機(jī)器人二維碼自動貼標(biāo)在2#板坯連鑄機(jī)的應(yīng)用
2019-09-05 09:18:00韓全軍劉新建
重型機(jī)械 2019年4期
韓全軍,劉新建
(江陰興澄特種鋼鐵有限公司,江蘇 江陰 214429)
0 概述
江陰興澄特鋼特板煉鋼分廠板坯噴號原來采用電弧噴號機(jī)[1],信息讀取及記錄主要依靠人工完成。噴號機(jī)維護(hù)成本高,經(jīng)常出現(xiàn)故障;人工讀取信息量大,勞動強(qiáng)度高,無法滿足信息化生產(chǎn)。鋼鐵廠整個工藝流程及未來智能化生產(chǎn)是國家的產(chǎn)業(yè)改造方向,通過機(jī)器人應(yīng)用領(lǐng)域、上位機(jī)數(shù)據(jù)存儲、信息系統(tǒng)分析及記錄的豐富集成開發(fā),利用現(xiàn)代化的數(shù)字標(biāo)簽技術(shù),結(jié)合機(jī)器人進(jìn)行自動貼標(biāo),同時對數(shù)字標(biāo)簽進(jìn)行自動識別,完整的將板坯相關(guān)的生產(chǎn)信息、物流信息、鋼種批號等內(nèi)容記進(jìn)行錄與數(shù)據(jù)存儲,確保生產(chǎn)信息的完整,提高產(chǎn)品質(zhì)量追溯體系的正確性。同時減少人工記錄,使流程更加標(biāo)準(zhǔn)化、智能化、準(zhǔn)確化、穩(wěn)定化,提高生產(chǎn)物流的時效性,提升鋼廠的智能化水平。
1 技術(shù)要求
原來標(biāo)識采用電弧加熱鋁絲,然后通過噴號機(jī)噴頭書寫十二位字符。如圖9所示。從標(biāo)識可以讀出少量有限信息,滿足一般產(chǎn)品質(zhì)量追溯要求。原噴號系統(tǒng)經(jīng)常出現(xiàn)掉字和噴號模糊等現(xiàn)象[2]。
機(jī)器人二維碼貼標(biāo)適用于厚板(1400~2600)mm×(200~450)mm及寬板(1600~3250)mm×(150~175)mm,允許貼標(biāo)工位的時間:15~45 s,貼標(biāo)位置位于板坯一側(cè)面,距離板坯長度方向距離前端面100~150 mm,各向定位誤差≤±5mm,貼標(biāo)區(qū)域表面溫度(400~800)℃,標(biāo)簽尺寸100mm×80mm(可定制),標(biāo)簽信息包含批號、爐號、鋼號、規(guī)格等,表現(xiàn)形式:條形碼、二維碼與板坯號。貼標(biāo)材料要求耐高溫標(biāo)簽(≤900 ℃),標(biāo)簽存儲時間要求至少3個月。工作環(huán)境要求干燥、清潔壓縮空氣,空氣壓力0.4~0.6 MPa,流速3.0 Nm3/min,氣源末端要帶G1/2內(nèi)絲接口球閥。
2 系統(tǒng)主要設(shè)備和說明
2.1 設(shè)備組成
