臂板件液態(tài)模鍛分析與模具設(shè)計(jì)
2019-08-28 07:45:00徐勝利
鍛壓裝備與制造技術(shù) 2019年4期
徐勝利
(西安航空職業(yè)技術(shù)學(xué)院,陜西 西安 710089)
1 引言
液態(tài)模鍛是將熔煉合格的液態(tài)金屬直接注入模腔內(nèi)持續(xù)施以機(jī)械靜壓力,使熔融金屬在壓力作用下發(fā)生流變充型、結(jié)晶凝固和流變補(bǔ)縮,獲得內(nèi)部組織致密,外觀光潔,尺寸精確的材料成形方法。
其主要特點(diǎn)有:①液鍛模具比金屬固態(tài)模鍛充填性好;②液鍛件組織致密,無成份偏析、無各向異性,組織為等軸細(xì)晶結(jié)構(gòu);③液鍛件抗腐蝕性能良好,力學(xué)性能接近模鍛件;④液鍛成形速度低,排氣性好,材料消耗少,適應(yīng)性強(qiáng),綠色環(huán)保。
如圖1所示為某型航空救援裝備臂板件,該零件工作時(shí)承受較大的彎曲載荷。圓柱銷軸孔工作時(shí)既要轉(zhuǎn)動(dòng)靈活,又要承受較大擠壓力,要求表面硬度高。根據(jù)零件技術(shù)條件,工作環(huán)境和生產(chǎn)批量,綜合分析選擇液態(tài)模鍛工藝較為科學(xué)合理。
2 臂板液態(tài)模鍛件設(shè)計(jì)
液態(tài)模鍛和普通模鍛一樣,鍛件圖是設(shè)計(jì)和制造模具的主要依據(jù),根據(jù)液態(tài)模鍛工藝特點(diǎn),臂板件液鍛件圖設(shè)計(jì)如下:
①分模面選擇:確定液鍛件分模面原則與金屬壓鑄件相同。根據(jù)零件形狀,滿足液鍛件易于從型腔中取出,擠壓充填成形效果良好,并且便于模具加工制造,選擇零件投影面積最大面為分模面。
②收縮率選擇:考慮金屬冷卻收縮和模具受熱膨脹等因素,收縮率取為1.2%較為合理。
③圓角半徑:根據(jù)零件尺寸、形狀和成形工藝要求,園角半徑取R3~5mm。
④模鍛斜度:該模具結(jié)構(gòu)設(shè)計(jì)中有頂料裝置,且要求液鍛件開模留于下模中。因此,模鍛斜度取2°~3°較為合理,且下模型腔斜度小于上模型腔斜度。
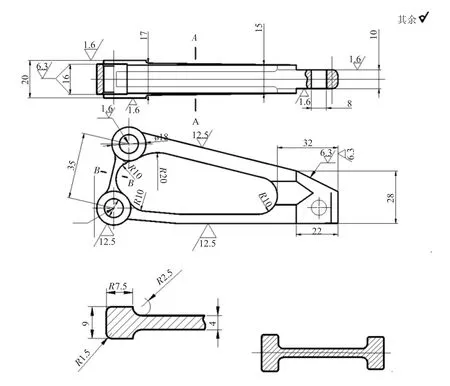
圖1 臂板件零件圖
3 模具結(jié)構(gòu)設(shè)計(jì)
3.1 模具結(jié)構(gòu)分析
