改善純棉深色面料成衣免燙襯衫色牢度的生產實踐
2019-09-03 11:14:24劉政欽宋海燕王志超趙戀戀王春燕
山東紡織科技 2019年4期
劉政欽,宋海燕,王志超,趙戀戀,王春燕
(魯泰紡織股份有限公司,山東 淄博 255100)
純棉成衣免燙襯衫是在襯衫縫制完成后進行免燙處理,因此水洗后易打理且具有良好的手感,深受國內外消費者特別是商務白領人士的喜愛。但是此類產品的生產難度較大,技術過程控制復雜,特別是純棉深色面料,經過水洗后掉色厲害(俗稱磨白、發舊),嚴重制約了該類產品的推廣。
魯泰公司是專業生產純棉免燙面料和免燙襯衫的廠家,是業界少有的能夠同時掌握純棉面料和成衣多種免燙技術的廠家之一。近幾年在免燙技術的基礎上又對深色面料的成衣免燙加工技術進行了比較深入的研究。本文以深色純棉成衣免燙襯衫加工為例,對成衣免燙加工環節的色牢度控制技術進行探討。
1 深色純棉成衣色牢度低的原因
1.1 深色面料的色牢度低
FZ/T 13007—2016《色織棉布》4.3.3中關于色牢度規定:耐皂洗≥3級,干摩擦≥3級,耐濕摩擦≥2—3級,其中深色≥2級[1];GB/T 2660—2017《襯衫》3.11關于色牢度的規定:耐皂洗≥3級、耐干洗≥3—4級、耐水≥3級、耐干摩擦≥3級、耐濕摩擦≥3級,深色面料的耐濕摩擦色牢度可以比標準低半級[2]。從相關標準關于色牢度的規定可以得知,純棉深色面料本身的色牢度低是成衣色牢度低的根本原因。本文僅從服裝加工生產過程角度進行探討。
1.2 成衣免燙加工過程中摩擦造成色牢度降低
成衣免燙時一般進行噴藥、預烘、熨燙、焙烘等加工過程,有時為了去除多余助劑也經過簡單的水洗、烘干,加工過程中衣物之間、衣物與溶液之間、衣物與設備接觸面之間會產生各種摩擦,這些摩擦的相互作用造成成衣褪色(磨白、泛舊)。由實際生產可知,噴藥加工后色牢度降低最大,可降2級,后續加工則略有下降,不到1級。
1.3 服裝加工工藝特點加劇了色牢度降低
從成衣色牢度低的部位來看,主要是領尖、領子邊緣、袖頭邊緣、門襟邊緣。這些部位比其它部位色牢度低,主要是因為這些部位一般都有襯布,比較厚、有棱角,使得邊緣厚實硬挺突出,增加了與周圍摩擦(見表1)。
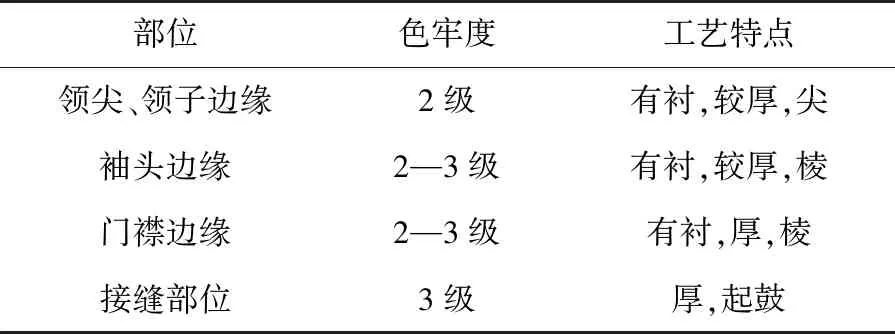
表1 襯衫低色牢度部位工藝特點
2 改善措施
根據以上原因分析,成衣加工環節主要從減少摩擦采取措施,一是減少摩擦的時間,二是減輕摩擦的程度。具體可從以下幾方面進行改善。
2.1 設備改進
改進噴藥、水洗設備內膽的孔眼規格:宜采用凹孔型,孔的直徑要小(≤5 mm),密度要偏小設計(≤500個/m2)。最好在設備選型時就根據厚料、薄料等因素設計配置好,避免后期改造。
2.2 改進縫制工藝
襯布盡量選用薄軟,最好用一層襯,盡量不用加強襯,各部位襯布要裁成凈襯不要含縫頭。面料的各縫合部位也要盡量減小縫頭。
2.3 改進免燙工藝
施藥方式由轉籠噴藥改為浸藥;轉籠式烘干改為懸掛式烘干;施藥、水洗、烘干等主要工序盡可能縮短時間;用靜放晾曬的方式代替后道水洗、烘干工序,減少生產流程;減少生產的容量:對于容量200 kg的噴藥機來說,一般不超過60件襯衣。對于深色面料則越少越好,如果兼顧生產的經濟性,一般不超過淺色面料的70%左右(40件);在施藥、烘干過程中可以采用包裹領尖和袖頭的辦法進行,這種方法有一定效果但只能局限于領子、袖頭部位而且比較費時。
2.4 服裝采用分體生產
一般領子袖頭部件都含有襯布,在進行粘合時已經進行了高溫定型達到了免燙效果,這樣可以在領子、袖頭面料縫制完成后單獨免燙或者不免燙,大身采用正常成衣免燙工藝生產,然后在縫制車間將領、袖與大身進行組合縫制。這種方法可以較好地解決領子、袖頭部位的磨白問題,但為了防止生產過程中脫邊,需要對領窩、袖口縫頭處鎖邊封口,并且為了避免色差,袖頭需對號生產,這既會增加時間成本也會因單獨裁剪增加面料單耗成本。
2.5 采取修色的方法
在焙烘前,先對磨白的襯衣進行局部補色處理,然后再進行焙烘定型,在襯衫的定型過程中同時對修色后的色牢度進行固定,保證免燙襯衫的質量。
3 結語
對于純棉深色面料來說,在襯衣免燙加工環節有多種方法可以改善色牢度,而且效果明顯。實際生產中,可以根據質量要求以及成本的接受程度選擇不同的生產方法,以達到成本、質量、效益的平衡。