自動貼標(biāo)控制系統(tǒng)主要包括機(jī)器人系統(tǒng)、標(biāo)簽打印系統(tǒng)、標(biāo)簽輸送系統(tǒng)、板坯位置定位、標(biāo)簽識別系統(tǒng)、PLC控制系統(tǒng)和安全護(hù)欄等組成(圖1)。整個系統(tǒng)為以PLC控制系統(tǒng)為中心,通過數(shù)據(jù)通訊及信號交接與控制,將各模塊之間有機(jī)的結(jié)合在一起,把來自MES系統(tǒng)的數(shù)據(jù)通過標(biāo)簽打印機(jī)、機(jī)器人,完整的將板坯信息記錄于數(shù)字標(biāo)簽,并準(zhǔn)確的貼到板坯上。
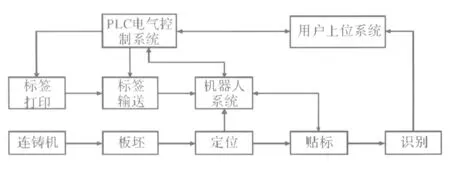
圖1 貼標(biāo)設(shè)備組成
2.2 貼標(biāo)簡要流程
貼標(biāo)簡要流程為:鑄坯一次切割——二次切割完畢子坯停止在貼標(biāo)位——打印標(biāo)簽同步完成——標(biāo)簽輸送——取標(biāo)簽——機(jī)器人手臂除鱗頭貼標(biāo)部位除鱗結(jié)束——貼標(biāo)標(biāo)簽確認(rèn)——貼標(biāo)完成坯料輸送到下線輥道。
圖2 描述了在連鑄工序具體實施示意流程。

圖2 板坯貼標(biāo)實例
2.3 設(shè)備介紹
2.3.1 標(biāo)簽打印機(jī)
標(biāo)簽打印機(jī)是這套系統(tǒng)中的關(guān)鍵設(shè)備之一,如圖3所示。該標(biāo)簽打印機(jī)為重工業(yè)型打印機(jī),使用的標(biāo)簽材料為特殊耐高溫材料。主要功能是接收來自MES系統(tǒng)發(fā)送的板坯物料信息,進(jìn)行二維碼標(biāo)簽打印。二維碼尺寸的大小可以進(jìn)行用戶的需要進(jìn)行調(diào)整。尺寸主要考慮便于現(xiàn)場工人識別和成本兼顧。二維碼打印完成后通過切刀將二維碼標(biāo)簽剪切成預(yù)定尺寸大小。
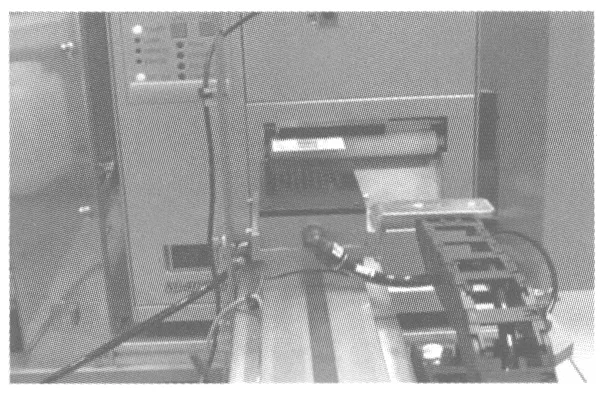
圖3 標(biāo)簽打印機(jī)
2.3.2 標(biāo)簽輸送機(jī)
標(biāo)簽輸送機(jī)的主要功能是將打印出來的清晰合格標(biāo)簽通過傳送裝置移動到機(jī)器人抓手抓取位置,如圖4所示。
標(biāo)簽輸送機(jī)的輸送滑臺采用伺服電機(jī)控制,通過限位裝置實現(xiàn)將固定的標(biāo)簽平臺精確輸送到送到機(jī)器人抓取位,同時采用攝像系統(tǒng)對有無標(biāo)簽進(jìn)行檢測判斷。
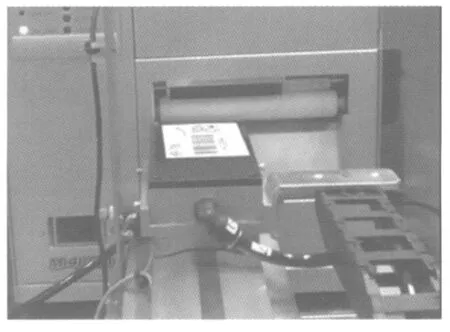
圖4 標(biāo)簽輸送機(jī)
2.3.3 取貼標(biāo)裝置
取貼標(biāo)裝置如圖5所示,其主要功能是機(jī)器人抓手在固定取標(biāo)簽位置有效成功抓取合格標(biāo)簽,當(dāng)板坯到噴號位置后,控制系統(tǒng)會指示機(jī)器人將抓取的標(biāo)簽移動至板坯側(cè)面噴標(biāo)位置。整個標(biāo)簽抓取、移動和貼標(biāo)過程中真空抽氣裝置一直運(yùn)行,保證標(biāo)簽不脫落。由于貼標(biāo)時貼頭會有幾十秒鐘與板坯的直接接觸,因此在貼標(biāo)完成后,需要對貼頭進(jìn)行降溫冷卻,保證后續(xù)抓取的穩(wěn)定與貼標(biāo)的可靠。
