TC4鈦合金噴丸強化過程數值模擬
2019-08-28 07:45:02楊天南劉建邦
鍛壓裝備與制造技術 2019年4期
楊天南,劉建邦,崔 旭
(1.海軍駐沈陽地區發動機專業軍事代表室,遼寧 沈陽 110043;2.沈陽航空航天大學 民用航空學院,遼寧 沈陽 110136)
1 引言
噴丸強化是最為有效的表面強化技術之一[1]。高速彈丸在工件上反復沖擊,并將殘余壓應力引入零件表面,可以有效抑制循環載荷下的裂紋擴展,從而提高疲勞壽命[2,3]。TC4鈦合金材料是航空工業廣泛使用的零件材料,噴丸強化是提高此類零件疲勞壽命的有效工藝方法。影響噴丸強化效果的工藝參包括彈丸材料、彈丸直徑、彈丸速度、噴丸時間以及零件表面形貌特征、熱表處理,噴丸路徑規劃等因素[4,5],因此,對于噴丸參數的選擇和工藝過程優化是工程師關注和研究的重點。
利用有限元分析方法,對噴丸沖擊強化過程進行數值模擬,可以降低試驗成本,縮短研究時間。S.Bagherifard等人開發了重度噴丸強化(SSP)的有限元模型,用來預測表面納米晶粒的形成[6]。Dorian Delbergue等運用離散元模型(DEM)和有限元模型(FEM)來預測噴丸對殘余應力和粗糙度方面的影響[7]。Mahmoudi等人用實驗和數值綜合研究的方法研究了噴丸強化的殘余壓應力再分配的問題,驗證了通過引入殘余壓應力點消除初始應力場的可行性[8]。Frija等人提出了一個三維有限元模型來預測殘余壓應力場[9],Kim等人提出了一種三維有限元噴丸模型[10],可以預測多重碰撞引起的殘余壓應力場。通過這些有限元分析模型,預測噴丸強化所引起的最初塑性形變過程。本文結合相關文獻研究方法,運用有限元分析軟件ANSYS對沖擊強化進行數值模擬,研究彈丸沖擊速度,以及連續沖擊,對于TC4鈦合金靶材表面殘余應力場和表面形貌的影響。
2 建立仿真模型
2.1 材料選擇
彈丸采用鑄鋼丸,直徑0.4mm。靶材本文采用TC4鈦合金。材料的基本力學性能見表1。由于噴丸過程中彈丸沖擊靶材時靶材屬于高應變率狀態,所以采用一般的材料屬性不能準確描述噴丸過程中靶材變化屬性。本文中靶材采用Johnson-Cook本構模型。Johnson-Cook本構模型的基本表達式如下:

式中:A為屈服應力,B和n是應變強化參數,C為應變率敏感系數,m為溫度軟化效應[7]。
2.2 幾何模型建立