臂板液態(tài)模鍛模具結(jié)構(gòu)如圖2所示,模具采用一模兩腔69式對稱布置,分模面選擇在臂板件高度方向中線部位(如圖1所示)。加料口設(shè)置在模具上方,澆口開設(shè)在臂板件大端側(cè)向以利于成形和補(bǔ)縮。壓力機(jī)選用帶頂出裝置的普通雙動(dòng)液壓機(jī)。在液壓機(jī)活動(dòng)橫梁上安裝有快速固模裝置,壓柱和液壓機(jī)主杠活塞桿連接。
模具工作時(shí),下模部分固定于液壓機(jī)工作臺(tái)面。上模部分用快速固模裝置固定于液壓機(jī)活動(dòng)橫梁,上、下模用導(dǎo)柱導(dǎo)套定位導(dǎo)向。待上、下模合模準(zhǔn)備好后。快速固模裝置松開。活動(dòng)橫梁上行,加料口外漏,用澆包將高溫金屬液定量注入加料室及型腔內(nèi)。然后活動(dòng)橫梁底面下行至上模上平面后迅速操作快速固模裝置,使上模與活動(dòng)橫梁固定牢靠,合模澆注結(jié)束。液壓機(jī)主缸活塞桿帶動(dòng)壓柱以一定速度向下運(yùn)動(dòng),將金屬通過澆注系統(tǒng)壓入型腔。保壓、凝固后,完成零件成形。
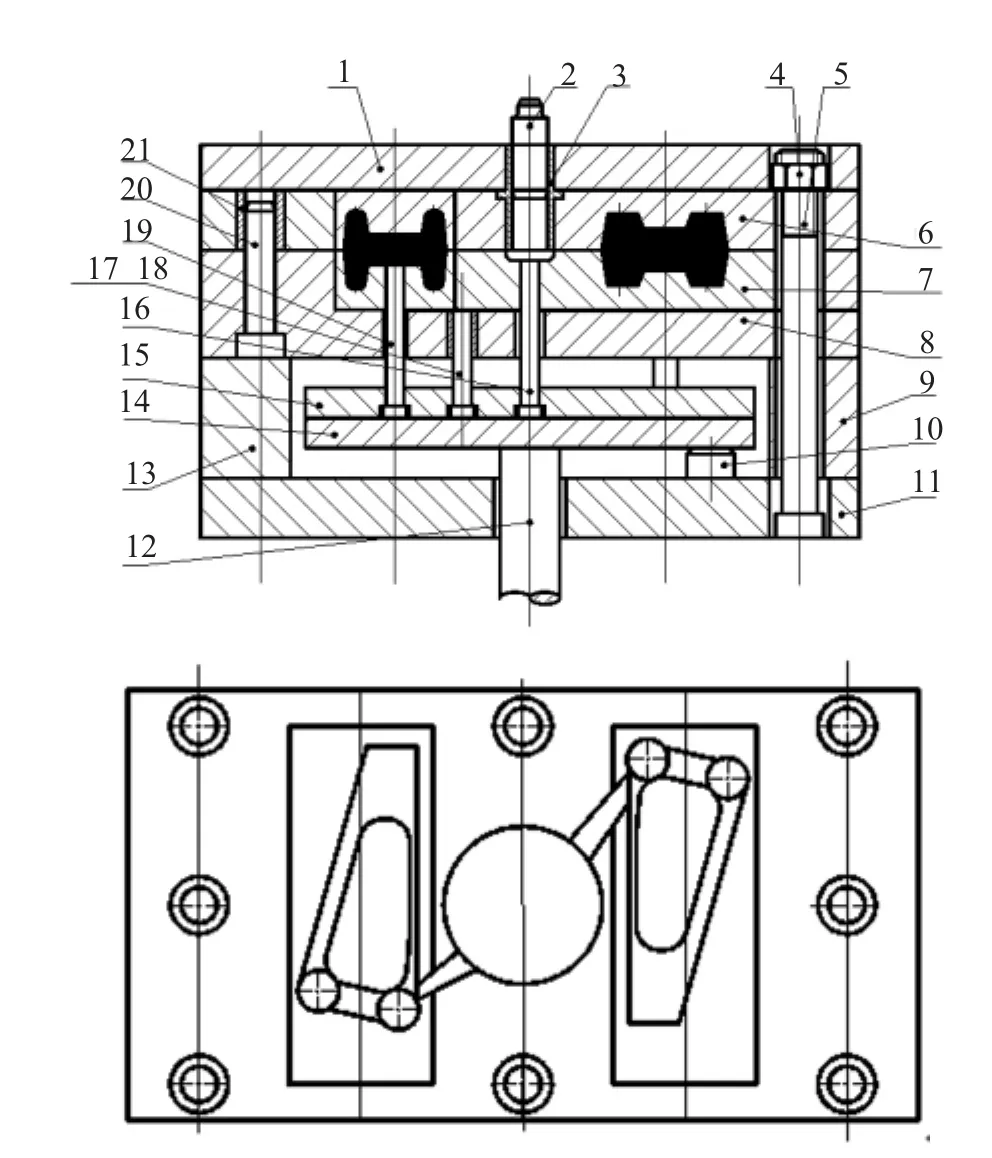
圖2 臂板件液鍛模具圖
成形結(jié)束后,主缸活塞桿帶動(dòng)活動(dòng)橫梁和壓柱向上移動(dòng)一定距離后停止,下頂出缸工作,推動(dòng)頂桿,液鍛件被頂桿推向模外(一個(gè)行程),取出鍛件。清理模具、向模腔噴刷涂料,冷卻后重復(fù)進(jìn)行下一個(gè)循環(huán)操作。
3.2 模具主要結(jié)構(gòu)設(shè)計(jì)
(1)模具工作部分材料選擇:液鍛模具工作時(shí),雖然所需壓力比普通模鍛小得多,但成形過程與液態(tài)金屬接觸的模具零件吸熱嚴(yán)重,溫度過高會(huì)導(dǎo)致模具零件強(qiáng)度降低,影響生產(chǎn)。綜合考慮模具材料選3Cr2W8V,熱處理硬度控制在52~56HRC。型腔表面加工粗糙度Ra為0.4~0.8μm。
依據(jù)美國心臟協(xié)會(huì)給出的15段分段法實(shí)施評估,閉塞即為達(dá)到100%狹窄程度;重度狹窄即為處于75至100%之間的狹窄程度;中度狹窄即為處于50至75%之間的狹窄程度;輕度狹窄即為低于50%的狹窄程度;無狹窄即為不存在狹窄程度。
(2)脫模斜度:設(shè)計(jì)脫模斜度主要是為了鍛件脫模方便,在型腔壁和型芯與液鍛件接觸面設(shè)計(jì)脫模斜度。對壁板液鍛件,為保證順利脫模且鍛件留于下模,上模型腔脫模斜度取3°,下模型腔脫模斜度取2°。
(3)脫模機(jī)構(gòu):利用液壓機(jī)頂出缸推動(dòng)頂桿把液鍛件推向模外,然后取出鍛件。