貼頭是直接接觸高溫鋼坯的部位,采用的是耐熱纖維材料。同時需要對整個貼標(biāo)裝置位置進(jìn)行高溫防護(hù),避免長時間受高溫輻射影響設(shè)備使用壽命。
圖5 取標(biāo)簽裝置
2.3.4 機(jī)器人系統(tǒng)
機(jī)器人系統(tǒng)主要完成抓取標(biāo)簽及板坯貼標(biāo)功能。由于現(xiàn)場環(huán)境比較差,溫度比較高,采用6軸鑄造版機(jī)器人,采用ABB/KUKA/FANUC/柯馬進(jìn)口品牌,同時對機(jī)器人做隔熱防護(hù)。
機(jī)器人是完成控制程序和各個系統(tǒng)設(shè)備之間動作的主要設(shè)備。通過控制程序分解每一個具體動作,然后設(shè)計程序控制每一個三維空間動作。通過工作間模擬和現(xiàn)場測試最終保證準(zhǔn)確完成動作指令。機(jī)器人為6軸機(jī)器人,電源采用3相400V, (50±2)Hz,位置重復(fù)精度<0.06 mm,最大臂展半徑>2000 mm,防護(hù)等級IP54,地面安裝。
2.3.5 標(biāo)簽識別裝置
標(biāo)簽識別裝置如圖6所示,其主要功能是對貼標(biāo)完成的板坯進(jìn)行識別,確認(rèn)貼標(biāo)是否成功,標(biāo)簽是否完好,數(shù)據(jù)是否準(zhǔn)確等信息進(jìn)行校驗與記錄。
識別主要采用光學(xué)識別,通過識別出的信息與MES傳過來的信息進(jìn)行比對,確保噴標(biāo)信息無誤差。
而二維碼在軋鋼加熱爐裝爐之前可以讀取鑄坯號、爐號、鋼種、規(guī)格和成份信息。離線板坯還使用手機(jī)微信二維碼掃描快捷讀取信息。

圖6 標(biāo)簽識別裝置
2.3.6 除磷裝置
除鱗裝置的主要功能是去除板坯側(cè)面的氧化鐵皮,保證標(biāo)簽可以牢固地黏貼在板坯側(cè)面。
除鱗裝置安裝在貼標(biāo)頭對側(cè)位置。機(jī)器人通過攝像定位系統(tǒng)計算鑄坯位置,計算出側(cè)面除鱗位置距離,控制機(jī)械手貼近鑄坯側(cè)面,然后啟動電機(jī)旋轉(zhuǎn)對板坯貼標(biāo)處進(jìn)行打磨除鱗,確保貼標(biāo)牢固,防止后期貼在氧化鐵皮下一起剝落。
3 結(jié)束語
機(jī)器人智能標(biāo)簽機(jī)投用以后,可實現(xiàn)對二維碼標(biāo)簽貼標(biāo)后的二次確認(rèn),保證了噴標(biāo)信息的準(zhǔn)確性。并且可以根據(jù)下道工序需要增添二維碼讀取的信息量。機(jī)器人貼標(biāo)運(yùn)行基本穩(wěn)定,是國內(nèi)鋼廠首家采用二維碼貼標(biāo)。推動了鋼廠智能化改造升級。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
建筑創(chuàng)作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32