噴丸強化過程中彈丸對靶材同一區域多次沖擊,噴丸期間彈丸隨機碰撞靶材,分布不規則。在仿真中對模型進行簡化,本文中假設彈丸分布均勻,且速度方向都垂直于靶材表面。分別建立單彈丸和多彈丸的噴丸沖擊強化模型,單彈丸模型如圖1所示。在研究多彈丸連續沖擊的影響時,采用3彈丸模型進行模擬。本文中幾何模型是在CATIA V5中建立的,其中彈丸直徑為0.4mm,靶材尺寸為 4mm×4mm×4mm。幾何模型建立完成后導入Workbench,劃分網格,網格密度對分析結果有顯著影響,為提高計算結果的精度,在噴丸碰撞區域,應將網格足夠細化,以準確獲得殘余應力場;本文中靶材采用六面體網格,彈丸采用四面體網格,靶材網格單元尺寸設置為0.08mm,彈丸的網格單元尺寸設置為0.1mm,完成網格劃分后,靶材有125000個六面體單元,每個彈丸有447個四面體單元。

表1 模型材料的基本力學性能
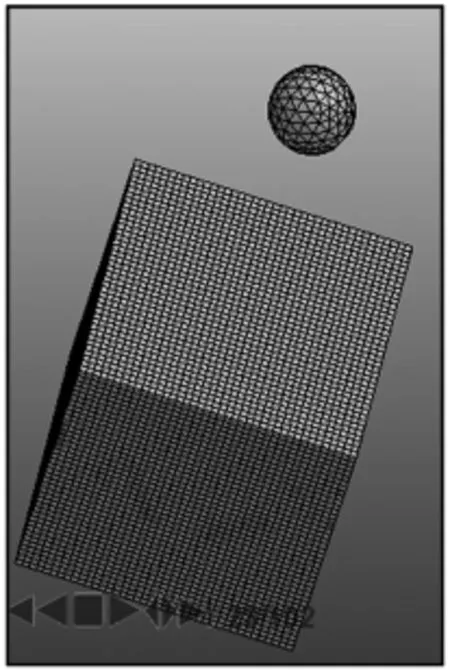
圖1 單彈丸沖擊強化有限元模型
3 噴丸過程數值模擬研究
噴丸會對零件表面產生兩個方面的影響:一個是有利影響,噴丸后在材料表面產生一定深度的殘余壓應力,可以有效抑制裂紋的萌生和擴展,提高疲勞壽命;另一個是不利影響,過大的沖擊會導致材料的表面完整性被破壞,容易引起應力集中,減小材料的疲勞壽命。下文的數值模擬中,將以殘余應力分布和沖擊彈坑深度作為主要指標,研究噴丸強化參數對強化效果的影響。
3.1 彈丸速度對噴丸效果的影響
設定約束條件,將除了沖擊表面的其余五個面都施加固定約束。參考實際噴丸工藝中彈丸的初始速度大小,將仿真的彈丸速度分別設置為40m/s、60 m/s、80m/s以及100m/s,分別進行模擬計算。可以得到不同速度下,深度方向上的應力云圖,如圖2所示。可以發現隨著沖擊速度的增加殘余壓應力的影響區域明顯擴大。
提取不同沖擊速度下靶材表面殘余壓應力的分布,得到以下曲線,如圖3所示。可以看出隨著噴丸速度的增大,最大殘余壓應力值增大,40m/s時約為466MPa,60m/s 時 約 為 613MPa,80m/s 時 約 為680MPa,100m/s時約為756MPa。殘余壓應力層的厚度也隨著噴丸速度的增大而增大。四種速度下殘余壓應力層厚度分別為0.1mm,0.15mm,0.2mm以及0.3mm。當深度超過0.4mm后,變化趨于平緩。
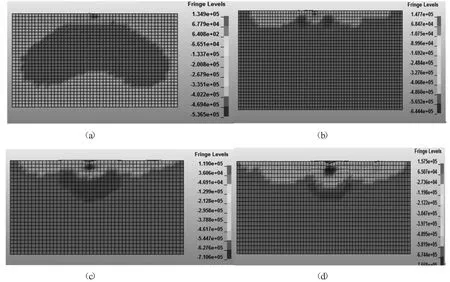
圖2 不同沖擊速度下的應力云圖
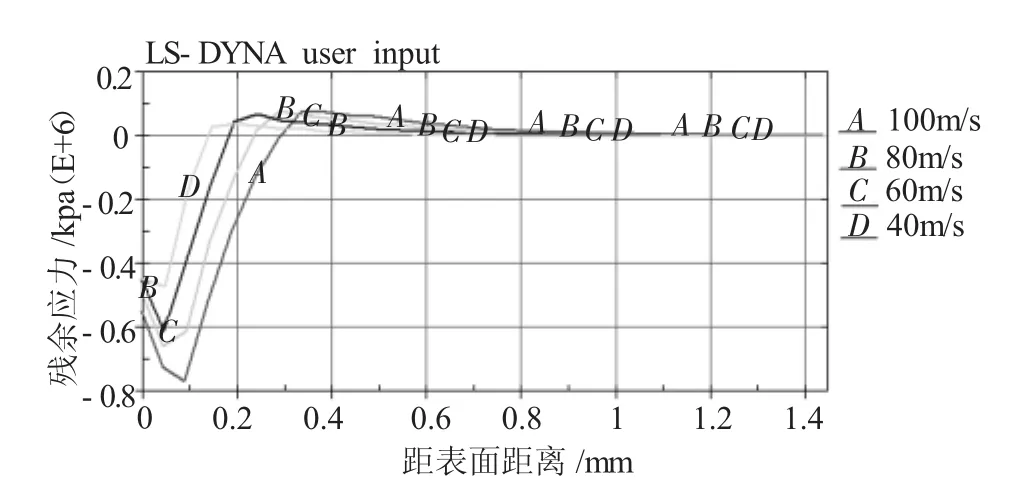
圖3 噴丸速度對靶材殘余應力分布的影響
圖4是不同噴丸速度下對應的彈坑深度,由圖4可見噴丸速度對彈坑深度的影響比較大。雖然較大的噴丸速度能夠產生較好的殘余壓應力效果,但是噴丸速度越大彈坑深度也越大,從而導致靶材表面粗糙度增大,而較大的表面粗糙度容易產生應力集中,這不利于零件疲勞強度的提高。因此,需要綜合考慮殘余壓應力和表面粗糙度對噴丸強化效果的影響,選出合理的噴丸速度。
