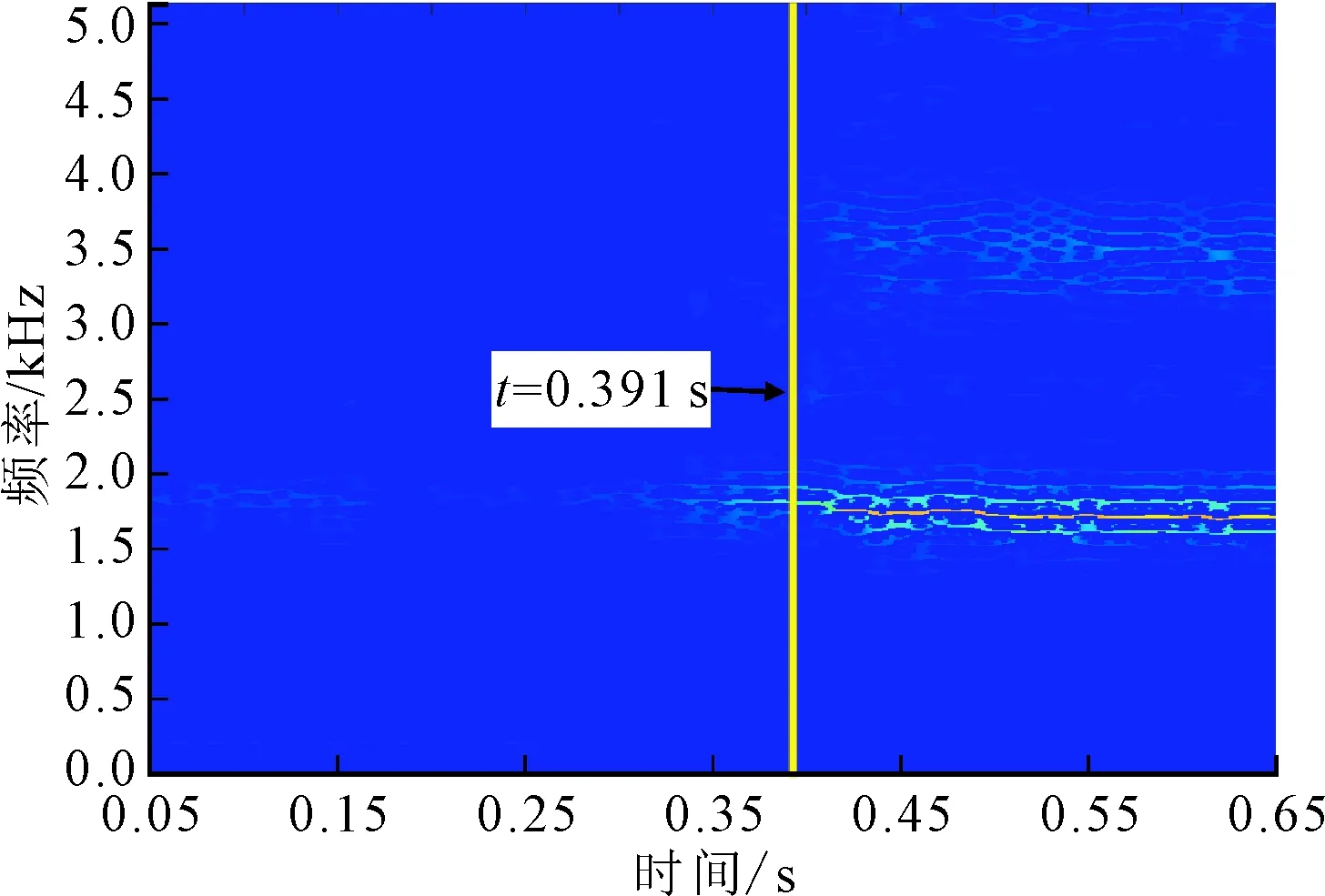
(c)SST譜圖4 實驗2的顫振監測結果
實驗3為進一步驗證所提方法的適用性和有效性,采用刀具II和鋁合金AL7075工件進行了更多的加工實驗。當主軸轉速為3 000 r/min、進給速率為6.0 mm/s時,圖5給出了實驗3的顫振監測結果。從圖5b可以看出,信號能量熵在開始階段數值較小,隨后增長速度明顯加快,在t=0.162 s時能量熵超過閾值,此時辨識出了顫振。從圖5a的時域波形可以看到,在約t=0.212 s后,振動信號幅值才有明顯的增長。同時,觀察圖5c的SST譜發現,相對明顯的顫振頻率出現在t=0.216 s時,因此所提顫振監測算法能在顫振充分發展之前將其有效檢測出來。
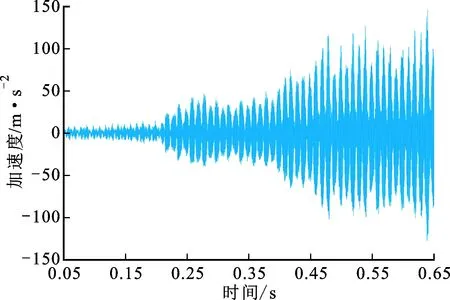
(a)振動時域波形