(4)快速固模裝置:由于該模具選用普通雙動(dòng)液壓機(jī),在注入金屬液時(shí)加料口必須外漏,需要上模與活動(dòng)橫梁周期脫開或牢靠固定,設(shè)計(jì)快速固定模具機(jī)構(gòu),可很好的解決此困難,實(shí)現(xiàn)普通設(shè)備上完成高效生產(chǎn)功能。
(5)排氣系統(tǒng):成形過程中為了順利排除氣體和金屬氧化夾雜物。在臂板件大端和小端均設(shè)計(jì)溢流槽,末端連接排氣槽,實(shí)現(xiàn)排出型胎內(nèi)氣體功能。
4 成形工藝分析
4.1 模具預(yù)熱溫度
模具預(yù)熱溫度是直接影響液鍛件質(zhì)量和模具壽命的一個(gè)重要因素。溫度低會(huì)導(dǎo)致鍛件表面出現(xiàn)冷隔或裂紋。溫度高,既可能出現(xiàn)模具與液態(tài)金屬熔焊現(xiàn)象,又會(huì)出現(xiàn)鍛件晶粒粗大。生產(chǎn)實(shí)踐可知模具溫度控制在280℃~320℃范圍內(nèi)最為合適。
4.2 金屬液澆注溫度
由于液態(tài)模鍛模具無澆注系統(tǒng),充模過程主要靠壓力充填模具型腔各部位。所以澆注溫度比普通鑄造溫度偏低一些。這樣做有兩點(diǎn)好處:一是對制件組織、性能產(chǎn)生有利影響,縮孔、疏松缺陷不易出現(xiàn)。再者可以減少模具的熱侵蝕,延長模具壽命。試驗(yàn)獲得LD10鋁合金,其澆注溫度控制在700℃以內(nèi)最合理。
4.3 成形壓力
成形壓力是液態(tài)模鍛的一個(gè)主要工藝參數(shù),其作用是使金屬液具有一定的充填速度。保證金屬液在壓力下結(jié)晶,使液鍛件組織致密,晶粒細(xì)化,強(qiáng)度提高。合適的成形壓力與合金成份、澆注溫度、加壓方式、鍛件形狀、尺寸等因素有關(guān)。試驗(yàn)表明,澆注溫度愈高,所需成形壓力愈大,制件高度H與直徑D的比值H/D愈大,所需壓力也愈大。異形凸模施壓比平凸模施壓所需壓力要大。精確的理論計(jì)算比較困難,按如下經(jīng)驗(yàn)公式計(jì)算:
P=K1K2[1+0.01(H/a)3]
式中:P——成形壓力,MPa;
K1——合金種類系數(shù);
K2——液鍛方式系數(shù);
H——鍛件中液態(tài)金屬阻力較大部位高度,mm;
a——與H部位相對應(yīng)的平均厚度,mm。
實(shí)踐證明,對LD10鋁合金,試驗(yàn)結(jié)果為80~90MPa,可獲得良好的力學(xué)性能和外觀質(zhì)量。
4.4 充填速度