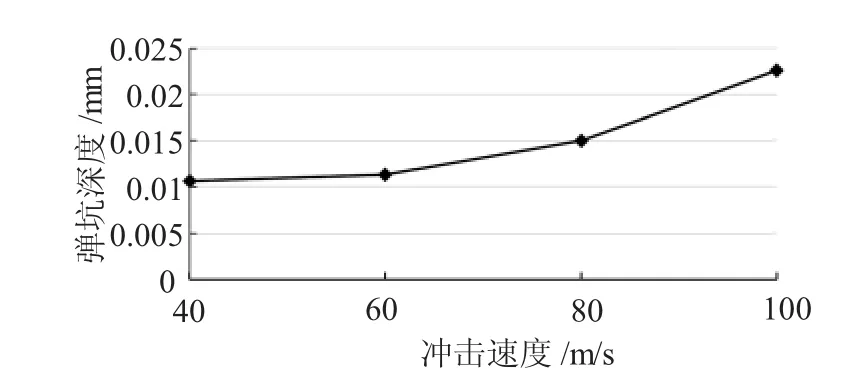
圖4 噴丸速度對彈坑深度的影響
3.2 連續沖擊對噴丸效果的影響
噴丸強化是大量彈丸沖擊作用的累積,隨噴丸時間增加,同一位置可能會受到多次沖擊。為了研究多次沖擊對于殘余壓應力的影響,本文建立了3次連續沖擊模型。彈丸直徑選擇0.4mm,噴丸速度選為80m/s。進行數值模擬,得到3次沖擊下,沿靶材深度方向上的應力云圖,如圖5所示。可以看出,隨著沖擊次數的增加,最大殘余壓應力增大,但是增幅很小。殘余壓應力層的深度也隨著沖擊次數的增加而增加。最主要的變化是殘余壓應力的分布變得更為均勻。同時也可以看到彈坑深度隨著沖擊次數的增加而增大。

圖5 連續三次沖擊的應力云圖
圖6是不同沖擊次數下殘余應力的分布曲線。由圖可以看出三種情況下最大殘余壓應力的值基本不變,可以認為,同一區域的多次沖擊對最大殘余壓應力影響不大,可以忽略不計。殘余壓應力層的深度變化比較明顯,殘余壓應力層深度隨著沖擊次數的增大而增大,但是增幅隨著沖擊次數的增加而逐漸減小。圖7是不同沖擊次數對于彈坑深度的影響,可以看出彈坑深度隨著沖擊次數的增加而增大,但是增幅也逐漸減小。
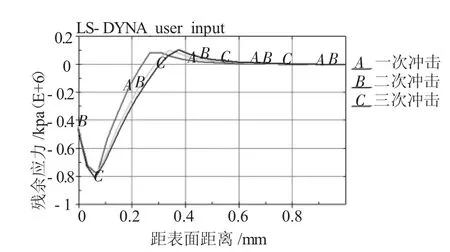
圖6 不同沖擊次數下殘余應力的分布
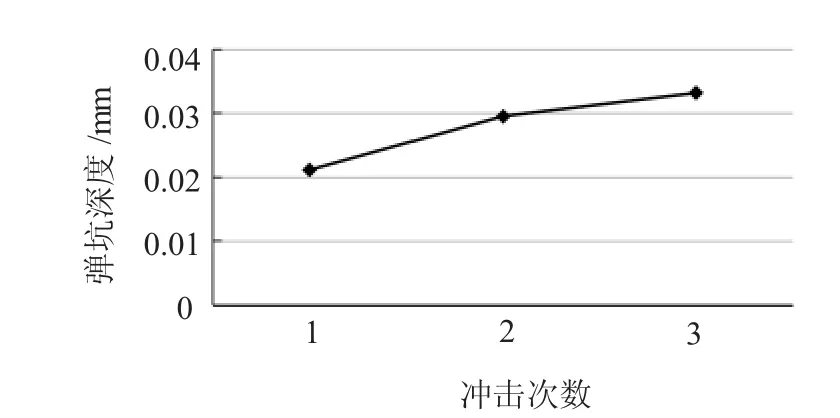
圖7 不同沖擊次數對彈坑深度的影響
4 結論
(1)在其他參數相同的情況下,靶材受噴區域的最大殘余壓應力,以及殘余壓應力層深度都隨噴丸速度的增大而增大,這是因為彈丸速度的增大,使得彈丸的動能增加,較大的沖擊能量會引起TC4鈦合金靶材更大的塑性變形。
(2)受連續沖擊的靶材的殘余壓應力分布比受單次沖擊的靶材的殘余壓應力的分布均勻,因此,在實際噴丸工藝中,應盡可能保證高于100%的覆蓋率。
(3)同一區域的多次沖擊對最大殘余壓應力影響不大,可以忽略不計。殘余壓應力層的深度變化比較明顯,殘余壓應力層深度隨著沖擊次數的增大而增大,但是增幅隨著沖擊次數的增加而逐漸減小。同時彈坑深度也隨著沖擊次數的增加而增大。
噴丸強化的最終效果跟很多因素有關,除本文提到的彈丸直徑、噴丸速度和沖擊次數以外,還有沖擊角度、覆蓋率等。所以應針對材料特點,協調各影響因素,以達到最佳噴丸強化效果。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
