汽車工程機械用鋼翹曲原因分析與探討
2019-08-29 01:20:00柳青佳楊立慶周松濤
四川冶金 2019年3期
柳青佳,陳 全,楊立慶,饒 靜,周松濤
(安陽鋼鐵股份有限公司,河南 安陽 455004)
板形是熱軋帶鋼的主要質量控制目標之一,隨著產品不斷向著強度更高、寬度更寬、厚度更薄的極限發展,板形控制難度不斷加大。一些鋼種由于加工和使用的特殊需要,板形翹曲度要求在5 mm以內,遠低于國標要求,這對板形控制水平提出了極高的要求。汽車工程機械用鋼是安鋼1780 mm熱連軋機組的重點品種,年產量在100萬噸以上,在市場上有著極高的占有率,但板形的翹曲問題一直未能得到有效控制。為了保證交貨板形精度,擴大平整規格范圍,期望通過平整的手段降低板形缺陷,但板形異議數量不降反升,成為嚴重制約生產的瓶頸問題。
1 現狀
對安鋼1780 mm熱連軋生產線近3個月的質量異議統計發現,板形質量異議70%以上都是汽車工程機械用鋼,從規格、品種的分布來看主要表現為薄規格、寬斷面、高強度的特征,調查同時顯示半數以上的板形缺陷卷是經過平整的鋼卷。這些缺陷卷在平整時板形顯示良好,而在用戶開平進行縱切或橫切后,沿板面縱向或橫向出現各種翹曲現象,表現為L翹、 C翹、四角翹等,見圖1、圖2。由于平整時缺陷表觀不可見,在控制上缺乏有效的手段。而且產線沒有配置開平機組,所以缺陷往往在流到用戶手中時才暴露出來。

圖1 帶鋼切分后L翹

圖2 帶鋼切分后四角翹
2 原因分析與討論
熱連軋平整工序主要目的是通過對來料施加一定的延伸率使帶鋼產生適當的變形,以期得到良好的板形,同時具有提高性能、改善表面質量等作用。但這同時會對原有板形狀態進行破壞,極易導致塑性應變差,在已存在的板形缺陷上又一次附加新的板形問題。
板形缺陷實質上是板帶鋼縱向延伸應變不一致的結果。張清東等人[1]研究指出帶鋼厚度方向上存在的延伸不均誘導了帶鋼的橫向不均勻分布,因此在帶鋼內部產生殘余應力。帶鋼未切分時,由于帶鋼各部分的相互協調性,彼此之間相互約束,在平整時無法表現出來。當帶鋼在開平切分后,原有的各部分之間的協調被打破,應力分布被重塑。切分后形成的邊角部分由于失去制約,形成翹曲。橫向延伸率在厚度方向分布不均將產生C翹,縱向延伸率在厚度方向分布不均則產生L翹,兩種同時出現則形成四角翹。文獻[1]同時指出,帶鋼翹曲隨著帶鋼厚度的增大而減小,隨著帶鋼寬度的增大而成二次方關系增大,這與板形問題多數為薄規格、寬斷面的特征相吻合。
2.1 帶鋼原始板形對翹曲的影響
帶鋼在冷卻過程中,鋼卷橫向兩側與中間部分過大的冷卻速差容易形成小周期的邊浪,這種情形隨著厚度的減薄、斷面的加寬愈加嚴重,見圖3。V. B.金茲伯格指出[2],由于溫度梯度引起的寬度方向的板形缺陷呈顯著的邊浪或小邊浪形式。蔡正[3]的研究也表明,由于熱軋帶鋼邊部存在溫降的橫向溫度分布致使帶鋼中間受到拉應力,邊部受壓應力,即冷卻過程的溫降造成的應力使得帶鋼的板形朝邊浪方向發展。平整時過小的軋制壓力對板形糾正無效,為此常采用較普碳鋼更大的延伸率來消除板形缺陷。而過大的平整壓力又會帶來更大的殘余應力,從而引起翹曲,而且這種缺陷在切分前通常是不可預見的,因此很難預控。