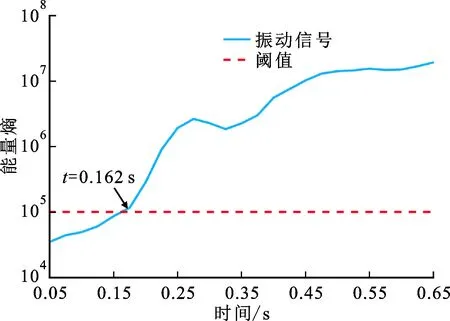
(b)能量熵曲線
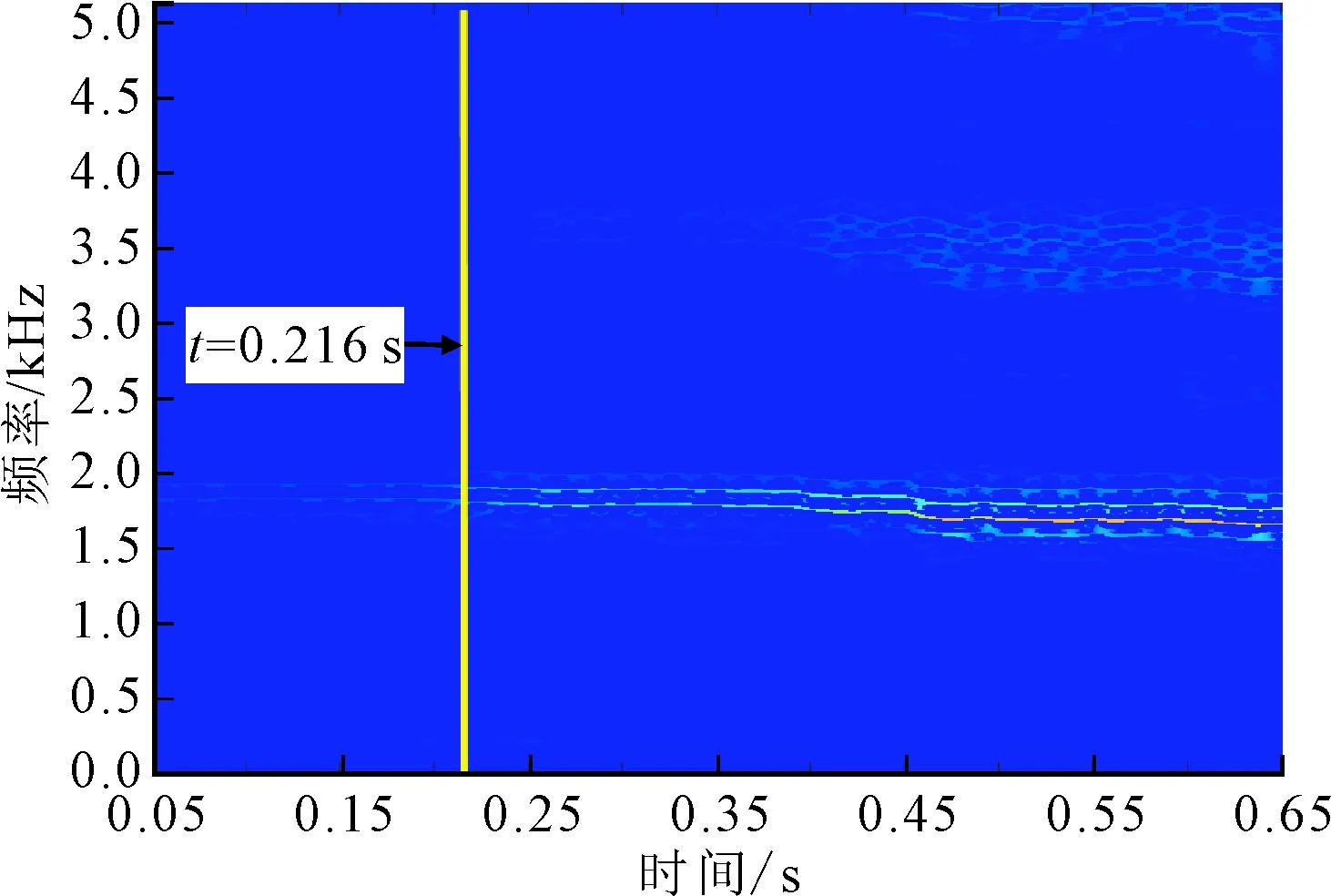
(c)SST譜圖5 實驗3的顫振監測結果
實驗4采用刀具II加工鋁合金AL7075工件,當主軸轉速為4 500 r/min、進給速率為3.2 mm/s時,圖6給出了振動信號、能量熵曲線以及SST譜圖。從圖6b來看:能量熵在開始階段相對較小且保持平穩,在t=0.212 s后增長明顯加快;當t=0.257 s時,能量熵超過閾值,說明算法識別出了顫振,而從圖6a來看,在t=0.271 s左右時振動幅值才顯著增加。同時,由圖6c的SST譜可以發現,在t=0.279 s時刻時頻譜才出現相對明顯的顫振頻率。上述不同參數下的實驗結果表明:本文所提監測算法能夠在顫振萌芽階段有效地將其識別出來,并適用于不同加工條件下的機器人鉆削加工。