充填速度的選擇與液鍛件合金種類,形狀復(fù)雜程度和壁厚等因素有關(guān)。充填速度快,充填狀態(tài)紊亂,會(huì)引起金屬液飛濺。充填速度慢,金屬液流動(dòng)能力減小,薄壁處易形成結(jié)殼層使充填更加困難。同時(shí),金屬液匯合處還會(huì)出現(xiàn)冷隔缺陷。生產(chǎn)實(shí)踐獲得合理的充填速度為2~3mm/s。
4.5 充填時(shí)間
充填時(shí)間是指金屬液開始充填型腔到充填終了的時(shí)間。而充填時(shí)間選擇與鍛件大小和復(fù)雜程度有關(guān),臂板件液態(tài)模鍛充填時(shí)間選取在0.9s~1.2s較合適。
4.6 加壓及保溫時(shí)間
金屬在高溫狀態(tài)下澆注,一般以金屬的溫度不冷卻到低于固相線溫度為準(zhǔn),厚壁簡單件,加壓時(shí)間長;薄壁復(fù)雜件加壓時(shí)間應(yīng)取短些。因此,澆注完成后,立即啟動(dòng)機(jī)器,凸模下行至接觸液態(tài)金屬后即開始施壓。加壓時(shí)間過早,金屬液中容易吸入氣體產(chǎn)生飛濺。加壓時(shí)間晚,會(huì)使金屬自由結(jié)殼厚度增大,降低加壓效果,出現(xiàn)縮孔、縮松缺陷。
保壓時(shí)間是指加壓開始到合金完全凝固的時(shí)間。在整個(gè)保壓時(shí)間內(nèi),壓力必須保持穩(wěn)定。使液態(tài)金屬在壓力下完全凝固收縮。根據(jù)文獻(xiàn)[1]的介紹,按鍛件尺寸最大厚度每0.5~1s/mm估算。對臂板液鍛件取 20s~25s。通過組織分析、觀察,液鍛件無縮孔、疏松等缺陷,且組織致密。
留摸時(shí)間是指保壓結(jié)束到開模分型時(shí)間,鍛煉尺寸大、形狀復(fù)雜、留模時(shí)間長,臂板件留模時(shí)間取9s~10s為宜。
4.7 澆注質(zhì)量控制
液態(tài)模鍛工藝過程是無澆注系統(tǒng),金屬液直接澆入型腔內(nèi)部,對注入的金屬量應(yīng)進(jìn)行精確控制,常用的控制方法是采用定量澆包澆注。由于無澆注系統(tǒng)除渣,為保證金屬液的純凈,澆注前必須進(jìn)行除渣處理。
5 結(jié)束語
(1)生產(chǎn)實(shí)踐表明,利用液態(tài)模鍛工藝生產(chǎn)的臂板件工藝合理,機(jī)械加工后內(nèi)在質(zhì)量和力學(xué)性能良好,完全滿足該零件工作環(huán)境要求。
(2)液鍛工藝參數(shù)的合理選擇對提高零件質(zhì)量影響較大,應(yīng)根據(jù)零件要求、合金性能、模具結(jié)構(gòu),通過試驗(yàn)優(yōu)化確定出合理的工藝參數(shù),以滿足批量生產(chǎn)。