圖3 帶鋼邊浪
2.2 帶鋼屈服強度對翹曲的影響
汽車工程機械用鋼屈服強度普遍較高,軋制時板形控制難度較大。文獻[4]研究指出帶鋼的殘余應力值與帶鋼的屈服點呈遞增關系,帶鋼的屈服強度越高,塑性應變差越大,則帶鋼的翹曲越大,見圖4。通過不同強度帶鋼的平整實驗也反映出,相同的延伸率下高強度帶鋼翹曲顯著大于普碳鋼和低碳軟鋼。這一特征造成了高強度帶鋼板形在生產中存在以下特點:帶鋼在軋后冷卻過程中殘余應力值會更大,在平整時塑性應變差更大,平整后也更容易出現板形翹曲,這也合理地解釋了高強鋼種更容易出現板形質量異議的原因。
2.3 平整機傳動方式對翹曲的影響
安鋼1780 mm熱連軋平整機組為不帶竄輥的四輥單機架平整機,傳動方式為下支撐輥傳動,傳動力矩通過輥間摩擦力由下支撐輥依次傳遞給下工作輥-軋件-上工作輥-上支撐輥。下支撐輥傳動的特點決定了軋輥轉動時將會產生上下輥的速度差,使平整機具有異步軋制的特點,這樣導致軋件上下表面速度不一致,上下表面的速度差使得平整軋制時上下表面產生延伸差,從而產生翹曲。這與文獻[4]的研究結果也是一致的,即帶鋼翹曲量隨著帶鋼上下表面縱向延伸差的增大而線性增大。
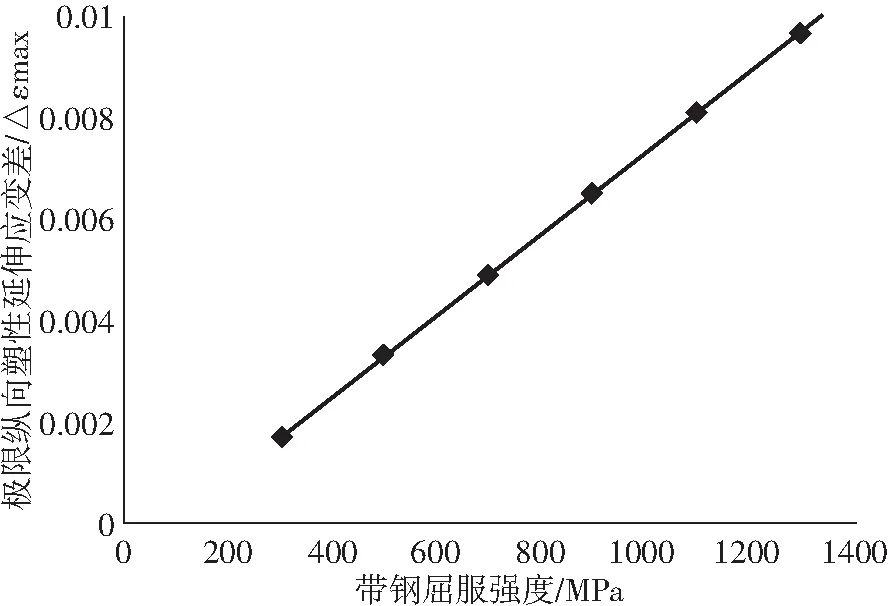
圖4 帶鋼屈服強度與塑性應變的關系
2.4 工作輥輥徑差對翹曲的影響
文獻[5]采用軋制實驗的方法分析了輥徑差對帶鋼L 翹的影響。一方面,由于平整機下支承輥傳動的特征會導致帶鋼上下表面速度差,從而引起延伸差,產生翹曲;另一方面,假定從動輥與主動輥線速度一致的情況下,過大的輥徑差也會導致帶鋼上下表面縱向延伸,當兩者同時作用時則會加劇翹曲的產生。在平整機工作輥配輥時,輥徑差配置隨意性較大,有時上下輥徑差最大可達3 mm以上,會加劇帶鋼上下表面的延伸差。
3 改進措施
3.1 改善軋后板形保證平整前初始板形
平整板形問題一定程度是軋后板形較差帶來的,因此在控制策略上,應避免將平整機作為解決板形問題的終端,而應通過改善帶鋼原始板形來保證平整前的初始板形,從而減少帶鋼過度平整,以減少帶鋼殘余應力的累積。針對帶鋼軋后易出現邊浪的特點,尤其是高強度、薄規格、寬斷面帶鋼,通過現場實踐表明:在性能滿足要求的前提下,適當提高卷取溫度,降低層流冷卻速率,可以大大緩解軋后邊浪缺陷,如厚度2.3 mm的汽車車廂用鋼AG600XT,卷取溫度由620 ℃提高到640 ℃,冷卻方式由連續冷卻改為稀疏冷卻,從平整機開平后板形狀況看,雙邊浪趨勢明顯減弱。同時通過熱卷下線集中堆放冷卻和入緩冷坑緩冷的措施(見圖5、圖6),能夠有效改善軋制時因冷卻速差過大造成的板形問題。
3.2 規范不同強度鋼種的平整軋制壓力
帶鋼平整時如果板形較差,尤其是高強度鋼種,過小的平整軋制壓力對板形糾正無效時,操作工通常會采用增大軋制壓力的方法來消除浪形,有時平整軋制壓力會增大到4000 kN以上,然而過大的平整軋制壓力會帶來帶鋼內部更大的殘余應力累積,這種鋼卷在平整后表觀上平直,但是用戶開平橫切或者縱切后會出現嚴重翹曲。因此針對不同強度的鋼種對平整軋制壓力進行規范。低級別強度的鋼種,軋制壓力設定范圍為2000-2500 kN,高級別強度的鋼種,軋制壓力設定范圍為2500-3000 kN,最大不得超過3000 kN。針對板形翹曲度要求較高的品種規格,當原始板形相對較好時,應在軋制壓力規定的范圍內采取較小的軋制壓力進行平整,當板形相對較差時,不能單純地通過增大軋制壓力的方法來消除浪形,可適當增加軋制壓力,降低軋制速度,并根據板形狀況合理調整彎輥力以改善板形,避免平整延伸過大出現較大的殘余應力差。

圖5 帶鋼軋后集中堆放冷卻

圖6 帶鋼軋后入緩冷坑緩冷
3.3 規范平整機工作輥上下輥輥徑差
規范平整機工作輥上下輥輥徑差配置,要求上下輥輥徑差≤0.5 mm,并嚴格執行,嚴禁輥徑隨意配置的現象,減少因輥徑差過大造成的上下表面延伸差,減少因此帶來的板帶翹曲。
4 結論
(1)板形翹曲缺陷是塑性應變時應變差產生殘余應力的結果,塑性應變差隨帶鋼屈服強度升高而增大。
(2)平整是產生翹曲缺陷的主要工序,由于其同時具有板形校正和增大殘余應力累積的特征,在控制對策上應通過改善原始板形的方法來保證平整前板形,同時不應單純地通過增大平整軋制壓力的方法來消除浪形。
(3)通過熱卷下線集中堆放冷卻和入緩冷坑緩冷,規范平整軋制壓力、優化工作輥輥徑差等措施,可以改善帶鋼翹曲。