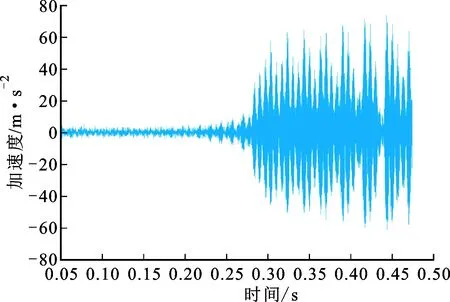
(a)振動時域波形
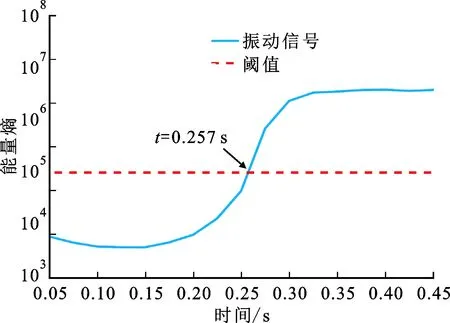
(b)能量熵曲線
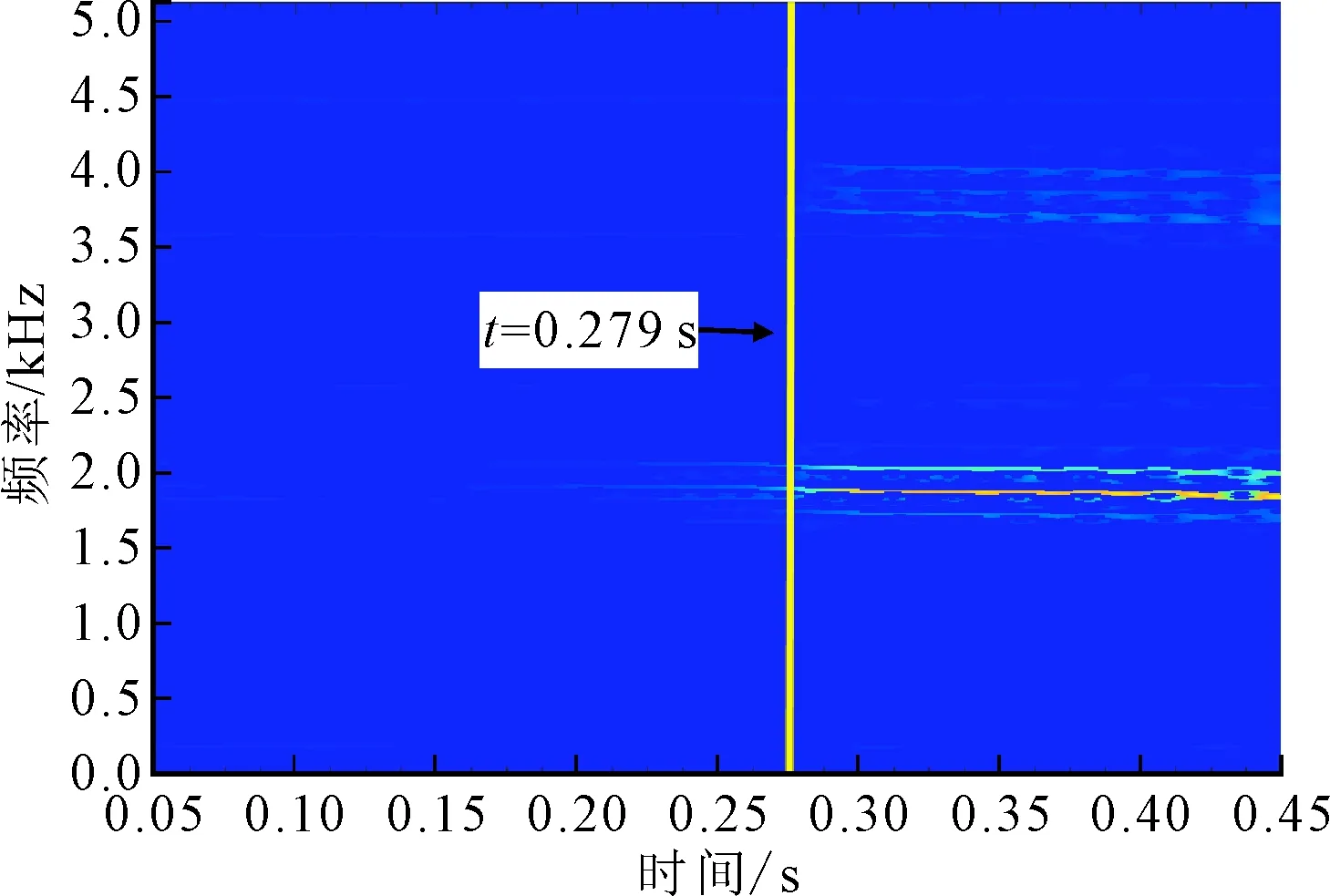
(c)SST譜圖6 實驗4的顫振監測結果
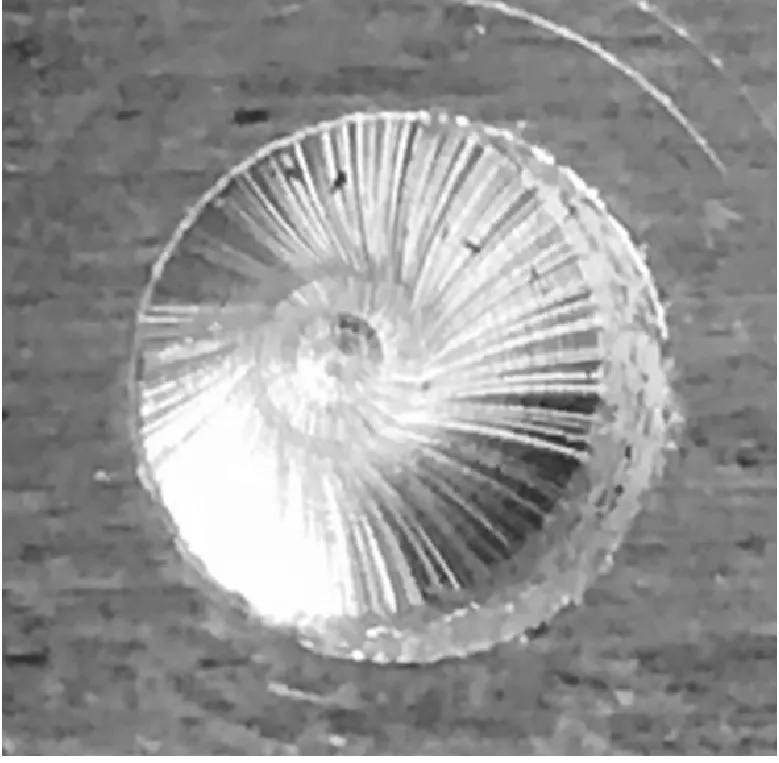
實驗4中加工孔的表面質量如圖7a所示。為對比機器人加工過程中有、無顫振時的加工質量,采用與實驗4相同的刀具及工件材料,在主軸轉速為1 800 r/min、進給速率為5.7 mm/s時得到一組穩定鉆孔的工件加工表面,如圖7b所示。對比圖7a、7b可以發現,穩定鉆削時加工孔的表面十分光滑,而當加工系統發生顫振時,刀具在工件表面留下了明顯的振動紋路。
(b)無顫振

(a)有顫振
3 結 論
提出了一種基于同步壓縮變換和能量熵的機器人加工顫振監測方法。利用加速度傳感器測量加工系統振動信號,通過同步壓縮短時傅里葉變換獲取高分辨率的時頻譜,再將振動信號分為有限個頻帶,重構得到各頻帶對應的時域子信號。針對顫振發生時振動信號時頻及能量分布變化的特點,采用能量熵作為顫振監測的特征量,通過實時計算系統的能量熵進行顫振的在線監測。為驗證本文方法的有效性,設計并開展了不同加工條件下的機器人加工實驗。研究結果表明:本文所提顫振監測方法能夠在機器人加工顫振發生早期有效地將其檢測出來,并適用于不同加工條件。此外,計算一次能量熵大約需要20 ms的時間,基本滿足顫振在線監測的實時性要求。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
